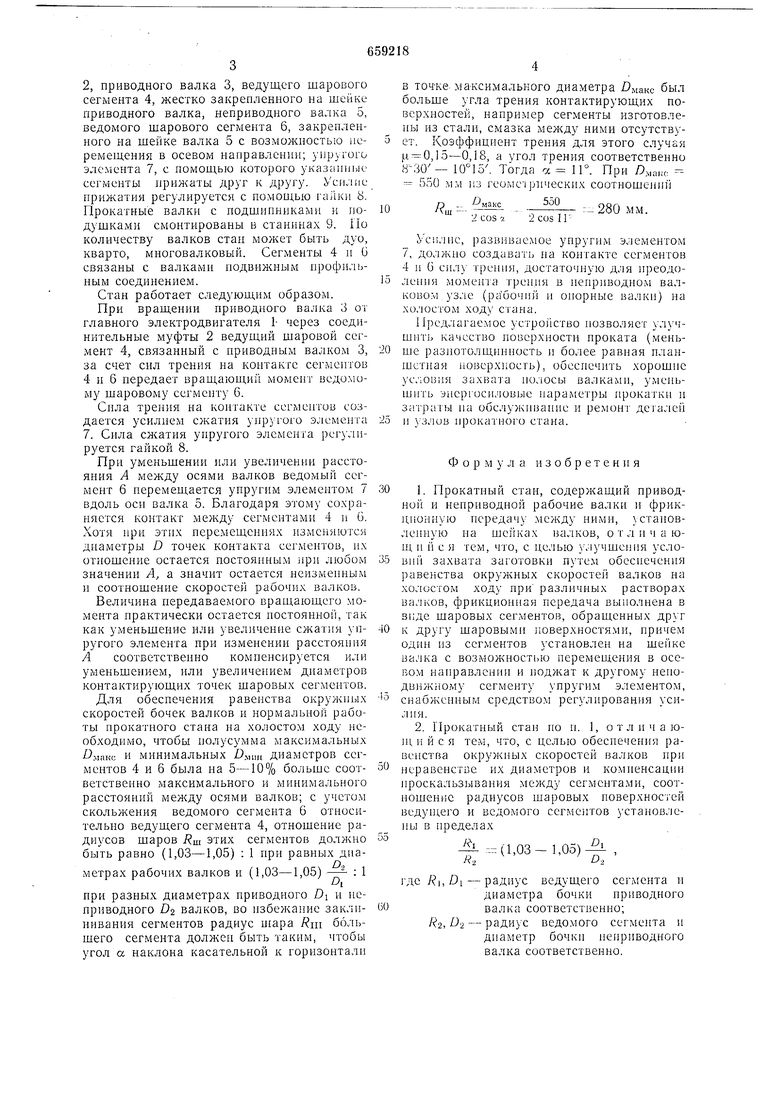
2, приводного валка 3, ведущего шарового сегмента 4, жестко закрепленного па шейке приводного валка, неприводного валка 5, ведомого шарового сегмента 6, закрепленного на шейке валка 5 с возможностью неремещения в осевом направлении; упругого элемента 7, с помощью которого указанное сегменты прижаты друг к другу. Уснете прижатия регулируется с помоп,1,ыо raiiKn 8. Прокатные валки с подшипниками и подушками смонтированы в станинах 9. Но количеству валков стан может быть дуо, кварто, многовалковый. Сегменты 4 и 6 связаны с валкамн подвижным профильным соединением.
Стан работает следующим образом.
При вращении приводного валка 3 от главного электродвигателя 1- через соединительные муфты 2 ведущий шаровой сегмент 4, связанный с нриводным валком 3, за счет сил трения на контакте сегментов 4 и 6 передает вращающий момент ведомому шаровому сегменту 6.
Сила трения на контакте сегментов создается усилием сжатия упругого элемента 7. Сила сжатия упругого элемеггга per ;inруется гайкой 8.
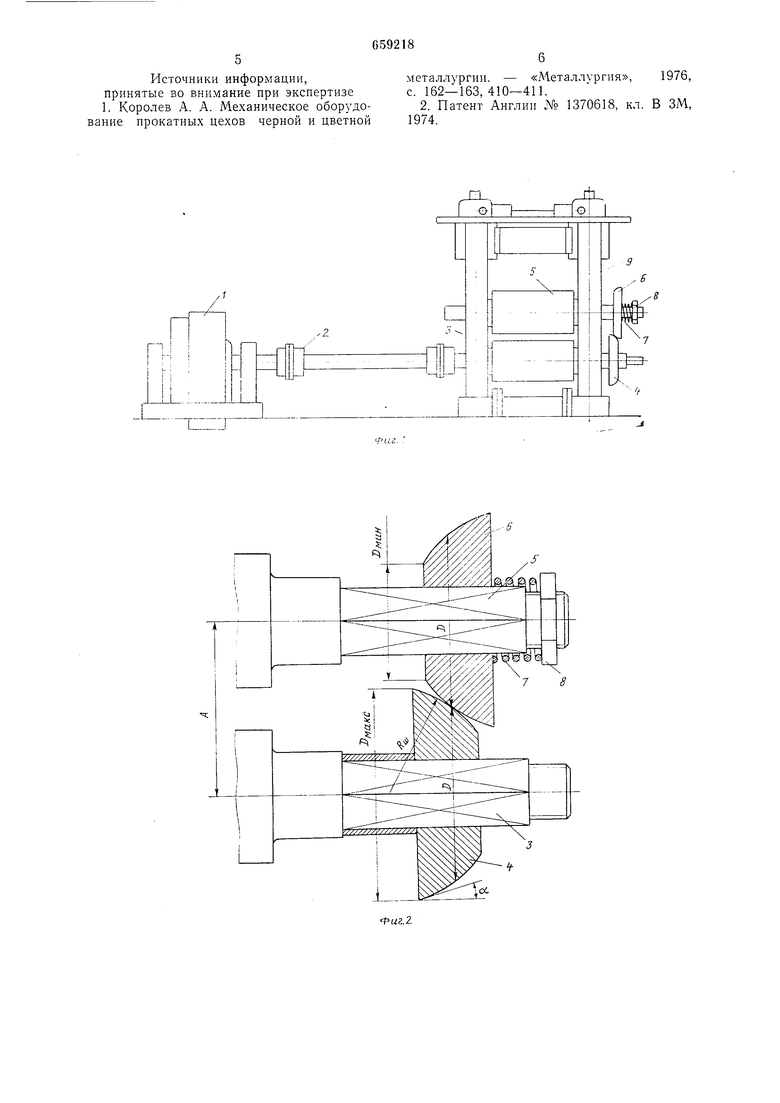
При уменьщении или увеличении расстояния А между осями валков ведомый сегмент 6 перемещается упругим элемептом 7 вдоль оси валка 5. Благодаря этому сохраняется контакт между сегментами 4 и 6. Хотя при этих перемещеннях из у1еняются диаметры D точек контакта сегментов, их отношение остается постоянным при любом значении А, а значит остается неизменным и соотношение скоростей рабочих валков.
Величина передаваемого вращающего момента практически остается постоянно;, так как уменьшение или увеличение сжатия упругого элемента при изменении расстояния А соответетвенно компенсируется и;1и уменьшением, или увеличеиием диаметров контактирующих точек шаровых сегмеитов.
Для обеспечения равеиетва окружных скоростей бочек валков и нормальной работы прокатного стана на холостом ходу необходимо, чтобы полусумма максимальных j MiiKc и минимальных Дч1ш диаметров сегментов 4 н 6 была на 5-10% больше соответственно максимального и минимального расстояний между осями валков; е учетом скольжения ведомого сегмента 6 отноеительно ведущего сегмента 4, отнощение радиусов шаров Rm этих сегментов должно быть равно (1,03-1,05) : 1 нрн равных диаметрах рабочих валков и (1,03-1,05) -- : 1
нри разных диаметрах приводного DI н иенриводного DZ валков, во нзбежапне заклипивания сегментов радиус шара Rm большего сегмента должен быть таким, чтобы угол а наклона касательной к горнзонталн
в точке максимального диаметра Дмакс был больше угла трения контактирующих новерхпостей, нанример сегменты изготовлеiibi из стали, смазка между ними отсутствует. Коэффициент трения для этого случая .11 0,15-0,18, а угол трения соответственно 10°15. Тогда а 11°. Прн D-,,a,c: - 550 мм из геоме1ричееких соотношений
/ макс550
:-280 ММ.
2 COS а 2 COS 1Г
, развиваемое унругим элементом /, должно создавать на контакте сегментов 4 и G силу трения, достаточную для преодоления MOjVienia трения в неприводном валковом узле (рабочий и опорные валкн) па хо.юстом ходу стана.
Предлагаемое устройство позволяет улучшить качество поверхности проката (меньше разпотолщпнность н более равная нланшстная поверхность), обесг1еч1ггь хорошие условия захвата полосы валками, у.мепьшить энергосиловые параметры прокатки п зггграты па обслужпвапие и ремонт деталей н узлов прокатного стана.
Формула и 3 о б р е т е н н я
1.Прокатный етан, содержащий приводной и ненриводной рабочие валки н фрикнпонную нередачу между ними, установленную на шейках валков, отличающ и и с я тем, что, е нелью улучшения условий захвата заготовки путем обеспечения равенства окружных скоростей валков на ХО.ЮСТОМ ходу нри разлнчных растворах валков, фрикционная передача выполнена в виде шаровых сегментов, обращенных друг к другу шаровыми ловерхностя.ми, нричем один из сегментов установлен на шейке валка с возможностью перемепгения в осевом нанравленни и ноджат к другому неподвижному сегменту унругим элементом, снабженным средством регулирования уеилия.
2.Прокатный стан по п. 1, отличаю П и и с я тем, что, с целью обеспечения равенства окружных скоростей валков при неравенстве их диаметров и комиенсации ироскальзывания .между сегментами, соотношение радиусов шаровых поверхностей ведуп,его и ведомого сегме1ггов установлены в нределах
h
..:( 1,03 -1,05)
К,
радиус ведушего сегмента н диаметра бочки нриводного валка соответственно; радиус ведомого сегмента и диаметр бочки неприводного валка соответственно.
Источники информации, принятые во внимание при экспертизе 1. KopOvTCB А. А. Механическое оборддование прокатных цехов черной и цветной
металлургии. - «Металлургия, 1976, с. 162-163, 410-411.
2. Патент Англии № 1370618, кл. В ЗМ, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| НЕРЕВЕРСИВНЫЙ СТАН ДЛЯ ПРОКАТКИ ТОНКИХ И ТОНЧАЙШИХ ЛЕНТ | 2004 |
|
RU2254945C1 |
| Способ непрерывной прокатки и непрерывный многоклетьевой стан для его осуществления | 2015 |
|
RU2614974C1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 1999 |
|
RU2211101C2 |
| Способ сборки предварительно напряженного составного прокатного валка | 1985 |
|
SU1266586A1 |
| Составной прокатный валок | 1973 |
|
SU482218A1 |
| Способ прокатки полос и лент | 1987 |
|
SU1555004A1 |
| МУФТА | 2006 |
|
RU2299365C1 |
| СТАН ДЛЯ ПРОКАТКИ ТОНКИХ ЛЕНТ | 1993 |
|
RU2082513C1 |
| Составной прокатный валок | 1990 |
|
SU1731313A1 |
| ТЯНУЩЕЕ УСТРОЙСТВО ПРОФИЛЕГИБОЧНОГО СТАНА | 2003 |
|
RU2254953C1 |
I 1
L
