(5t) УСТРОЙСТВО ДЛЯ ВЫТЯГИВАНИЯ СЛИТКА
/ НА УСТАНОВКАХ ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ
1
Изобретение относится к металлур гии и может быть использовано при отливке крупных слитков для кузнеч- . ного и прокатного производства, а также расходуемых электродов для электрошлакового и вакуумно-дугово-о переплава.
Известно устройство для вытягивания слитка на установках полунепрерывной разливки металлов, содержащее затравку, соединенную с захватом, выполняющим функцию подъемноопускающего стола, и перемещающуюся в камере вторичного охлаждения -посредством гидропривода, включающего два последовательно установленных гидроцилиндра, взаимодействующих с подвижными фиксаторами, установленными в камере вторичного охлаждения. Ниже камеры вторичного охлаждения установлена стационарная камера, в (которую в конце процесса вытягивания слитка опускаются гидроцилиндРЫ 1 . МЕТАЛЛОВ
Недостатками этого устройства являются: сложность конструкции, обусловленная наличием подвижных фиксаторов, каждый из которых снабжен собственным приводом} сложность гидросистемы, связанная с размещением гидроцилиндров перемещения затравки внутри камеры вторичного охлаждения, и управления работой подвижных фиксаторов, а также увеличение высоты
10 установки полунепрерывной разливки металлов, вызванное наличием ционарной камеры для приема гидроцилиндров.
Известно также устройство для выtsтягивания слитка на установках полунепрерывной разливки металлов, содержащее затравку, установленную на подъемно-опускающемся столе, размещенном в направляющих и приводимом
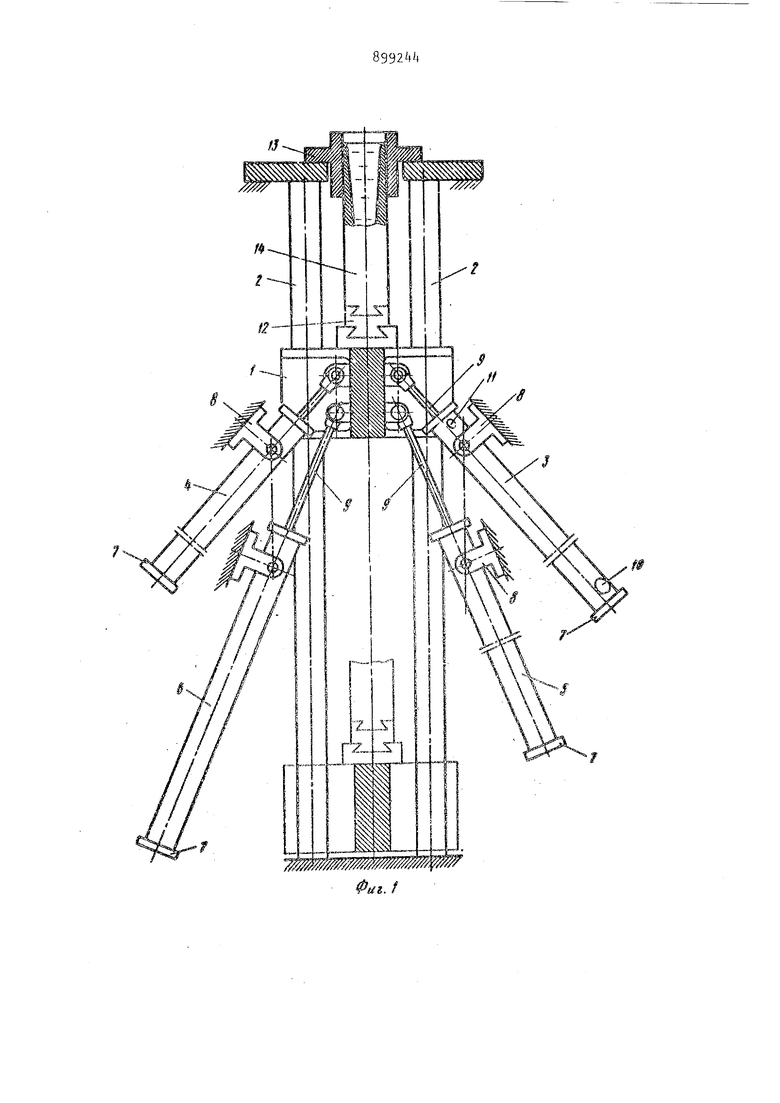
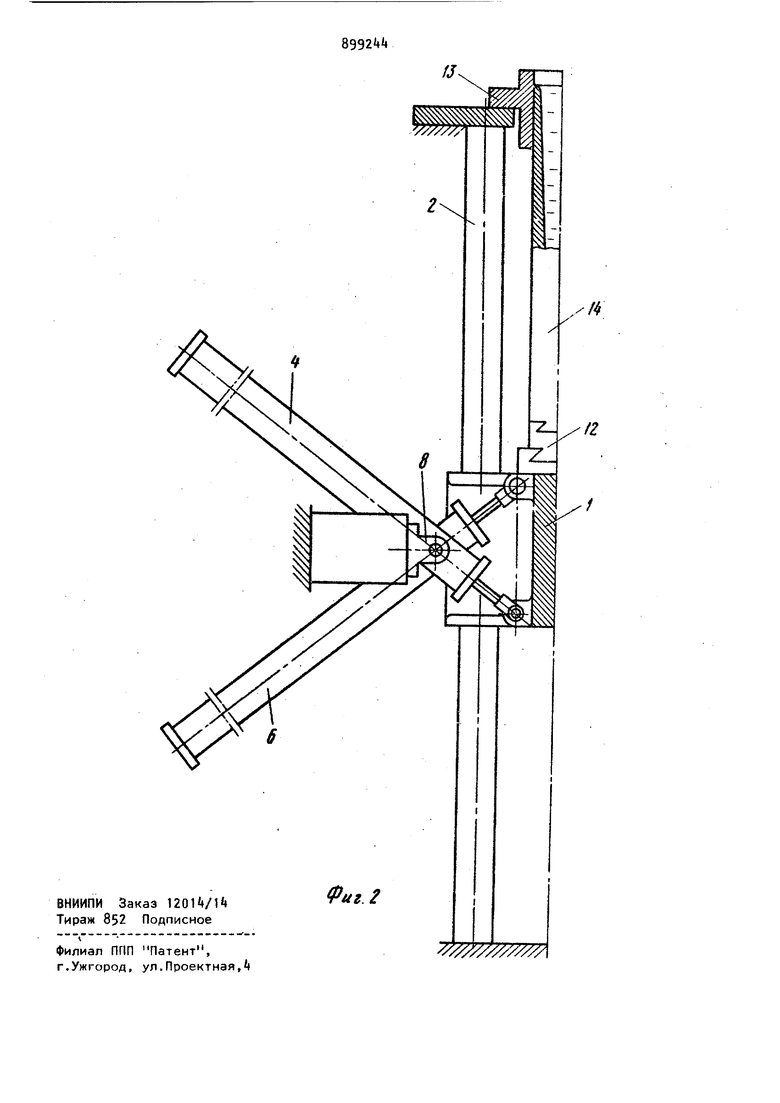
20 от гидропривода, выполненного в виде установленного по оси устройства под подъемно-опускающимся столом гидроцилиндра, корпус которого ус38тановлен стационарно, а шток соединен с подъемно-опускающимся столом. Длина хода поршня гидроцилиндра, а следовательно, и длина всего гидроцилиндра, выбрана такой, чтобы про цесс вытягивания слитка осуществлял ся за один ход поршня из его крайне го верхнего положения в крайнее нижнее относительно корпуса гидроцилиндра 2. Недостатком этого устройства является его значительная высота, более чем в два раза превосходящая дли отливаемых слитков, следствием чего является значительная высота всей ус тановки полунепрерывной разлквки металлов. Цель изобретения - уменьшение высоты устройства для вытягивания слит ка на установках полунепрерывной разливки металлов без усложнения его конструкции. Поставленная цель достигается тем, что в утсройтсве для вытягивания слитка на установках полунепреры ной разливки, содержащим затравку, установленную на подъемно-спускающемся столе, размещенном в направляю щих колоннах и снабженном гидроприводом, гидропривод подъемно-опускаю щегося стола выполнен в виде двух размещенных вдоль продольной оси уст ройства между крайними, верхним и нижним, положениями подъемно-опускающегося стола секции гидроцилиндров, корпусы которых установлены на шарнирно-неподвижных опорах, штоки шарнирно соединены с подъемно-опускающимся столом, а продольные оси, установленных по одну сторону от продольной оси устройства гидроцилиндров одной секции, расположены под углом к продольным осям установ ленных по ту же сторону от продольной оси устройства гидроцилиндров другой секции. На фиг.1 изображено устройство для вытягивания слитка на установка полунепрерывной разливки металлов, общий вид, вертикальный разрез; на фиг.2 - вариант выполнения устройст ва. Устройство для вытягивания слитка (Фиг.1) содержит подъемно-опуска ющийся стол 1, размещенный в четыре направляющих колоннах 2, установлен ных симметрично продольной оси устройства. Вдоль продольной оси устройства между крайними, eepxim-i и нижним, положениями подъемно-опускающегося стола 1 размещены две секции гидроцилиндров: верхняя и нижняя. Верхняя секция включает гидроцилиндрь1 3 и , а нижняя - гидроцилиндры 5и 6. Корпуса 7 гидроцилиндров обеих секций установлены на шарнирно-неподвижных опорах 8, а штоки 9 соединены шарнирно с подъемно-опускающимся столом 1. Гидроцилиндры 3 и верхней секции и гидроцилиндры 5 и 6нижней сзкции установлены таким образом, что продольная ось гидроцилиндра 3 всегда расположена под углом к продольной оси гидроцилиндра 5, а продольная ось гидроцилиндра всегда расположена под углом к продольной оси гидроцилиндра 6, т.е. продольные оси гидроцилиндров 3 и 5 а также и 6 никогда не становятся параллельными. Для удобства компановки верхняя секция может содержать, например, четыре гидроцилиндра, а нижняя - два При этом диаметры рабочих полостей гидроцилиндров верхней секции могут быть меньше диаметров рабочих полостей гидроцилиндров нижней секции. Каждый из гидроцилиндров имеет поршневую полость 10 и штоковую полость 11. в верхней части подъемно-опускающегося стола 1 установлена затравка 12 для вытягивания из кристаллизатора 13 слитка 1+. Устройство может быть выполнено так, что горизонтальные оси шарнирно-неподвижных опор 8 гидроцилиндров обеих секций расположены в одной горизонтальной плоскости, а шарнирные соединения штоков 9 со столом 1 разнесены по вертикали, что дает более существенное уменьшение высоты уст- ройства ( фиг.2). Устройство для вытягивания слитка на установках полунепрерывной разливки металлов работает следующим образом. В исходном перед разливкой положении подъемно-опускающийся стол 1 находится в крайнем верхнем положении, а затравка 12 в кристаллизаторе 13После заполнения кристаллизатора 13 жидким металлом до заданного уровня создают давление в штоковых полостях 11 гидроцилиндров . При 58 эгом поршневые полости 10 гидроцияиндров включены на сброс. По мере вытягивания слитка продольные оси гидроцилиндров занимают все менее острый угол по отношению к продольной оси устройства. Первыми перпендикулярно продольной оси устройства ра.полагаются продоль ные оси гидроцилиндров 3 и верхней секции. В этой нейтральной точке гидроцилиндры 3 и t не создают усилия вытягивания, но гидроцилиндры 5 и 6 продолжают вытягивать слиток. После перехода через нейтральную точку штоковые полости 11 гидроцилиндров 3 и i) включают на сброс, а в их поршневых полостях 10 создают давление, в результате чего гидроцилиндры 3 и 4 снова вытягивают слиток Когда перпендикулярно продольной оси устройства располагаются продоль ные оси гидроцилиндров 5 и 6 нижней секции вытягивание слитка произвол дят гимроцилиндры 3 и 4 верхней секции. После перехода через нейтральну точку штоковые полости 11 гидроцилин ров 5 и 6 включают на сброс, а в их поршневых полостях 10 создают давление, в результате чего гидроцилиндры 5 и 6 продолжают вытягивать слито и совместно с гидроцилиндрами 3 и перемещают подъемно-опускающийся стол 16 в крайнее нижнее положение. Перемещение подъемно-опускающегося стола 1 в крайнее верхнее положание производят аналогично. Устройство, изображенное на фиг.2 работает аналогично устройству, изображенному на фиг.1. Благодаря выполнению гидропривода подъемно-опускающегося стола в виде двух размещенных вдоль продольной оси устройства между крайними, верхним и нижним, положениями подъем но-опускающегося стола секций гидроцилиндров, корпусы которых установле ны на шарнирно-неподвижных опорах, штоки соединены шарнирно с подъемно-опускающимся столом, а продольные оси установленных по одну сторону от продольной оси устройства гидроцилиндров одной секции расположены под углом к продольным осям, уста новленных по ту же сторону от продольной оси устройства гидроцилиндров другой секции, и установке- гидро цилиндров с возможностью использования для вытягивания слитка прямого и обратного ходов их поршней уменьi«шается высота устройства для вытягивания слитка, а следовательно и всей установки полунепрерывной разливки металлов, VITO.снижает капитальные затраты на сооружение установок и предназначенных для них зданий цехов и делает возможным сооружение таких установок в действующих цехах, имеющих незначительную высоту. Так как при вытягивании слитка используется прямой и обратный ход гидроцилиндров, длина их незначительно превосходит половину длины хода подъемно-опускающегося стола. Практически высота устройства для вытягивания слитка равна величине рабочего хода подъемно-опускающегося стола плюс высота этого стола. Кроме того, предлагаемое устройство для вытягивания слитка отличается простотой конструкции, высокой жесткостью, что важно для получения качественных слитков, простотой тажа и эксплуатации. Формула изобретения , Устройство для вытягивания слитка на установках полунепрерывной разливки металлов, содержащее затравку, установленную на подъемноопускающемся столе, размещенном в направляющих колонках и снабженном гидроприводом, отличающееся тем, что, с целью уменьшения высоты устройства без усложнения его конструкции, гидропривод подъемно-опускающегося стола выполнен в аиде размещенных вдоль продольной оси устройства двух секций гидроци- . линдров, корпусы которых установлены на шарнирно-неподвижных опорах, штоки шарнирно соединены с подъемно-опускающимся столом, а продольные оси установленных по одну сторону от продольной оси.устройства гидроцилиндров одной секции расположены под углом к продольным осям установленных по ту же сторону от продольной оси устройства гидроцилиндров другой секции. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР по заявке № (, кл. В 22 , 22.02.77. 2.Герман Э. Непрерывное литье. М., Металлургиздат, 19б1, с. 19, рис. 1290.
„Ь--:....
ai.f
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина полунепрерывного литья слитков крупных сечений | 1983 |
|
SU1126362A1 |
| Установка полунепрерывной разливки металлов | 1980 |
|
SU899247A1 |
| Устройство для выдачи слитков машины полунепрерывного литья заготовок | 1982 |
|
SU1103939A1 |
| Машина полунепрерывного литья металлов | 1979 |
|
SU865501A1 |
| Машина полунепрерывного литья металлов | 1977 |
|
SU954163A1 |
| Установка многоручьевой полунепрерывной разливки стали | 1974 |
|
SU519274A1 |
| ВЕРТИКАЛЬНАЯ МАШИНА ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ТРУБНЫХ ЗАГОТОВОК | 2010 |
|
RU2434710C1 |
| Правильно-тянущая секция машины непрерывного литья заготовок | 1991 |
|
SU1759539A1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2038916C1 |
| Машина полунепрерывной разливки металлов | 1981 |
|
SU959907A1 |