(54) СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА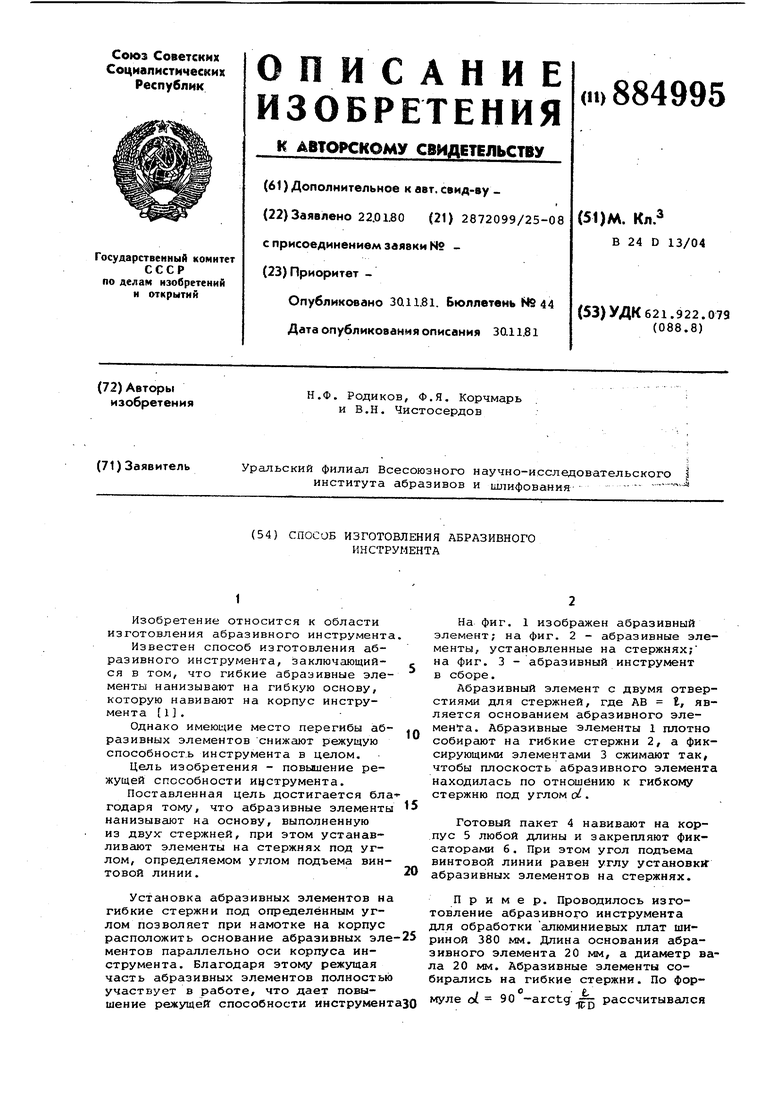
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНЫЙ МНОГОНИТОЧНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2167759C1 |
| Способ изготовления захватывающих элементов шпинделей хлопкоуборочных машин | 1983 |
|
SU1199349A1 |
| АТРАВМАТИЧЕСКАЯ ИГЛА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2105526C1 |
| УПРОЧНЯЮЩЕ-ПОЛИРОВАЛЬНЫЙ КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ С ПАРАМЕТРИЧЕСКОЙ ОСЦИЛЛЯЦИЕЙ | 2005 |
|
RU2283745C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2220840C2 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНОЙ ОБРАБОТКИ ВИНТОВ | 2002 |
|
RU2228240C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 1993 |
|
RU2096165C1 |
| СПОСОБ ОТДЕЛОЧНОЙ ОБРАБОТКИ ВИНТОВ ПРОВОЛОЧНО-АБРАЗИВНЫМ ОХВАТЫВАЮЩИМ ИНСТРУМЕНТОМ | 2002 |
|
RU2230648C1 |
| Способ изготовления шлифовального круга | 1977 |
|
SU657984A1 |
| Установка для изготовления витого магнитопровода электрической машины | 1987 |
|
SU1554079A1 |
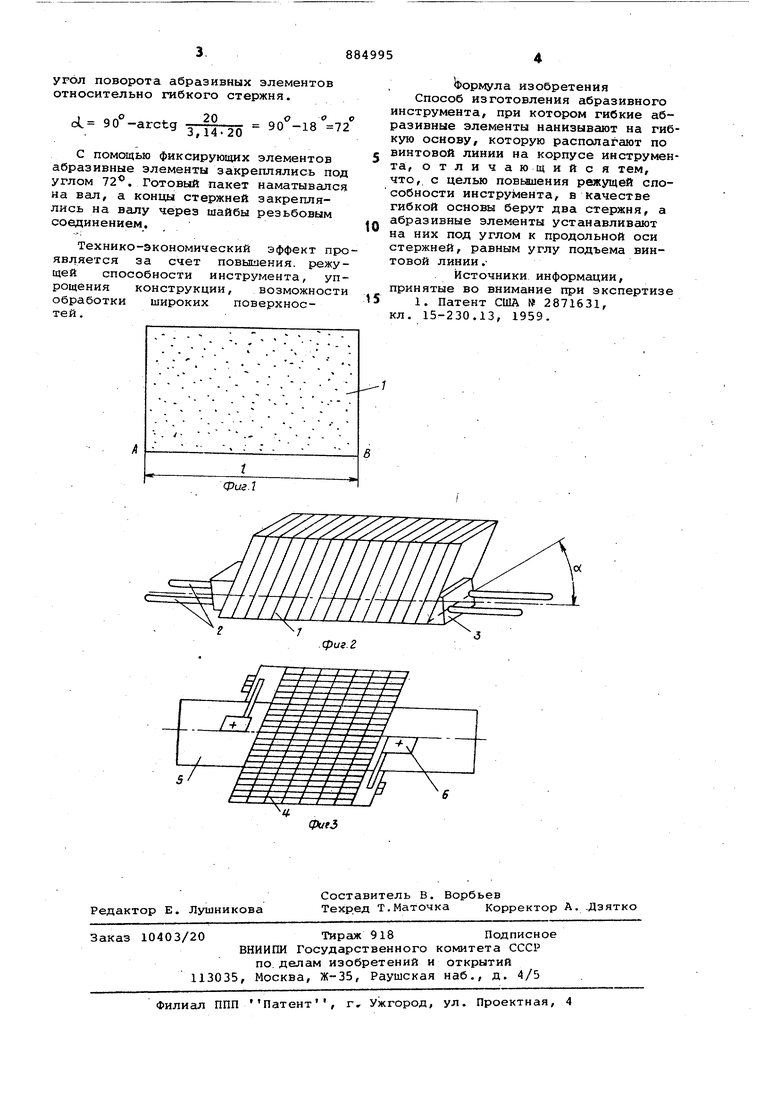
Изобретение относится к области изготовления абразивного инструмента Известен способ изготовления абразивного инструмента, заключающийся Б том, что гибкие абразивные элементы нанизывают на гибкую основу, которую навивают на корпус инструмента 1 . Однако имеющие место перегибы абразивных элементов снижают режущую способность инструмента в целом. Цель изобретения - повьвиение режущей способности инструмента. Поставленная цель достигается бла годаря тому, что абразивные элементы нанизывают на основу, выполненную из двух- стержней, при этом устанавливают элементы на стержнях под углом, определяемом углом подъема винтовой линии. Установка абразивных элементов н гибкие стержни под определённым углом позволяет при намотке на корпус расположить основание абразивных эл ментов параллельно оси корпуса инструмента. Благодаря этому режущая часть абразивных элементов полность участвует в работе, что дает повышение режущей способности инструмен На фиг. 1 изображен абразивный элемент; на фиг. 2 - абразивные элементы, установленные на стержнях; на фиг. 3 - абразивный инструмент в сборе. Абразивный элемент с двумя отверстиями для стержней, где АВ 1, является основанием абразивного элемента. Абразивные элементы 1 плотно собирают на гибкие стержни 2, а фиксирующими элементами 3 сжимают так, чтобы плоскость абразивного элемента находилась по отношению к гибкому стержню под углом oi . Готовый пакет 4 навивают на корпус 5 любой длины и закрепляют фиксаторами б. При этом угол подъема винтовой линии равен углу установка абразивных элементов на стержнях. Пример. Проводилось изготовление абразивного инструмента для обработки алюминиевых плат шириной 380 мм. Длина основания абразивного элемента 20 мм, а диаметр вала 20 мм. Абразивные элементы собирались на гибкие стержни. По формуле oi 90 -arctg рассчитывался угол поворота абразивных элементов относительно гибкого стержня. oL 90°-arctg о с 90 -18 72 3,14-20 С ПОМОЩЬЮ фиксирующих элементов абразивные элементы закреплялись под углом 72, Готовый пакет наматывался на вал, а концы стержней закреплялись на валу через шайбы резьбовым соединением. Технико-экономический эффект про является за счет повышения, режущей способности инструмента, упрощения конструкции, возможности обработки широких поверхностей . Ьормула изобретения Способ изготовления абразивного инструмента, при котором гибкие абразивные элементы нанизывают на гибкую основу, которую располагают по винтовой линии на корпусе инструмента, отличающийся тем, что, с целью повьииения режущей способности инструмента, в качестве гибкой основы берут два стержня, а абразивные элементы устанавливают на них под углом к продольной оси стержней, равным углу подъема винтовой линии . Источники информации, принятые во внимание при экспертизе 1. Патент США 2871631, кл. 15-230.13, 1959.
