(54) СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА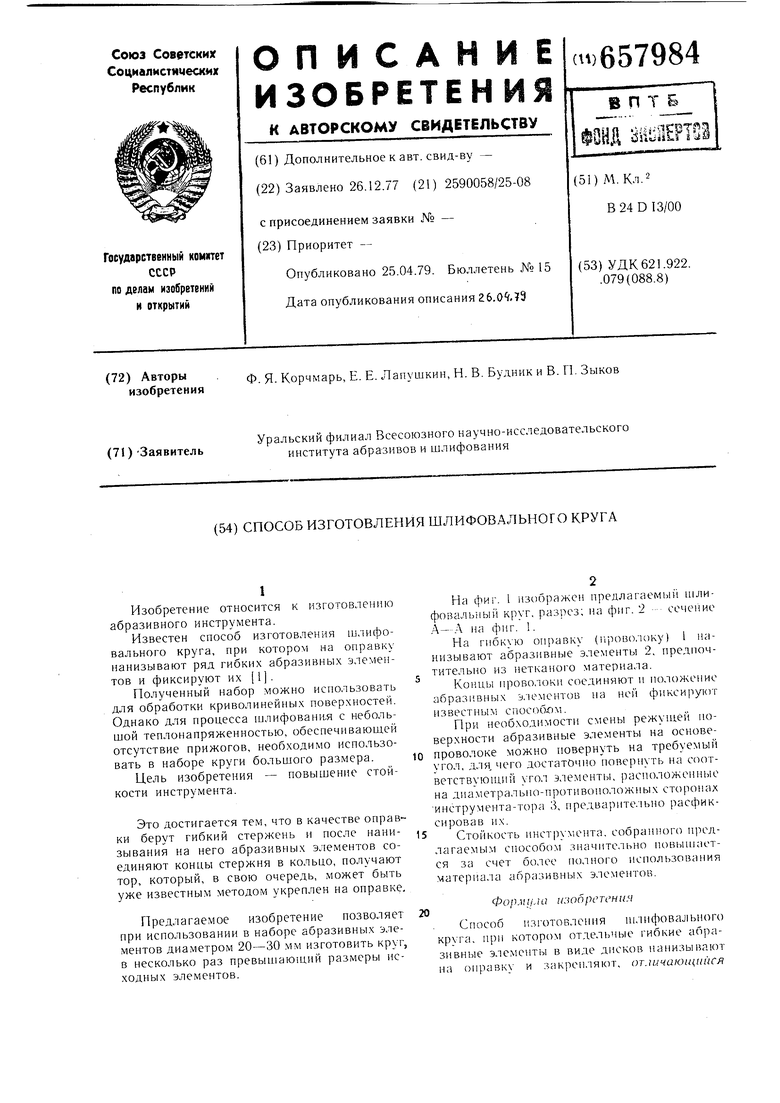
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТУШЕК И ПРИСПОСОБЛЕНИЕ ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 1930 |
|
SU21434A1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2149096C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2004 |
|
RU2261163C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ЧИСТОВОЙ ОБРАБОТКИ | 2003 |
|
RU2230649C1 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2239545C1 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ | 1996 |
|
RU2100177C1 |
| Способ изготовления абразивного инструмента | 1980 |
|
SU884995A1 |
| СПОСОБ КОМБИНИРОВАННОЙ ЧИСТОВОЙ ОБРАБОТКИ | 2003 |
|
RU2239537C1 |
| Способ сборки прерывистого абразивного круга | 1984 |
|
SU1184655A1 |
| УПРУГИЙ ПОЛИРОВАЛЬНЫЙ КРУГ ИЗ АЛМАЗНО-АБРАЗИВНОЙ ШКУРКИ | 2004 |
|
RU2261167C1 |
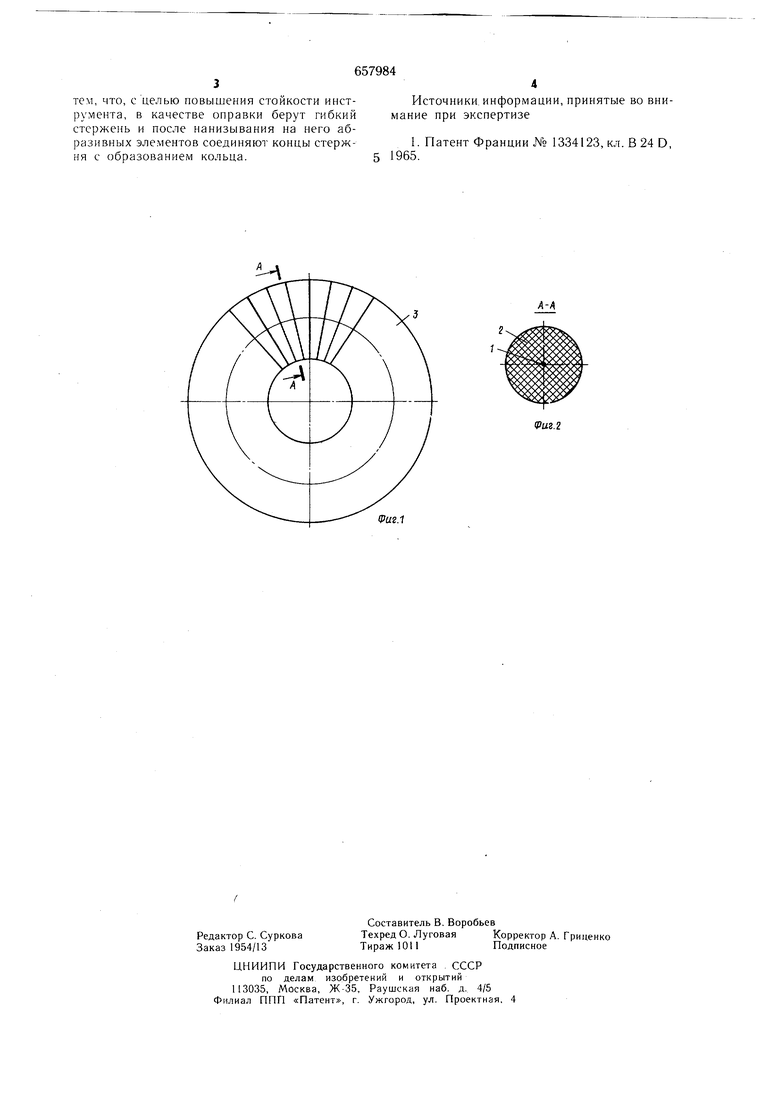
Изобретение относится к изготовлению абразивного инструмента. Известен способ изготовления шлифовального круга, при котором на оправку нанизывают ряд гибких абразивных элементов и фиксируют их I. Полученный набор можно использовать для обработки криволинейных поверхностей. Однако для процесса шлифовани-я с небольшой теплонапряженностью, обеспечиваюш.ей отсутствие прижогов, необходимо использовать в наборе круги большого размера. Цель изобретения - повышение стойкости инструмента. Это достигается тем, что в качестве оправки берут гибкий стержень и после нанизывания на него абразивных элементов соединяют концы стержня в кольцо, получают тор, который, в свою очередь, может быть уже известным методом укреплен на оправке. Предлагаемое изобретение позволяет при использовании в наборе абразивных элементов диаметром 20-30 мм изготовить круг, в несколько раз превышающий размеры исходных элементов. На фиг. 1 изображен предлагаемый П1лифовальяый круг, разрез; на фиг. 2 сечение А-.Л на фиг. 1. На гибкую оправку (Г1ровол()ку) 1 нанизывают абразивные элементы 2, предпочтительно из петкаио1Ю материала. Концы нроволоки соединяют и ноложенис абразивных э.чементов па ней фиксируют известны способом. При необходимости смены режущей поверхности абразивные элементы на основепроволоке можно повернуть на требуемый угол, для. чего достаточно повернуть на с кггветствуюнхий угол элемент1 1, расноложе1 ные на диаметрально-нротивоноложных сторонах инструмента-тора 3, предварптельно расфиксировав их. Стойкость инструмента, собранного предлагаемым способом значительно повышается за счет более полного использования материала абразивных элементов. Фо/)л(/.иг изобретения Способ изготовления шлифовального круга, нрп котором отдельные 1ибкие абразивные элементы в виде дисков нанизывают па оправку и закрепляют, отличающийся
тем, что, с целью повышения стойкости инструмента, в качестве оправки берут гибкий стержень и после нанизывания на него абразивных элементов соединяют концы стержня с образованием кольца.
Источники информации, принятые во внимание при экспертизе
Риг.2
