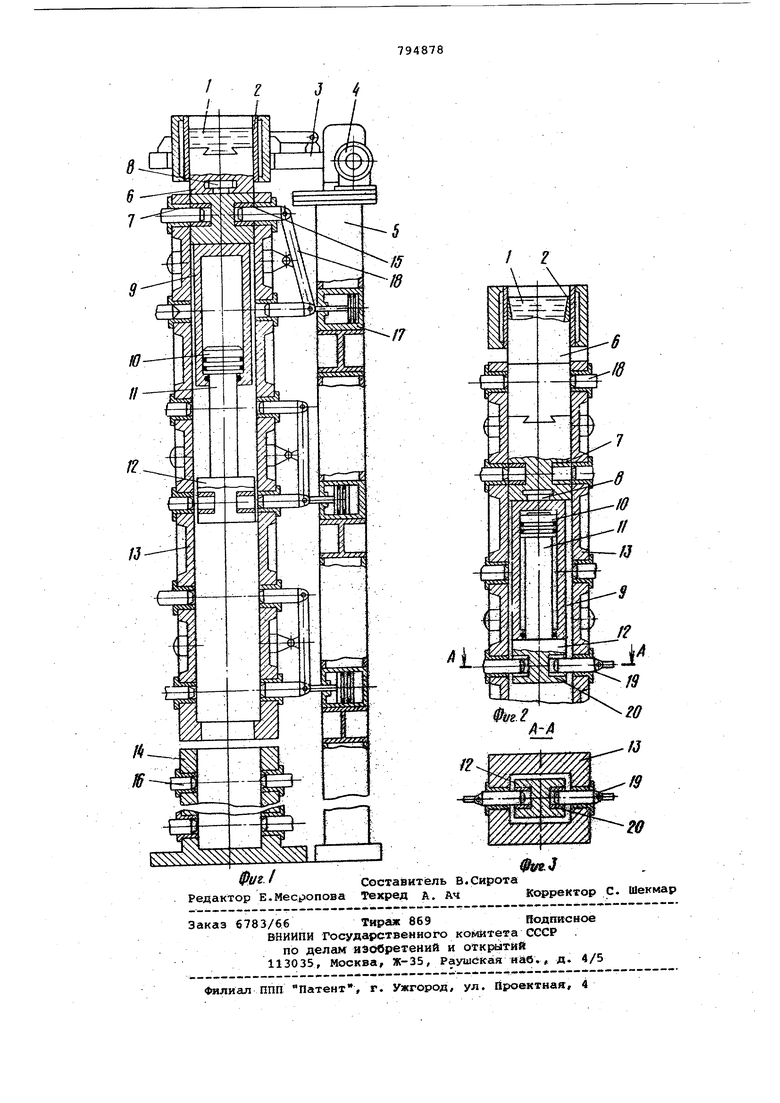
Изобретение относится к металлург гии в частности к конструкции устано вок полунепрерывного литья метсшлов. Известна установка полунепрерывно го литья, включающая кристаллизатор, камеру вторичного охлаждения, состав ную затравку и привод, перемещающия.ся на платформе, соединенный жестко с затгравкой и стационарными зубча-шм рейками, с которыми находятся в зацеплении прИводные шестерни l|. Разкеры этой установки очень вели ки и поэтому трудно разместить ее в дейстйующих цехах. Известна установка полунепрерывного литья, привод перемещения затравки которой выполнен в виде каретки с цепным; транспортером и фиксатоpaiNoi, захватываиощими голойку затравки 2, Недостатком этой конструкции также является большая высота установки что приводит к увеличению капиталь ных затрат. Целью изобретения является обеспе чейие стабильности процесса, яитья на мавшне полу епрерывного яитьй металлов. Цель достигается тем, что затрав ка выполнена из двух частей, обра-v ™ jf эующих привод ее перемещения, напри- мер гидроцилиндр, корпус которого является верхней частью затравки, а шток - нижней, при этом в обеих частях затравки выполнены глухие отверстия, а в стенках камеры вторичного охлаждения выполнены сквозьые отверстия., В которых расположены фиксаторы. На фиг. 1 показана предлагаемая установка, общий вид; на фиг. 2 верхний участок установки} на фиг. 3 - разрез .А-А на фиг. 2. Слиток 1 формируется в кристаллизаторе 2, который прикреплен к механизму 3 качания: с приводом 4, установленным на колонне 5. Затравка состоит из верхней каретки 6 выполненной с отверстиями 7 и захватом 8 и соединенной через головку затравки со слитком 1. Затравка жестко соединена с гидраблическим цилиндром 9, поршень 10 которого посредством штока 11 жестко соединен с нижней частью затравки 12. вторичного охлаждения выполнена из верхней и.нижней частей.13 и 14. В отверстиях стенок 15 камеры вторичного охлажудснйя. расположёны под- . вижные фиксаторы 16 с приводом от
гидроцилиндров 17 через рычажную систему 18. Фиксаторы 16 перемещаются во втулках 19. В нижней каретке затравки 12 выполнены пазы 20.
Установка работает следующим образом.
Жидкий метёшл для формирования слитка 1 заливают в кристаллизатор 2. Верхняя каретка б в начгше разливки введена в кристаллизатор 2, а в ее отверстия 7 введены два верхних подвижных фиксатора 16. В этот момент в гидравлическом цилиндре 9 рабочее давление создается над поршнем 10,который находится в нижнем положении совместно со штоком 11 и нижней частью затравки 12. После заполнения кристаллизатора 2 до заданного уровня подвижные фиксаторы 16 с помощью гидроцилиндров 17 через рычаги 18 вводят в пазы 20 нижней части затравки 12.
Одновременно выводят фиксаторы 16 из отверстий 7 верхней каретки 6,создают давление под поршнем 10 и перемещают гидроцилиндр 9 вместе с верхней кареткой 6 и слитком 1 при неподвижных поршне 10, штоке 11 и нижней части затравки 12.. После перемещения слитка на длину рабочего хода гидроцилиндра 9 цикл повторяется, при этом верхняя каретка затравки и слиток 1 неподвижны в течение времени, необходимого для перемещения поршня . 10 со штоком 11 и нижней частью затравки 12 на величину рабочего хода. Разливку при этом не прекращают, так что происходит незначительное повышение уровня металла в кристаллизаторе 2. После отвода нижней части затравки 12 в крайнее нижнее псэложение ее .фиксируют,освобождают верхнюю каретку 6 и перемещают со слитком 1 на величину рабочего хода. После окончания разливки с помощью захвата 8 отдел ют верхнюю каретку затравки 6 с цилиндром 9 от слитка 1, затем цилиндр 9 с нижней частью затравки 12 перемещают в нижнюю камеру 14.
Слиток 1 с головкой затравки остается в камере 13 и может транспортироваться вместе с ней.
На установку подают новую камеру 13, с новой головкой затравки, перемещают гидроцилиндр 9 с верхней кареткои вверх до сцепления захватом 8 с головкой затравки 6, после чего аналогичным способом перемещают головку затравки 6 в верхнее положе- ние и вводят в кристаллизатор 2. Установка готова для следукнцей разливки.
Формула изобретения
Установка полунепрерывного литья металлов, содержащая кристаллизатор, камеру вторичного охлаждения, составную затравку и подвижные фиксаторы,
отличающаяся тем, что, с целью обеспечения стабильности процесса, затравка выполнена из двух частей, образующих привод ее перемещения, например гидроцИлиндр, которого является верхней частью затравки, а шток - нижней, при этом в обеих частях затравки выполнены глухие отверстия, а в стенках камеры вторичного охлаждения выполнены
сквозные отверстия, D которых расположены фиксатор.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР 329732, кл. В 22 D 11/14, 1970.
2.Патент Японии 4296, кл. 11ВО91, 1973 (прототип).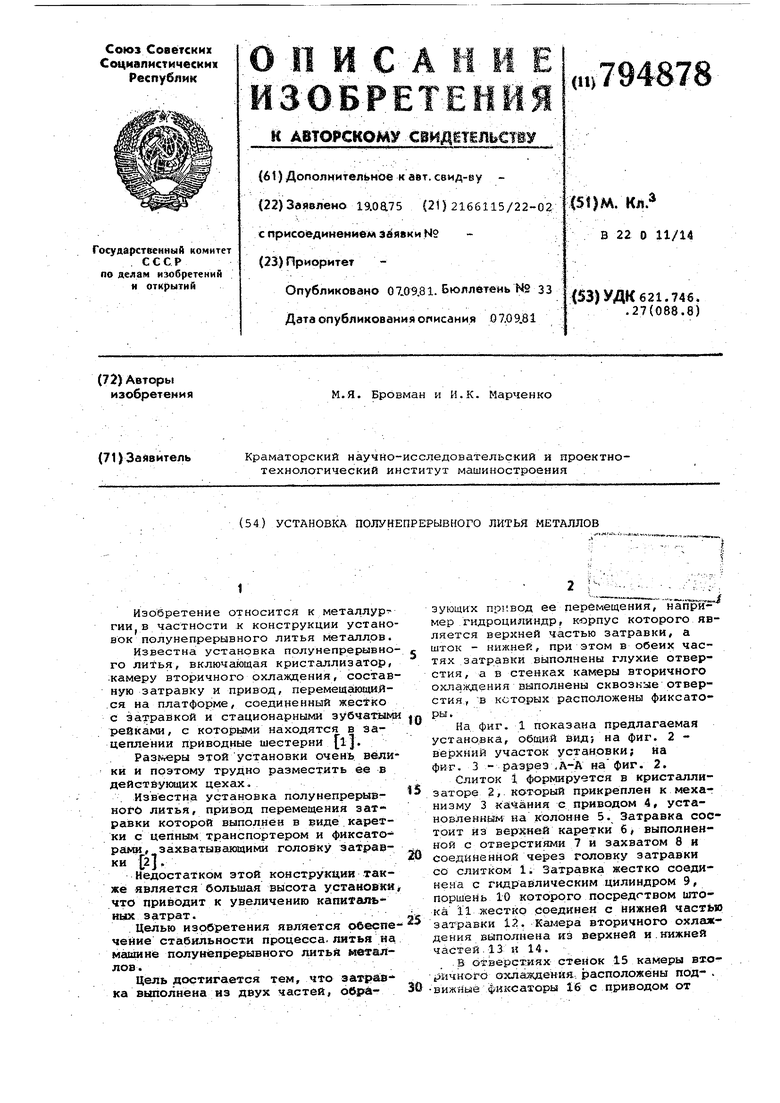
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина полунепрерывного литья металлов | 1977 |
|
SU954163A1 |
| Машина полунепрерывного литья металлов | 1979 |
|
SU865501A1 |
| Машина полунепрерывного литья слитков крупных сечений | 1983 |
|
SU1126362A1 |
| Устройство для вытягивания слитка на установках полунепрерывной разливки металлов | 1980 |
|
SU899244A1 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2397043C2 |
| Устройство для выдачи слитков машины полунепрерывного литья заготовок | 1982 |
|
SU1103939A1 |
| Машина полунепрерывного литья металлов | 1981 |
|
SU944770A1 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ СОСТАВНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2097164C1 |
| СПОСОБ ЛИТЬЯ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2005 |
|
RU2309814C2 |
| Машина полунепрерывного литья слитков | 1980 |
|
SU933216A1 |