Изобретение относится к прокатному производству.
Цель изобретения - повышение качества проката путем уменьшения продольной разнотолщинности полоса
Прокатку ведут в валках с ящичным калибром при отношении угловых скоростей рабочих валков на приводе в 1,05-1,15 раза больше отношения диаметров рабочих валков по ящичному калибру и при давлении на буртах меньше величины, необходимой для передачи крутящего момента от ведущего валка ведомому за счет фрикционных сил на контакте валков по буртам.
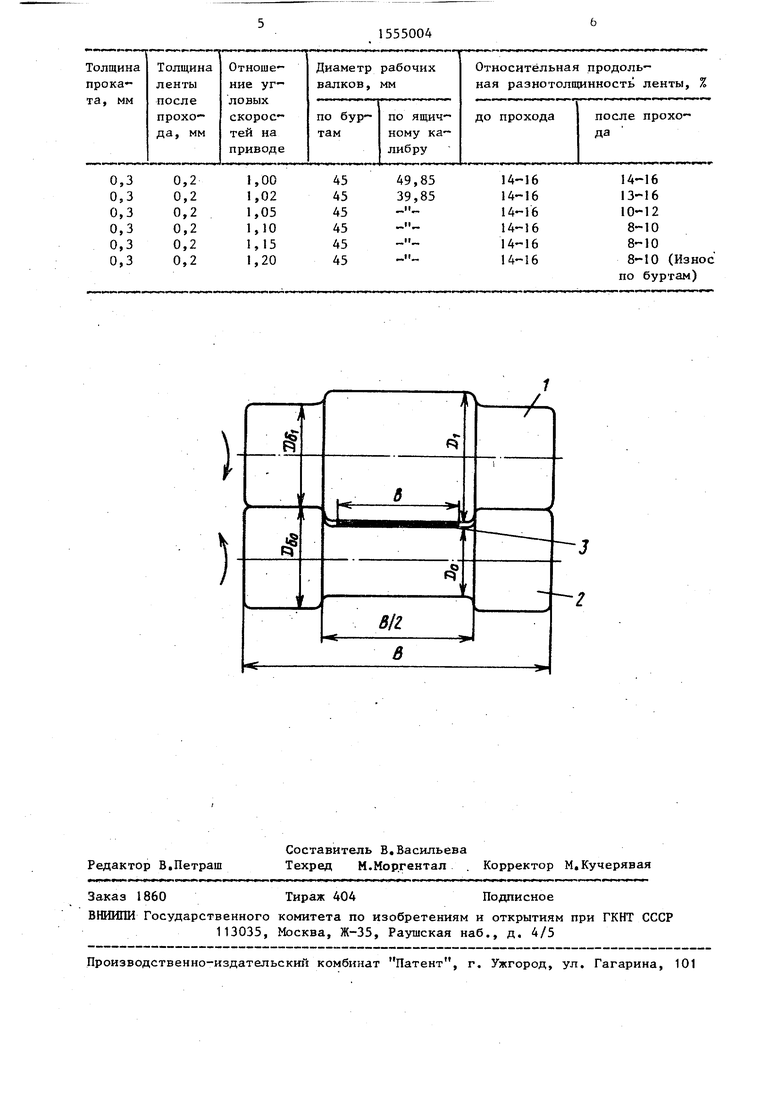
На чертеже изображены рабочие валки прокатного стана во время прокатки ленты.
Рабочие валки 1 и 2 по буртам имеют равный диаметр D $ DЈc П° ящич ному калибру ведущий валок имеет больший диаметр D1 D0, это снижает момент прокатки на ведомом валке.
Глубина калибра рассчитывается по приведенной методике:
(Л
S h - W
t + V
где S - глубина калибра (зазор между
валками);
h - толщина ленты на выходе из валков;
W - упругое радиальное сплющивание валков на контакте с полосой;
W. упругое радиальное сплющивание валков по буртам.
Причем
СЛ У1 Сл
W,
W.
. L.
bf E
АР&р- V В FT (in
RI + Rl + -)
(UL)
1 . Ki Ко
in
j4PgDe-II J l VfTE
где Р - давление металла на валки,
определяемое эксперименталь- но или по известным формулам Е - модуль упругости 1-го рода; J - коэффициент Пуассона; R и R - радиусы ведущего и ведомого
рабочих валков по калибру: b - ширина ленты;
Р - давление на буртах; .Bg- - ширина рабочего валка по буртам.
Уровень давления по буртам, при котором крутящий момент передается от ведущего валка ведомому за счет фрикционных сил на контакте по буртам, определяется следующим образом:
р 2 М Р Г
где -J - коэффициент трения -на контактной поверхности по бур- там.
Значение момента прокатки на ведомом валке определяется эксперимен- тально или по известным формулам,
В рабочие валки 1 и 2 стана задается лента 3, Равнение ленты 3 происходит следующим образом. Участок полосы, имеющий положительное откло- нение по. толщине от номинального значения, увеличивает давление металла на валки и разрушает валки по буртам, На приводе стана задано рассогласование угловых скоростей больше отношения диаметров рабочих валков по буртам, поэтому возрастает рассогласование окружных скоростей на рабочих валках по ящичному калибру и, соответственно, увеличивается вытяжка по- лосы„ При проходке полосы, имеющей отрицательное отклонение по толщине от номинального размера, происходит снижение величины давления металла на валки, что вызывает дополнительную загрузку привода стана, снижает рас-4- согласование окружных скоростей на рабочих валках по ящичному калибру и уменьшает вытяжку полосы.
Величина рассогласования угловых скоростей на приводе стана опреде.
Q
5
0
5
Q .- .
JQ
ляется относительной продольной разнотолщинностью полосы и потерями на контактной поверхности валков по буртам. При отношении угловых скоростей на приводе менее 1,05 снижается эффективность выравнивания полосы, повышение отношения угловых скоростей более 1,15 не дает значительного эффекта по выравниванию полосы и увеличивает потери на контакте валков по буртам. Изменение коэффициента трения на буртах относительно коэффициента трения на полосе расширяет возможности способа по выравниванию продольной разнотол- щинности полосы.
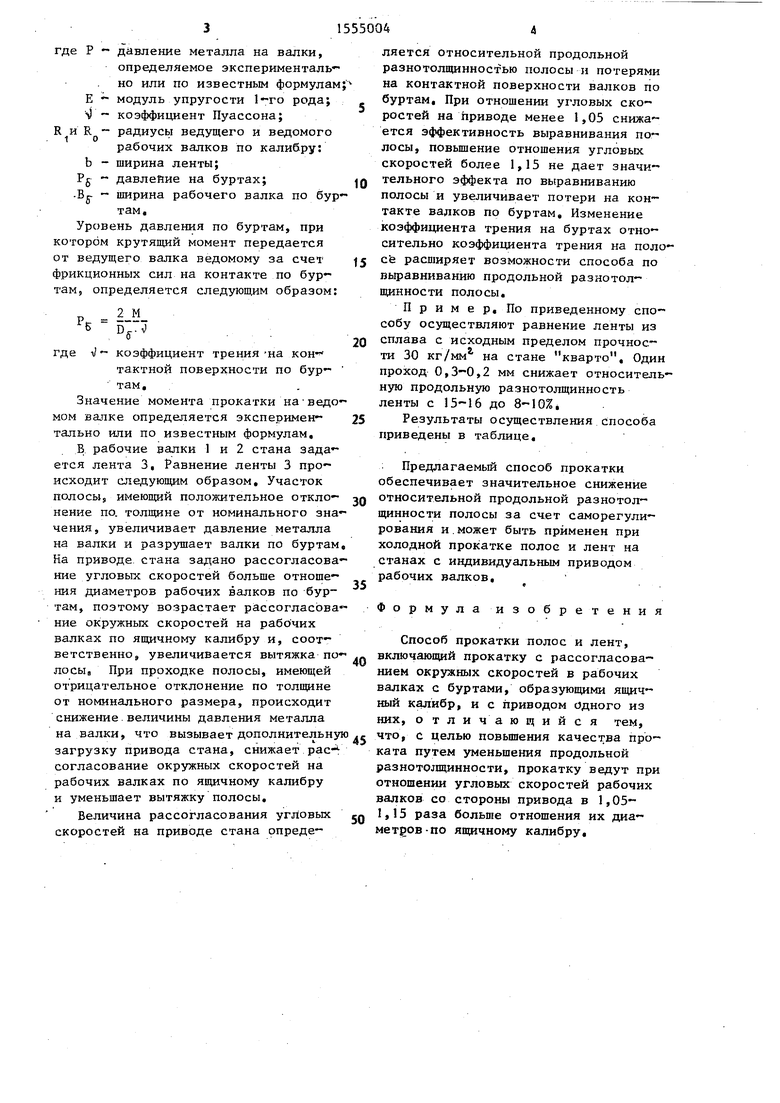
Пример, По приведенному способу осуществляют равнение ленты из сплава с исходным пределом прочности 30 кг/мм на стане кварто. Один проход 0,3-0,2 мм снижает относительную продольную разнотолщинность ленты с 15-16 до 8-10%,
Результаты осуществления способа приведены в таблице.
Предлагаемый способ прокатки обеспечивает значительное снижение относительной продольной разнотол- щинности полосы за счет саморегулирования и может быть применен при холодной прокатке полос и лент на станах с индивидуальным приводом рабочих валков.
Формула изобретения
Способ прокатки полос и лент, включающий прокатку с рассогласованием окружных скоростей в рабочих валках с буртами, образующими ящичный калибр, и с приводом одного из них, отличающийся тем, что, с целью повышения качества проката путем уменьшения продольной разнотолщинности, прокатку ведут при отношении угловых скоростей рабочих валков со стороны привода в 1,05- 1,15 раза больше отношения их диаметров -по ящичному калибру.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛЮЩЕНОЙ ЛЕНТЫ | 1996 |
|
RU2100108C1 |
| Способ прокатки металлической полосы | 1989 |
|
SU1839118A1 |
| Способ прокатки полос на широкополосном стане и комплект валков широкополосного стана | 1986 |
|
SU1435333A1 |
| Прокатный валок | 1987 |
|
SU1423202A1 |
| Способ настройки рабочих валков двадцативалкового стана | 1988 |
|
SU1574301A1 |
| Способ деформации полосы и прокатный стан для его осуществления | 1988 |
|
SU1600871A1 |
| Прокатный стан | 1986 |
|
SU1405910A1 |
| Способ управления многоклетевым прокатным станом | 1989 |
|
SU1696027A1 |
| Способ регулирования толщины полосы при прокатке | 1978 |
|
SU772635A1 |
| НЕРЕВЕРСИВНЫЙ СТАН ДЛЯ ПРОКАТКИ ТОНКИХ И ТОНЧАЙШИХ ЛЕНТ | 2004 |
|
RU2254945C1 |
Изобретение относится к способам изготовления полос и лент, включающим прокатку в валках с ящичным калибром с рассогласованием окружных скоростей. С целью повышения точности ленты прокатку ведут при отношении угловых скоростей рабочих валков на приводе в 1,05-1,15 раза больше отношения диаметров рабочих валков по буртам и при давлении на буртах меньше величины, необходимой для передачи крутящего момента от ведущего валка ведомому за счет фрикционных сил на контакте валков по буртам. 1 ил.
| Патент Великобритании № 1462629, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Шахпазов Х.С | |||
| и др | |||
| Производство метизов - М.: Металлургия, 1977, с | |||
| Способ модулирования для радиотелефона | 1921 |
|
SU251A1 |
