1
Изобретение относится к непрерывному литью, в частности к конструкции машин полунепрерывного литья металлов и сплавов.
Известна маиина полунепрерывного литья металлов, содержащая кристаллизатор, затравку и гидроцилиндр вытягивания слитка, взаимодействующий с подвижными фиксаторами, установленными в камере вторичного охлаждения.
Недостатком известной машины является то, что конструктивное выполнение вытягивающего устройства обуславливает прерывистый характер движения слитка, что увеличивает время разливки и снижает производительность установки. Кроме того, соединение затравки с корпусом гидроцилиндра приводит к нагреву рабочей жидкости в гидроцилиндре, что отрицательно влияет на работу гидросистемы и снижает надежность работы машины.
Цель избретения - повышение про изводительности и надежности работы машины.
Поставленная цель достигается тем, что машина полунепрерывного литья металлов снабжена размещенным между гидроцилиндром вытягивания слитка и затравкой дополнительным гидроцилиндром, корпус которого соединен с корпусом гидроцилиндра вытягива10ния, а шток соединен с затравкой, при этом дополнительный гидроцилиндр имеет ход поршня в два раза меньший хода поршня гидроцилиндра вытягивания слитка.
15
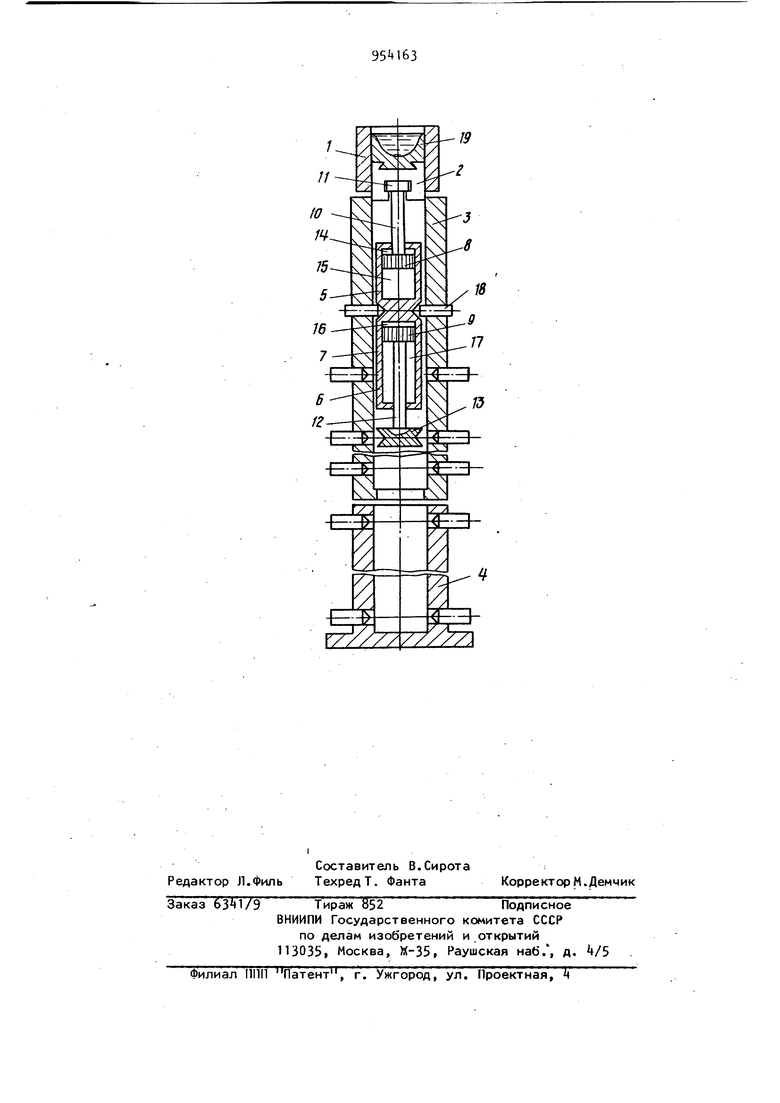
На чертеже изображена машина полунепрерывного литья металлов, продольный разрез.
Мацина полунепрерывного литья металлов содержит кристаллизатор 1,
20 затравку 2, съемную камеру 3 вторичного охлаждения и стационарную камеру l, внутри которых перемещаются дополнительный гидроципиндр S и гидроцилиндр 6 вытягивания, выполненные -в одном общем корпусе 7. Гидроцилиндр снабжен поршнем 8, а гидроцилиндр 6 поршнем Э. Гидроцилиндры 5 и 6 выполнены таким образом, что ход поршня 8 в два раза меньше хода поршня 9. Поршень 8 посредством штока 10 и захвата 11 соединен с затравкой 2, а поршень Э посредством штока 12 с кареткой 13. Гидроцилиндр 5 содержит полости 14 и 15, а гидроцилиндр 6 полости 16 и 17 для подвода жидкости под давлением.
Фиксаторы 18 предназначены для фиксации каретки 13 и корпуса 7 гидроцилиндров 6 и 5. Слиток 19 вытягивают из кристаллизатора 1 посредством затравки 2 и гидроцилиндров 5 и 6.
Машина полунепрерывного литья металлов работает следующим образом.
Перед разливкой металла затравку 2 вводят в кристаллизатор 1 посредством гидроцилиндров 5 и 6. В исходном положении корпус 7 гид-; роцилиндров 5 и 6 фиксаторами 18 фиксируют в камере 3 вторичного охлаждения поршни 8 и 9 устанавливают в крайнее верхнее положение. После заполнения кристаллизатора жидким металлом создают давление в полостях 1 и 16 .гидроцилиндров 5 и 6. При этом расход жидкости выбирают таким, чтобы поршень В двигался со скоростью разливки, а порч шень 9 со скоростью в 2,2-2,5 ра за большей скорости разливки. Так как ход поршня 9 только в два раза больше хода поршня 8, то первым в крайнее нижнее положение при заданном соотношении скоростей их перемещения придет поршень 9. После этого поршень 9 фиксируют фиксаторами 18. После опускания поршня 8 в крайнее нижнее положение освобождают от фиксаторов корпус 7 и создают давление в полостях 15 и 17о При этом расход жидкости в полости 15 и 17 выбирают таким, чтобы скорость движения корпуса 7 вниз была в два раза больше скорости разливки и скорости движения поршня 8 вверх. Такой режим обеспечивает движение слитка вниз со скоростью разливки. Поршни 8 и 9 приходят в крайнее верхнее положение одновременно. этого создают давление в полости , не сбрасывая давление в полости 17, и одновременно фиксируют корпус 7. Затем сбрасывают давление в -полости 17, освобождают от фиксаторов каретку 13 и создают давление в полости 16. Поршни 8 и 9 перемещают вниз, при этом поршень 8 перемещают со скоростью разливки, а поршень 9 в 2,20 2,5 раза большей. Далее порядок работы гидроцилиндров повторяют.
8 конце разливки слиток 19 посредством затравки 2 устанавливают в камере 3 вторичного охлаждения,
5 затравку 2 освобождают от захвата 11, гидроцилиндры 5 и 6 перемацают в стационарную камеру . Фиксаторы 18 выводят за пределы камеры вторичного охлаждения, слиток вместе
0 с камерой убиракЗг за пределы установки на специальный стенд. На машину подают новую камеру вторичного охлаждения с затравкой. После этого процесс разливки повторяют.
5 - Благодаря наличию в машине дополнительного гидроцилиндра, имеющего ход поршня в два раза меньший хода поршня гидроцилиндра вытягивания, возможно вытягивание слитка осуще- ствлять непрерывно, что сокращаетвремя разливки и увеличивает производительность машины.
Кроме того, благодаря соединению дополнительного гидроцилиндра с за.травкой посредством штока значитель но снижается нагрев рабочей жидкости в гидроцилиндре, что улучшает условия работы гидросистемы.
Формула изобретения
° Машина полунепрерывного литья металлов, содержацая кристаллизатор, затравку и гидроцилиндр вытягивания слитка, взаимодействующий с подвижными фиксаторами, установленными
5 в камере вторичного охлаждения, отличающаяся тем, чт9, с целью повышения производительности и надежности работы, она снабжена дополнительным гидроцилиндром,
0 корпус которого соединен с корпусом гидроцилиндра вытягивания, а шток соединен с затравкой, при этом дополнительный гидроцилиндр имеет ход поршня в два раза меньший хода порш5 ня гидроцилиндра вытягивания.
//
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина полунепрерывного литья слитков крупных сечений | 1983 |
|
SU1126362A1 |
| Машина полунепрерывного литья металлов | 1979 |
|
SU865501A1 |
| Установка полунепрерывного литья металлов | 1977 |
|
SU794878A1 |
| Устройство для вытягивания слитка на установках полунепрерывной разливки металлов | 1980 |
|
SU899244A1 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2397043C2 |
| СПОСОБ ЛИТЬЯ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2005 |
|
RU2309814C2 |
| Машина полунепрерывного литья слитков | 1980 |
|
SU933216A1 |
| ЗАТРАВКА МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ КРУПНЫХ СЛИТКОВ С ПОСЛЕДОВАТЕЛЬНО РАСПОЛОЖЕННЫМИ КРИСТАЛЛИЗАТОРАМИ | 1991 |
|
RU2080207C1 |
| Устройство для вытягивания слитка из кристаллизатора машины полунепрерывного литья металлов | 1982 |
|
SU1087251A1 |
| Способ охлаждения непрерывно-литых и полунепрерывнолитых слитков | 1981 |
|
SU1018782A1 |