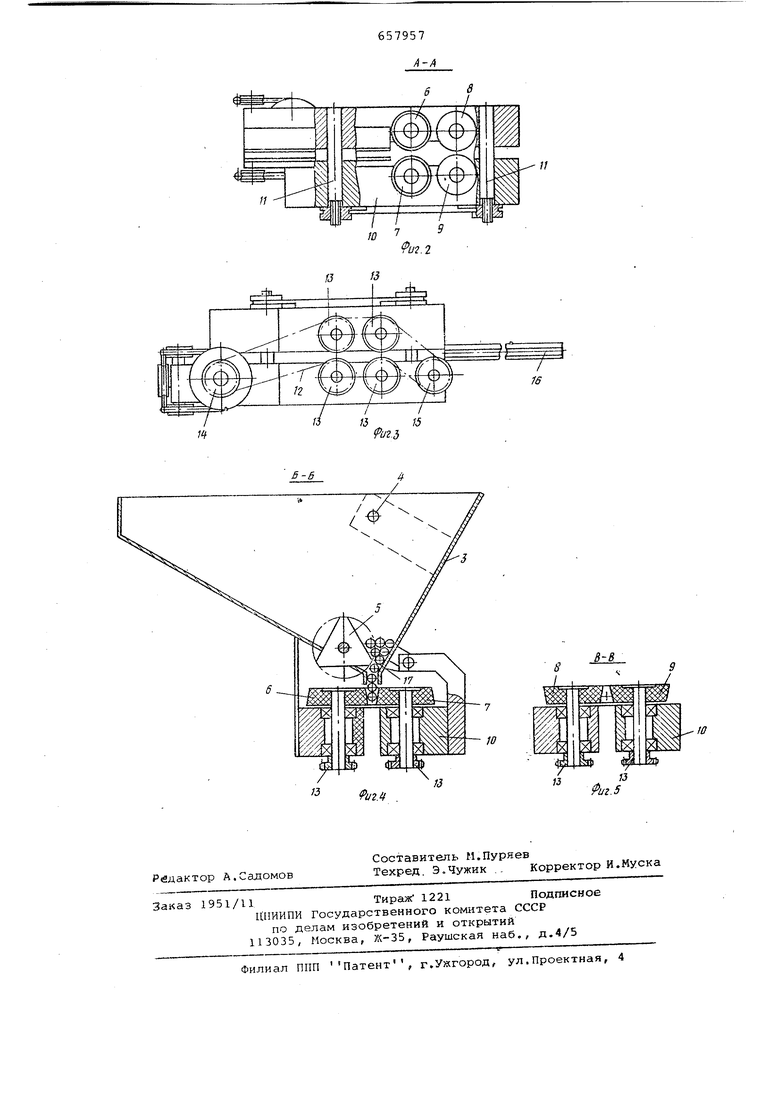
(54) УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПЙ новлены на подвижной планке 10, пере мещающейся относительно роликов 7,9 по направляющим 11. С планкой 10 шар нирпо соединена продольная стенка 3 бункера-магазина 1, Рамки приводятся во вращение цепью 12 через звездочки 13 и ведущую звездочку- 14 от двигаЗгеля через червячный редуктор, клин6ременну1-о передачу и вариатор (на чертежах не показаны), Подвижная звездочка 15 служит для натяжения цепи,. Детали передаются от роликового питателя в зону обработки по ручью 16. . Устройство работает следук1 им об.разом. Детали вручную загружают в бункер магазин 1. Деталь, проходя через зазор 17, попадает на конические поверхности сиихронно вращающихся роли ков , которые передают ее роликам 8-9 и далее по ручью 16 в зону обработки « Настройка устройства по длине подаваемой детали осуществляется перем щением заслонки 2 бункера Ма.газиыа с последующим ее закреплением относительно передней стенки бункера--ма. газииа. Настройка устройства.ка заданный диаметр детали осуществляется перемегдением подвижной планки 10, чем изменяется расстояние между коничес ки№1 поверхностями роликов и 1Ш1ринг1 выходного отверстия бункер-магазин. Данное устройство изготовлено и испытано на Даугавпилсском заводе приводных цепей на бесцентрово-шлифовальном станке. Загрузочное устро ство позволило увеличить ассортимет обрабатываемых деталей на одном бес цен трово-шлифов ал станке при
б
9u-i 1 быстрой его переналадке на различные размеры деталей, повысить производи-; тельность станка за счет более полного его использования и улучшить условия труда рабочего. Устройство просто в изготовлении и надежно в работе. Формула изобретения 1,Устройство для загрузки деталей стержневого типа, содержащее бункермагазин с выходным отверстием и питатель, выполненный в виде четырех фрикционных cHHXpoHiio вращающихся роликов, о т л 1 ч а 10 1ц е е с я тем, что, с целью расширения технологических возможностей устройства путемнастройки его на различные диаметры деталей, пара роликов питателя,вращаюгцихся в одном направлении, установлена с возможностью перемещения относительно другой пары роликов на общей планке, шарнирно связанный посредством :кронштейна с продольной стенкой бункера, причем последняя закреплена на боковых стенках бункера с возможностью поворота, 2,Устройство по п.1, о т л и ч а10 щ е е с я тем, что, с целью обеспечения гарантированной подачи дета; ей бункера-магазина в зону обработки, ролики питателя выполнены конической , причем одна пара роликов установлена зеролипой конуса роликов к выход. отверстию, а вторая пара от выходного отверстия. Источники информации, принятые во внимание при экспертизе 1. йвторское свидетельство СССР № 224349, кл. В 65 В 35/22, 1967.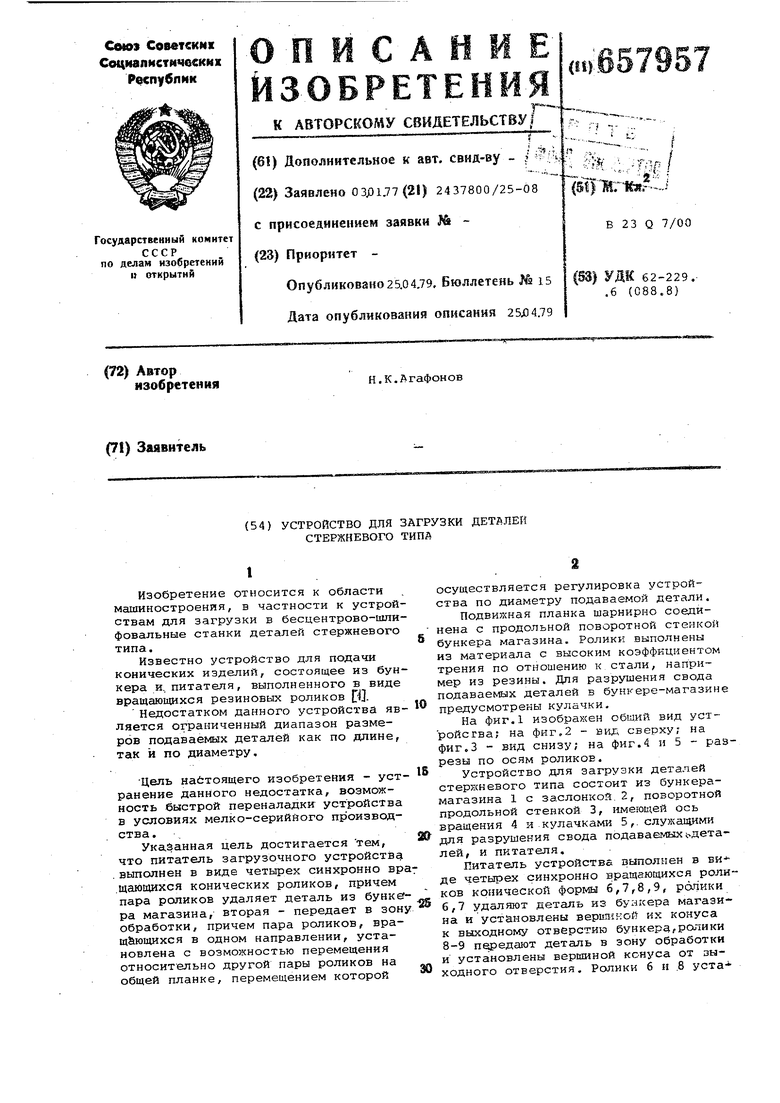
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ АВТОМАТИЧЕСКИЙ ПИТАТЕЛЬ | 1966 |
|
SU222851A1 |
| Загрузочное устройство | 1990 |
|
SU1738599A1 |
| Загрузочно-разгрузочное устройство | 1990 |
|
SU1764942A1 |
| Устройство для поперечной подачиСТЕРжНЕОбРАзНыХ зАгОТОВОК | 1979 |
|
SU846446A1 |
| Автомат для приварки к торцам труб элементов соединительной арматуры | 1974 |
|
SU640830A1 |
| Загрузочное устройство | 1981 |
|
SU1007916A1 |
| Устройство для шлифования гнутых деталей из древесины | 1982 |
|
SU1065152A1 |
| Элеваторное загрузочное устройство | 1986 |
|
SU1444245A1 |
| УСТРОЙСТВО для ПОДАЧИ ЗАГОТОВОК | 1970 |
|
SU281798A1 |
| Загрузочное устройство | 1990 |
|
SU1808615A1 |