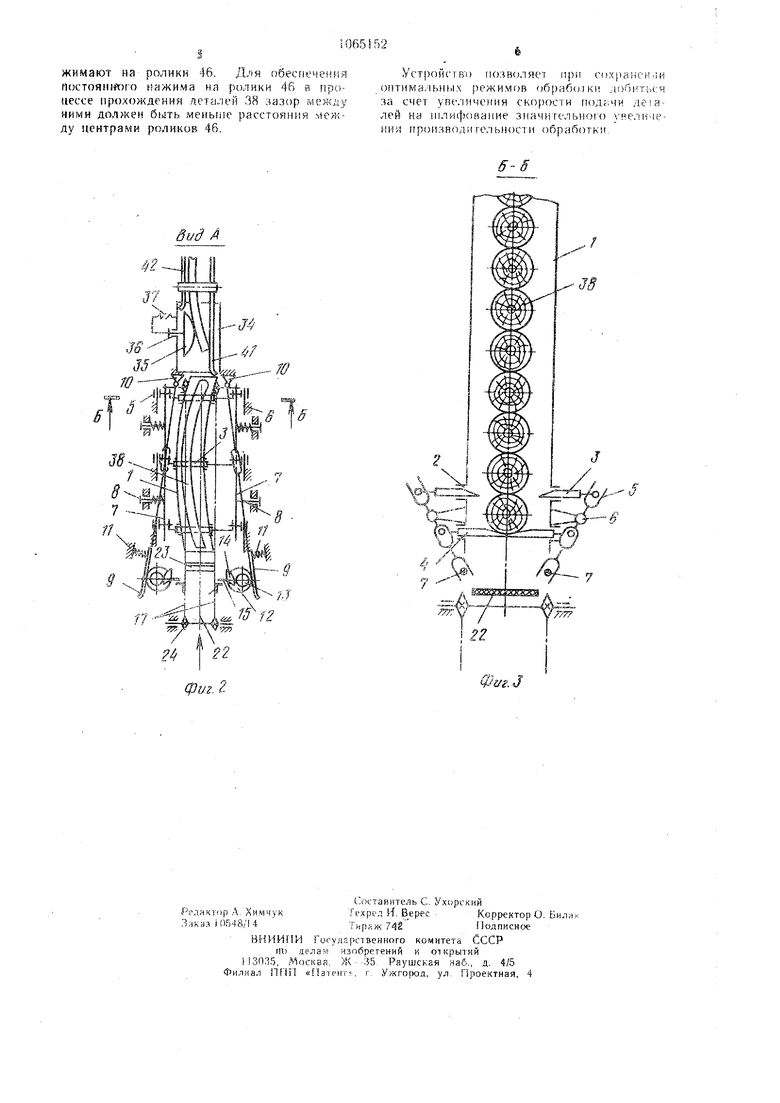
1зоб|)етоиие относится к станкостроению, а именно к станкам для- шлифования гнутих деталей из древесины. Извсетно устройство для шлифования гнутых деталей из древесины, содержащее станину, стол, систему нриводных и прижимных роликов и нолый ротор, установленный на шатуне н арнирного нараллелограмма с подпружиненными коромыслами и несущий два расноложенных центрально-симметрично относительно оси вращения ротора шлифоЕ альных цилиндра с приводом их возвратно-поступательного перемещения вдоль продольных осей цилиндров 1. Усггюйство позволяет обработать демгить, испотьзуя ее же в качестве копира. Однако оно пе обеспечивае- - высокую нроизр.одиде.льность, так как основной узел следящей системы -- Н1атун щарннрного нарал.-клограмма - и.меет большую массу. Боль1 0 -1 вес н, следовательно, большая инерционность не позволяет осун1ествлять обработку с высокой скоростью нодачи деталей изза появ.1енмя ударов, которые ведут к нрижогам, снижают качество щ.лифования, Сиздаю аварийг ую ситуацию, нриводящую к |;1азрынам эласти1:ной оболочки шлифовальных цилиндров. Це.аь изобретения -- новыншние произ1И дите.льпости и iva4ecTBa обработки. 11()став.:1енная цель достигается тем, что ,стройстио, содержащее станину, стол, сиCTC.viy прнводных и прижн ипз1х роликов, нол),Й ютор, установленный па шатуне параллелограмма, шарнирно евязанного с поднружннчпными коромысламн, два 1нли()овальн1мх ци.чипдра с приводом их оеци;ирующе;ч) движения и систему управле::,;я, снабжемо нодвии 1юй в направлении, ;С|:и;енд1 куляр11о.м направлению перемеiilCii: -: обрабатывае.мой дета.ти, ка)еткой, на 1-.;оторон смо1ггированы коромыела, и ко иро1}ания. вьпкхщепным в виде нрнвода с копиром и диском с упором, н то.л ;а1Х.ля с роликом, при этом то;п атель связан с кареткой, ролик -- с кониро.м, а угор; с системой уп авлепия. На 1 показана кппематичеекая схема устройства; на фи|-. 2 - - вид А на фщ. 1:. па фиг. 3 - разрез Б-Б на фиг. 2. остройство содержит магазин 1 для деталей, в боковых стенках которого вьпюлиен1з1 П;.)()рези-на11равляюпи-1е 2 под постунателыю 11е)емеща1ощиеся задвижки 3 и 4, С1}язанные с рычагами 5, Н1а)нирно закреплс.чпгзгми на опорах 6. Качанне рычагов осуществ.ляется нланка.ми 7, подпружипеппыми пружинами 8 и связанпы.ми с коро1.п 1слами 9, Н1арнирно закрепленными па онорах 10 и подпружине1П1ых пружинами П. Коромысла 9 взаимодействуют с .онт1)пкам1 12, жестко связанными с зуб arsaMH i 3, находяп имися в зацеплении t ;г; Пчатьгмп секторами 14, енабженны.ми ф:|а/к а;.Н 15. взaи.мoдeйcтвvк)ши.vlи с нальцами 16, закрепленными на цепи 17 трансиортера 18. Для возврата эксцентриков и секторов в исходное положение лосле гфо.хождения нальцев 16 ценей 17 зоны взаимодействия с флажками 15, оси эксцентриков 12 подпружинены пружинами 19, а па осях секторов 14 имеются упоры 20, упирающиеся в ограничители 21. К цепи 17 крепится транспортерная лента 22, несущая толкатели 23. Натяжение цепей 17 осуществляется звездочка.ми 24, а привод - через звездочки 25-27, цепь 28, звездочку 29, цепь 30 от электродвигателя 31 через редуктор 32 и приводную звездочку 33. По ходу перемещения деталей за магазином располагается стол 34, на котором установлен прижим 35, перемещающийся в направляющих 36 и подпружипенпый пружиной 37. Прижим 35 корректирует положение детали 38 перед вводом ее в секцию приводных транспортирующих 39 и прижимных 40 роликов, прижимая ее к нерегулируемой направляющей 41, напротив которой установлена регулируемая направляющая 42. Вращение приводных роликов производится с помощью звездочек 43, связанных с цепью 30, а прижим роликов 40 обеспечивается пружинами 44 до упора в ограничители 45. В конце секции приводных и прижимных роликов установлены два ролика 46, закреплеппые на кропщтейне 47 , связанном через нодпружипенные пружипами 48 направляющие 49 с упорной планкой 50, взаимодействующей с микропереключателем 51. Шатун 52 шарпирно установлен на коромыслах 53, шарпирно связанных с кареткой 54 и образует щарпирпый параллелограмм. Коромысла, 53 попарно жестко связаны между собой перекладинами 55, к которы.м крепятся пружины 56, снабженные регу„1ировочными винтами 57. Гайки 58 винтов 57 установлены на кронп тейнах 59. Каретка 54 на направляюп1их 60 имеет возможность перемещения на станине 61, перпендикулярно направлению перемещения д,етали 38. Ротор 62 несет два шлифовальных резиновых пневмоцилиндра 63, валы 64 которых установлены на подшипниках планги 65 и снабжены жестко насаженными коническими шестернями 66. Штанги 65 щарнирно присоединены к качающейся рамке 67 ii к ротору 62 и входят в направляюпие втул-ки 68. шарьирр.ю присоединенные к ре1ллируемому кроннггейну 69 на роторе 62. Качающаяся ра.мка 67 имеет регулируемый толкатель 70, несущий нару роликов 71, прижимаемых пластинчатой пружиной 72 к кулачку 73, установленному ца роторе 62 с возможностью врапгепия. Кулачок 73 жестко связан со звездочкой 74, имеющей на один-два зуба .меньще, че.м звездочка 75, закрепленная па роторе 62.
Обе звездочки получают вращение через цепи 76 и 77 блока звездочек 78, насаженных на вал электродвигателя 79, укрепленного на шатуне 52.
На шатуне 52 соосно с ротором 62 жестно закреплена звездочка 80, связанная цепью 81 со звездочками 82, насаженными на валы 83. Натяжение цепи осушествляется звездочками 84, установленными на кронштейнах шатуна 52. Валы 83 несут также звездочки 85 посредством цепей 86 связанные со звездочками 87, жестко закрепленными на втулках 88, свободно насаженных на валы 89 рамок 67 и несущих конические шестерни 90, находящиеся в зацеплении с коническими шестернями 66.
Каретка 54 толкателем 91 с роликом 92 связана с пазовым копиром 93, установленным на валу 94, несущим диск управления 95 с упором 96, установленным с возможностью взаимодействия с микропереключателе.м 97. Вал 94 через пару конически.х шестерен 98 и 99 и электро.муфту 100 связан с выходным валом 101 редуктора 102 приводимого электродвигателем 103.
Устройство работает следующим образом.
Магазин 1 заполняется деталями 38, после чего устройство пускается в работу. Транспортер 18, приводимый в движение электродвигателем 31, через редуктор 32, цепь 30, звездочки 33, 29, 27, 26, 25, цепи 28 и 17 начинает перемещать транспортерную ленту 22 с толкателями 23 и пальцами 16. При этом пальцы 16, упираясь во флажки 15 поворачивают сектора 14, сцепленные с зубчатками 13 и производ.ят их поворот, а вместе с ними и эксцентриков 12 вокруг вертикальных осей, которые разводят в стороны коромысла 9. Последниевзаимодействуют с планками 7, оттягивая их в стороны от .магазина. Рычаги 5, вращаясь вокруг мест шарнирного их закрепления на опорах 6, задвигают задвижки 3, благодаря чему отсекаются детали, находящиеся в магазине, а задвижки 4 раздвигаются, обеспечивая выпадание нижней детали 38 на транспортерную ленту 22, где она подхватывается толкателем 23 и перемещается по направлению к секции транспортирующих 39 и прижимных 40 роликов.
После прохождения пальцами 16 зоны расположения секторов 14, последние под действием пружин 19 возвращаются в исходное положение, при этом флажкн 15 секторов 14 занимают прежнее положение, так как упоры 20 упираются в ограничители 21. Под действием пружин 11 коромысла 9 и под действием пру.жин 8 планки 7 возвращаются в исходное положение. Задвижки 4 сводятся, а задвижки 3 разводятся и весь пакет деталей 38 перемещается вниз, и нижняя деталь поступает на исходную позицию.
Деталь 38, перемещаемая толкателем 23 и транснортерной лентой 22, поступает на стол 34, где, взаимодействуя с прижи.мом 35, ориентируется, после чего IIOCT пает в секцию приводных транспортирующих 39 и прижимных 40 роликов, которыми подается к вращаюп 1емуся ротору 62.
По выходе из секции прижимны.ч и приводных роликов, перемещающаяся деталь 38 взаимодействует с выступающими роликами 46 и через кронштейн 47, направляющие 49 и упорную планку 50 нажимает на микропереключатель 51, при включении которого включается через реле времени электромагнитная муфта 100. Вращение от выходного вала 101 редуктора 102 передается через конические шестерни 99 и 98 валу 94, диску управления 95 и копиру 93, который сообщает через толкатель 91 и ролик 92 перел ещения каретке 54.
Деталь 38 поступает в зазор .между шлифовальными цилиндрами 63 и обкатывается ими в плоскости, перпендикулярной направлению перемещения деталей, что достшается вращение.м ротора 62.
Сила прижима иктифовальных цилиндров 63 К детали 38 обеспечивается ветчиной зазора .между ни.ми и давлением сжатого воздуха в них.
Помимо вращательных движений шлифовальные цилиндры 63 совершают осциллирующее движение за счет качания их вместе с ра.мками 67, через толкатели 70 от кулачка 73. Вращение кулачка 73 относительно ротора 62 определяется разностью зубьев звездочек 74 и 75. Постоянство зазора между расположенными центрально-симметрично от1-осите,1ьно оси вращения ротора 62 и.чифовальными ци/шндрами 63 обеспочнвастся направляющими втулками 68, в в.ходнт П1танги 65, .жестко закрепленные на ва.-iax 89. со свободно насаженными втулками 88. Последние несут шестерни 90, находящиеся в зацеплении с шестернями 66 привода пнев.ЮЦИ.11 НЛрОВ 63.
При 1и.1ифова11ии слежение за к)иво.1пнейным KoirrypoM обеспечивается следующим образом. R случае, когда кривизна обрабатываемой детали равна noNnma.ibнон. т. е. соотвстствуюи1ей профилю копира, шатун 52 перемещается вместе с карстко , 54.
Если кривизна обрабатываемой .и-тали бо.1ыие или меньше иоминалыкм то шатун 52, качаяс1 на коромыслах 53 относительно подвижной каретки 54. опсспечивает слежение за криволинейны.х: детали п качественную ее обработку.
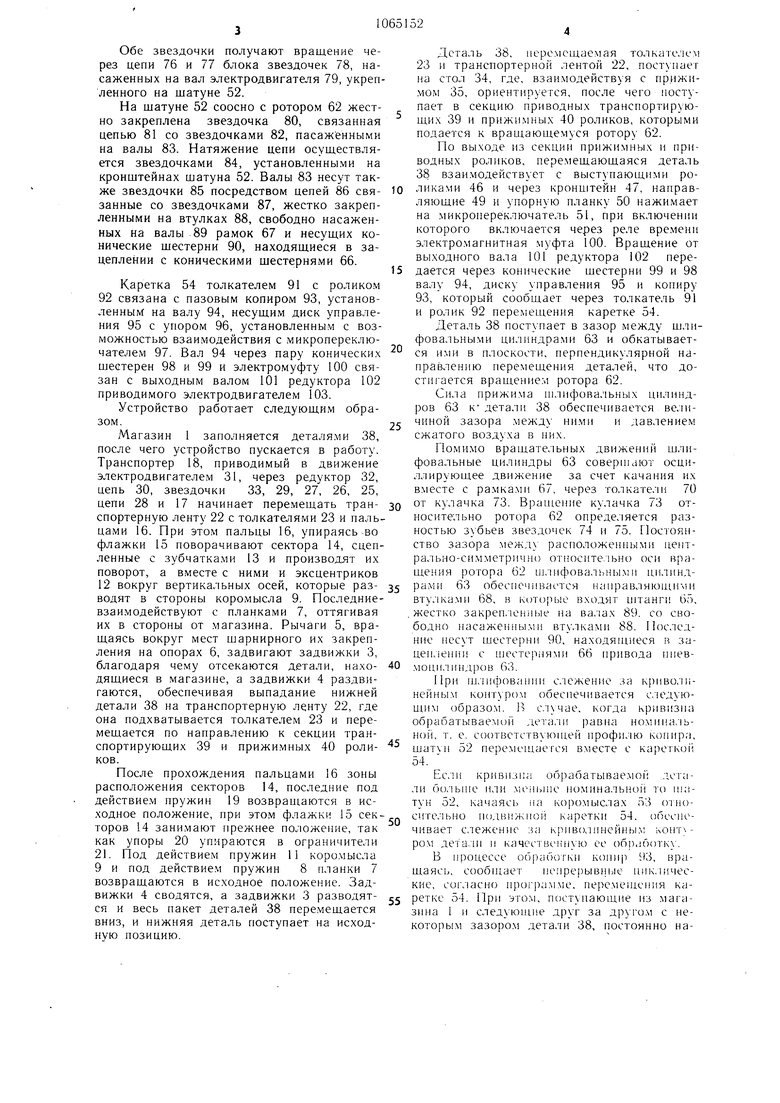
В процессе обработки копи|1 93, вращаяс1), сообщает иеирерывные цик.шческие, согласно ирограмме, перемещения каретке 54. При этом, поступающие из магазина 1 и следующие друг за дру1-ом с некоторым зазором детали 38, постоянно нажимают на ролики 46. Для обеспечсмшл ги стоя1М«)Го нажима на ролики 46 я тшоцессе прохождения л.ета,лей 38 зазор ними должен быть меньше расстояняя между иснтрамн роликов 46.
Устройство ()ляе1 пря сох}1аненмИ ()птима.1ьных (ежи.мов об)а6()1ки лг)Г)ить(:я за счет увеличения ско|)ости иодгши дечалей на шлифование значительного ;.реличекия произнолите.1Ь()ос1 и обработки.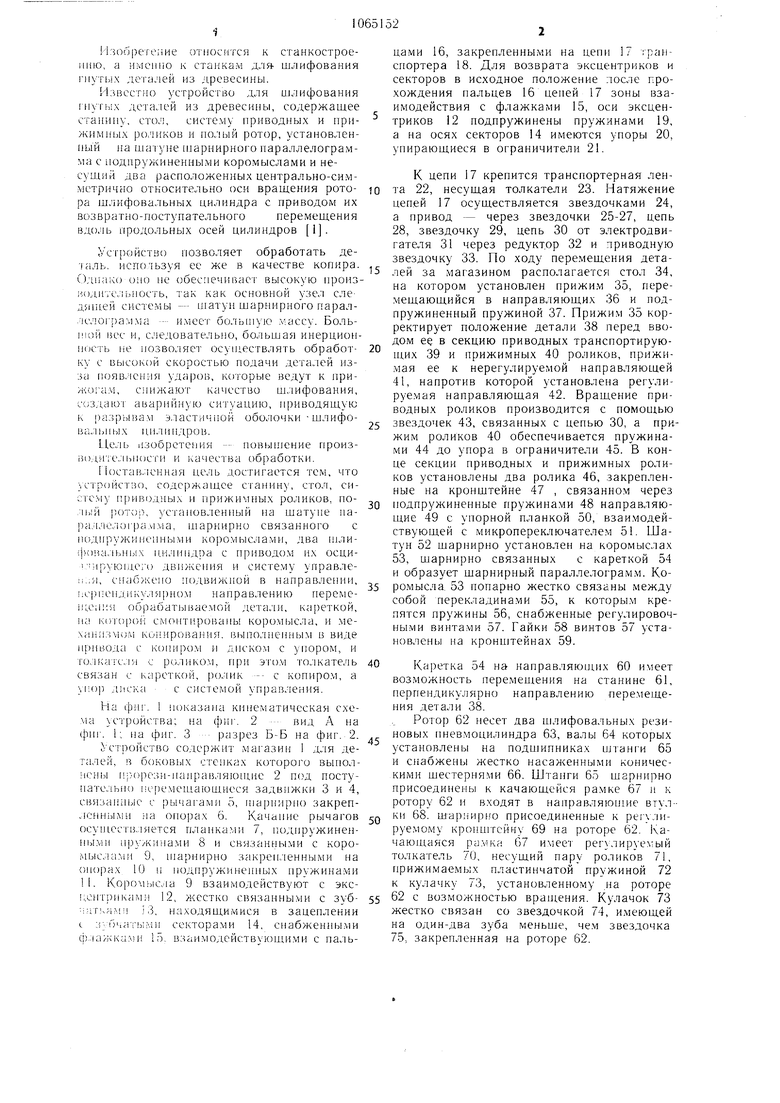
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для шлифования деталей из древесины | 1983 |
|
SU1094725A1 |
| Устройство для шлифования деталей из древесины | 1983 |
|
SU1135616A1 |
| Устройство для шлифования деталей круглого сечения из древесины | 1985 |
|
SU1266712A2 |
| Устройство для шлифования деталей круглого сечения из древесины | 1981 |
|
SU1007934A2 |
| Устройство для шлифования деталей круглого сечения | 1985 |
|
SU1321559A1 |
| Устройство для шлифования деталей круглого сечения из древесины | 1981 |
|
SU990478A2 |
| Устройство для шлифования деталей круглого сечения из древесины | 1987 |
|
SU1528646A1 |
| "Устройство для шлифования гнутых деталей из древесины "Адзура" | 1990 |
|
SU1776223A3 |
| Устройство для шлифования деталей круглого сечения из древесины | 1981 |
|
SU1007936A2 |
| Устройство для шлифования деталей круглого сечения из древесины | 1982 |
|
SU1060425A2 |
УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ ГНУТЫХ ДЕТАЛЕЙ ИЗ ДРЕВЕСИНЫ, содержащее станину, , с.чсте.му приводны.х и прижимн1 1х ро.чикчш, Itesasl
вид А
Л2
| Устройство для шлифования деталейКРуглОгО СЕчЕНия из дРЕВЕСиНы | 1979 |
|
SU806376A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
