1
Изобретение относится к области металлургии, конкретнее - к конструкциям установок для полунепрерывной разливки металлов и сплавов.
Известна установка полунепрерывной разливки металла, содержащая кристаллизатор, затравку, зону вторичного охлаждения и механизм вытягивания слитков с приводными звездочками и цепями 1.
Недостатками известного устройства являются размещение звездочки и цеии в зоне вторичного охлаждения, т. е. в зоне действия высоких температур, воды и пара, что усложняет конструкцию и снижает надежность и долговечность работы установки, и применение длинной затравки, вызванное размещением в зоне вторичного охлаледения звездочки, что увеличивает высоту установки.
Цель изобретения - упрощение конструкции и повыщение надежности и долговечности установки.
Это достигается тем, что цепи шарнирно подвещены к затравке, а звенья цепей снабжены накладками, контактирующими в рабочем положении друг с другом, и имеют возможность поворота вокруг приводных звездочек в противоположные стороны,
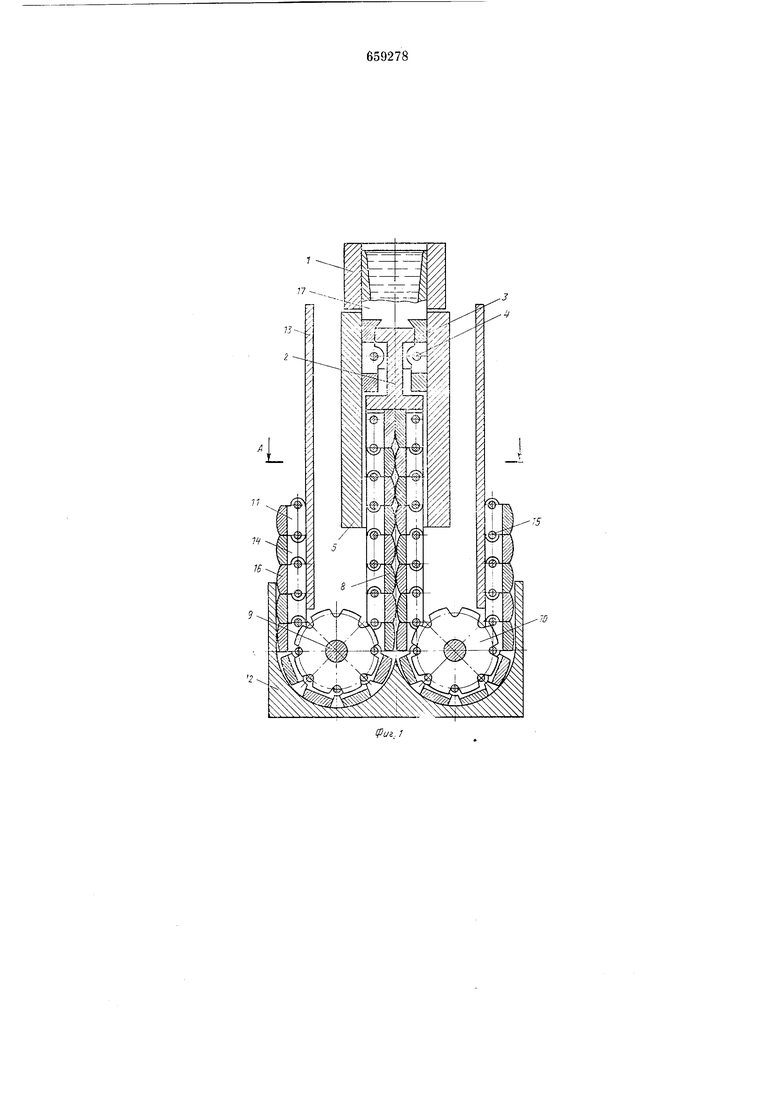
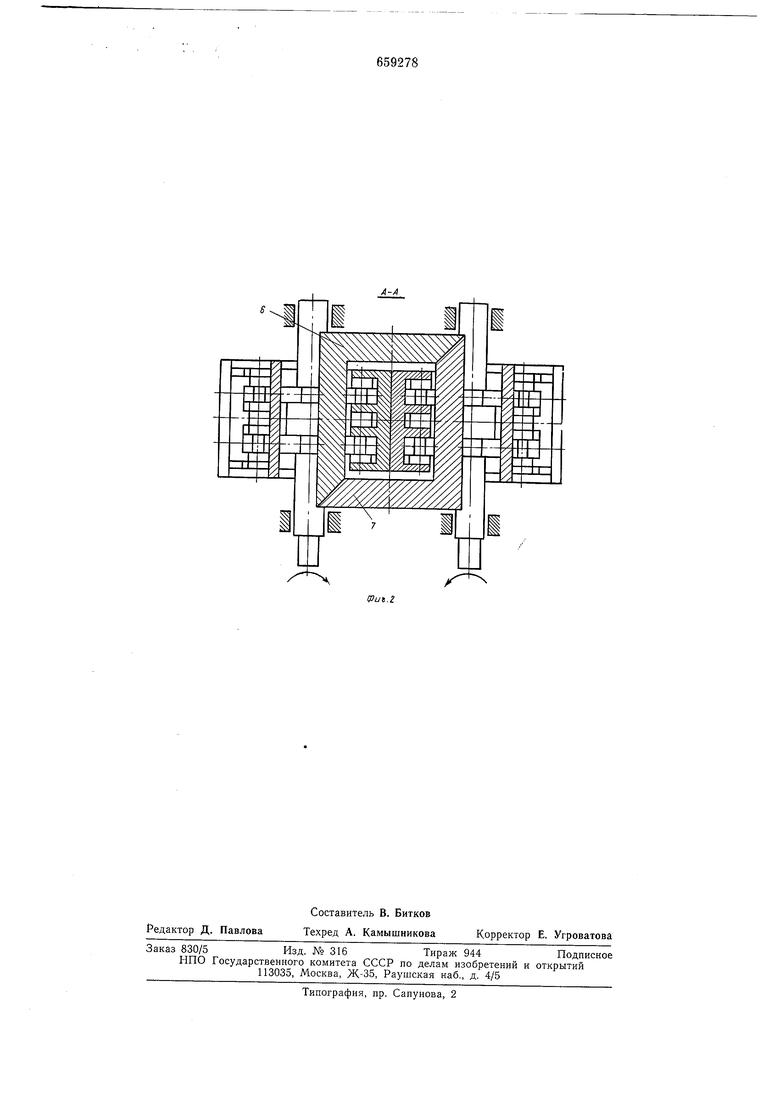
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1.
Установка полунепрерывной разливки металла содержит кристаллизатор 1, затравку 2 с захватами 3, установленными щарнирно на осях 4, вторичное охлаждение 5, включающее раздвижные стенки 6 и 7, механизм вытягивания слитков 8, включающий установленные на валах 9 приводные звездочки 10 и цепи 11, расположенные в направляющих 12 и 13. Звенья 14 цепей И соединены между собой посредством валиков 15 и снаблсены накладками 16.
Слиток 17 вытягивается из кристаллизатора 1 посредством затравки 2, соединенной с цепями И.
В рабочих ветвях цепей, расположенных вертикально, звенья посредством накладок упираются друг в друга и в звенья противолежащих ветвей. Размеры накладок выполнены такими, что в рабочих ветвях цепей выбираются все зазоры в щарнирах.
Установка полунепрерывной разливки металла работает следующим образом.
Иеред разливкой металла затравка 2 вводится в кристаллизатор. После этого в кристаллизатор подается металл, и затравке посредством приводных звездочек 10 и цепей 11 сообщается движение вниз.
При этом захваты 3 затравки 2, опираясь о различные стенки кристаллизатора 1, а потом о стенки вторичного охлаждения
5, не выходят из зацепления со слитком 17. Процесс разливки заканчивается раньше, чем захваты 3 выходят из контакта с раздвижными стенками вторичного охлаждения 5.
Слиток затвердевает иа установке.
После затвердевания слитка раздвижные стенки 6 и 7 вторичного охлаждения 5 разводятся на расстояние, достаточное для свободного неремещения слитка, кристаллизатор отводится в сторону, и слиток перемещается вверх на величину, достаточную для захвата его клещевым краном. После захвата слитка клещевым краном раздвижные стенки 6 и 7 вторичного охлаждения 5 разводятся дополнительно на расстояние, достаточное для освобождения слитка из захватов 3. После этого слиток убирается за пределы установки.
Захваты 3 возвращаются в исходное положение при сведении раздвижных стенок 6 и 7 вторичного охлаждения 5.
Паличие у звеньев ценей накладок, посредством которых звенья каждой рабочей ветви цепи взаимодействуют между собой и со звеньями противолежащей рабочей ветви, при установке цепей с возможностью поворота звеньев противолежащих рабочих ветвей вокруг валиков в противоположные
стороны препятствует произвольному изгибу рабочих ветвей цепей и позволяет им воспринимать сжимающие продольные нагрузки. Это позволяет в свою очередь исключить звездочки, расположенные рядом с кристаллизатором, изолировать цепи от воздействия высоких температур, воды и иара, что упрощает конструкцию, уменьшает высоту, повыщает л есткость, долговечность и надежность работы установки.
Формула изобретения
Установка для полунепрерывной разливки металла, содержащая кристаллизатор, затравку, зону вторичного охлаждения и механизм вытягивания слитков с приводными звездочками и цепями, отличающаяся тем, что, с целью упрощения конструкции и повышения надежности и долговечности работы установки, цепи шарнирио подвешены к затравке, а звенья цепей снабжены накладками, контактирующими в рабочем положении друг с другом, и имеют возможноеть поворота вокруг приводных звездочек в противоположные стороны.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 131869, кл. В 11D 11/14, 1960.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина полунепрерывного литья металлов | 1977 |
|
SU954163A1 |
| Устройство для вытягивания слитка на установках полунепрерывной разливки металлов | 1980 |
|
SU899244A1 |
| СПОСОБ ЭКСПЛУАТАЦИИ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2083317C1 |
| Способ непрерывной и полунепрерывной разливки металлов | 1977 |
|
SU758632A1 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2397043C2 |
| ЗАТРАВКА МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ КРУПНЫХ СЛИТКОВ С ПОСЛЕДОВАТЕЛЬНО РАСПОЛОЖЕННЫМИ КРИСТАЛЛИЗАТОРАМИ | 1991 |
|
RU2080207C1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2038916C1 |
| Установка для полунепрерывной разливки металла | 1974 |
|
SU506168A1 |
| СПОСОБ ЛИТЬЯ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2005 |
|
RU2309814C2 |
| Установка полунепрерывного литья металлов | 1977 |
|
SU794878A1 |