Изобретение касается высокочастотного приборостроения и предназначено для изделий типа мембраны из .металла малой толщины (0,05-0,1 мм).
Известно устройство для сборки и сварки тонкостенных ме.мбран, содержащее оправку с элементом зажима и центрирующим калибром, а также разрезные теплоотводы 1.
Объем расплавляемого металла свариваемых кро.мок регулируется теплоотводами в виде полуколец, установленными по боковым поверхностям кромок мембран, при этом наружный диаметр полуколец меньше диаметра мембран.
Это устройство не обеспечивает точного расположения теплоотводов по боковым поверхностям свариваемых кро.мок мембран. Так, при сварке чувствительного элемента из мембран толщиной 0,05 мм незначительное смещение полуколец приводит к изменению тер.мического цикла сварки, что ведет к нарушению нормального формирования металла щва, образованию прожогов и негерметич-ности сварных соединений.
Целью изобретения является HpcnoTispaщение прожогов сварного шва пхтем обеспечения стабильности термическогс) цик,та.
Это достигается тем, что тен.юотводы выно,1нены в виде колец из ynpyroii проволоки, наружный диаметр которых равен наружному диаметру мембра;.
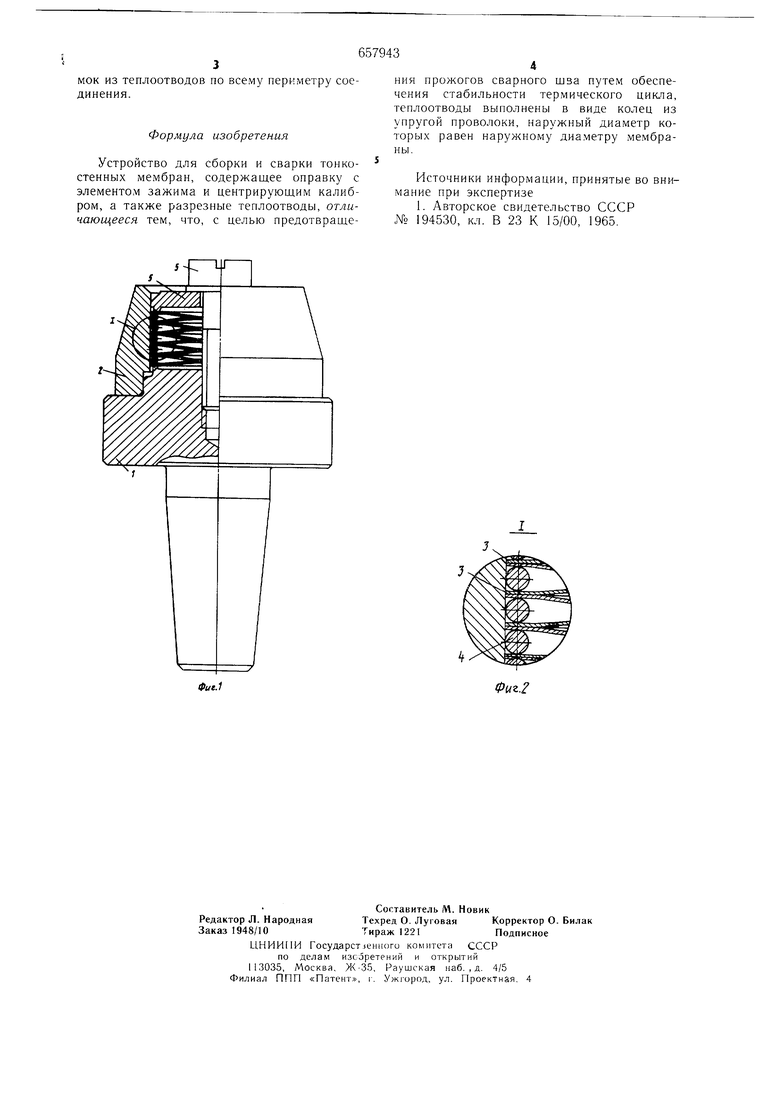
На фиг. 1 изображено устройство, общий вид; на фнг. 2 -- узел I на фиг. 1.
Устройство содержит оправку I, съемный калибр 2, нары мембран 3, кольца тенлоотводов 4 и элемент 5.
Пары мембран 3, соединенные по внутреннему диаметру с предварительно вставленными кольцами 4, устанавливают в оправку 1, центрируют относительно оси вращения центрирующим калибром 2 и зажимают элементом зажима 5. После этого ciniмают калибр и осуществляют сварк мембран, например, аргонно-дуговой сваркой.
Использование предлагаемо1о устройства обеспечивает высокое качество сварки за счет постоянства расположения колец но боковым поверхностям свариваемых кромок мембран и одинаковое выступление кромок из теплоотводов по всему периметру соединения.
Формула изобретения
Устройство для сборки и сварки тонкостенных мембран, содержащее оправку с элементом зажима и центрирующим калибром, а также разрезные теплоотводы, отличающееся тем, что, с целью предотвращения прожогов сварного щва путем обеспечения стабильности термического цик.па, теплоотводы выполнены в виде колец из упругой проволоки, наружный диаметр которых равен наружному диаметру мембраны.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 194530, кл. В 23 К 15/00, 1965.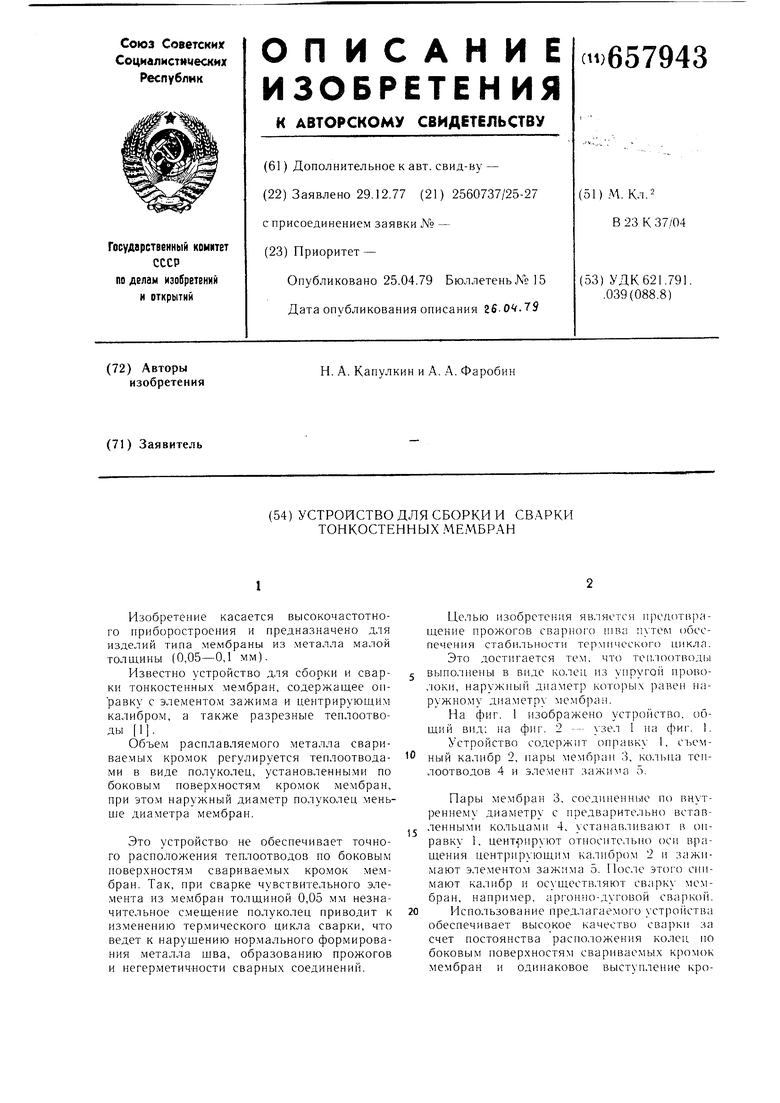
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ИЗДЕЛИЙ ТИПА СИЛЬФОНОВ | 1991 |
|
RU2014188C1 |
| СПОСОБ СВАРКИ ДЕТАЛЕЙ РАЗЛИЧНОГО ДИАМЕТРА И РАЗНОЙ ТОЛЩИНЫ | 2014 |
|
RU2572435C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ТОНКОСТЕННОЙ ТРУБЫ С ТОНКОСТЕННЫМ БИМЕТАЛЛИЧЕСКИМ ПЕРЕХОДНИКОМ | 2006 |
|
RU2329127C1 |
| Способ изготовления сварных тонкостенных сильфонов | 1984 |
|
SU1234149A1 |
| СПОСОБ ПРИВАРКИ ТОНКОСТЕННОЙ МЕМБРАНЫ К ТРУБНОЙ ЗАГОТОВКЕ | 1999 |
|
RU2155121C1 |
| Установка для сварки сильфонов | 1976 |
|
SU770709A1 |
| Способ изготовления тонкостенных сварных корпусов с концевыми утолщениями из разнородных алюминиевых сплавов | 2016 |
|
RU2620539C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ОСЕСИММЕТРИЧНЫХ КОРПУСОВ СОСУДОВ, РАБОТАЮЩИХ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 2015 |
|
RU2584622C1 |
| УСТАНОВКА ДЛЯ СВАРКИ СИЛЬФОНОВ | 2001 |
|
RU2196670C1 |
| СПОСОБ ПОДГОТОВКИ И СБОРКИ ПОД СВАРКУ ТОНКОСТЕННЫХ ТРУБЫ И БИМЕТАЛЛИЧЕСКОГО ПЕРЕХОДНИКА | 2006 |
|
RU2325982C1 |
