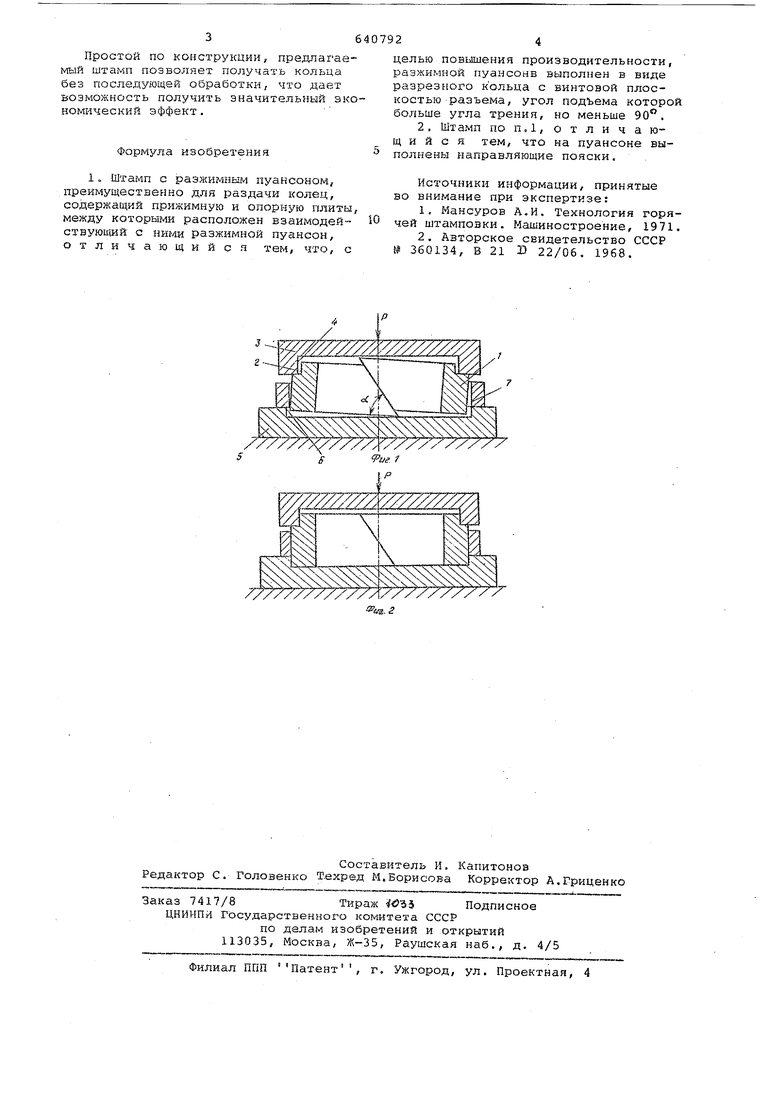
Изобретение относится к обработке металлов давлением, а именно для раз дачи и калибровки колец. Известны способы раздачи или раскатки колец на оправках на машинах модели МГР, после чего следуют отделочные операции ll . Эти способы являются трудоемкими, имеют несколько технологических операций . Известен также штамп с разжимным пуансоном, содержащий секторы разжимного пуансона, приводимые от оправки, опорную и прижимную плиты, на котором можно производить раздачу и калибровку колец. 2. Но разжимной пуансон такого штамп выполнен секторным, не предусмотрены механизмы для возврата секторов в исходное положение после выполнения технологической операции раздачи кол ца и его съема со штампа, что ведет снижению производительности и увеличению трудоемкости. Цель изобретения - повышение про.изводительности - достигается тем, .что разжимной пуансон выполнен в ви де разрезного кольца с винтовой плос костью разъема, угол подъема кoтogoй больше угла трения, равного 10-15 , но меньше 90°, при этом на пуансоне выполнены направляющие пояски, центрирующие пуансон относительно плит и определяющие пуансона при полном его сжатии. На фиг. 1 изображен штамп, в исходном положении; на фиг. 2 - то же, в рабочем положении. Штамп имеет разжимной пуансон 1 с направляющим пояском 2, расположенный между прижимной плитой 3 с проточкой 4 и опорной плитой 5 с проточкой б. На разжимной пуансон 1 одето кольцо - заготовка 7. Штамп работает следующим образом. Кольцо-заготовку 7 помещают на опорную плиту 5 с проточкой 6. Внутрь кольца-заготовки7 вставляют разжимной пуансон 1, разрезанный под углом оС к его торцу, сверху укладывают прижимную плиту 3 с проточкой 4. Затем воздействуют на прижимную плиту 3 силой Р. Разжимной пуансон 1, сдвигаясь по плоскостям разреза, начинает производить раздачу кольца-заготовки 7. Проточки 4 и 6 жестко фиксируют точность размера раздачи. После снятия усилия Р и извлечения готового кольца цикл повторяется. 3 Простой по конструкции, предлагае мый штамп позволяет получать кольца без последующей обработки, что дает возможность получить значительный эко номический эффект. Формула изобретения 1, Штамп с разлсимным пуансоном, преимущественно для раздачи колец, содержащий прижимную и опорную плиты между которыми расположен взаимодействующий с ними разжимной пуансон, отличающийся тем, что, с 2 целью повЕлшения производительности, разжимной пуаисонв выполнен в виде разрезного кольца с винтовой плоскостью разъема, угол подъема которой больше угла трения, но меньше 90. 2, Штамп по пЛ, о т л и ч а гоад и и с я тем, что ка пуансоне выполнены направляющие пояски. Источники информации, принятые во внимание при экспертизе: 1.Мансуров А.И. Технология горячей штамповки. Машиностроение, 1971. 2,Авторское свидетельство СССР 360134, В 21 2) 22/06, 1968.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для раздачи кольцевых заготовок | 1989 |
|
SU1755994A1 |
| Штамп для правки-калибровкиКОльцЕВыХ дЕТАлЕй | 1979 |
|
SU841701A1 |
| Штамп для раздачи конических заготовок | 1978 |
|
SU735357A1 |
| Штамп для раздачи | 1979 |
|
SU822953A1 |
| УСТРОЙСТВО ДЛЯ КАЛИБРОВКИ ТРУБ | 2005 |
|
RU2324564C2 |
| Штамп для раздачи полых изделий | 1985 |
|
SU1278078A1 |
| Штамп для раздачи оболочек | 1982 |
|
SU1031592A1 |
| ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЯ С ОСЕСИММЕТРИЧНЫМ ФЛАНЦЕМ ИЗ ТРУБНОЙ ЗАГОТОВКИ | 2014 |
|
RU2572686C1 |
| Штамп для деформирования кольцевых заготовок | 1985 |
|
SU1310078A1 |
| Способ раздачи трубчатых заготовок и штамп для его осуществления | 1985 |
|
SU1286323A1 |
