Изобретение относится к упаковочным машинам, а именно к технике обандероливания прямоугольных изделий, уложенных в стопки, например денежных билетов, конвертов, газет, ж;рналов, и предназначено для применения в учреждениях Госбанка СССР, Почты СССР, предприятиях торговли, коммунального хозяйства и т. п.
Известно устройство для обандероливания изделий, содержащее привод, поворотную захватную головку, состоящую из ротора с радиальными втулками, продольная ось которых расположена перпендикулярно к оси вращения ротора, приемное устройство, механизм щтемпелевания, механизм выдачи готовых изделий, поворотные упаковывающие головки, захватные элементы для изделий, установлсккые на втулках, и механизм регулирования 1.
Однако в этом устройстве используются непрерывно вращающиеся головки. Кроме того, каждая непрерывно вращающаяся головка может осуществить только одну операцию или узкую группу oiiepauHft технологической последовательности, что требует наличия нескольких вращающихся головок с разветвленным приводом, вызывает необходимость многократкого перемещения упаковываемых предметов с одной головки
на другую и значительно услол няет конструкцию.
Цель изобретения - сократить операции технологической последовательности и унрсстнть конструкцию и тем самым повысить производительность устройства.
Для достижения этой цели втулки подпружинены и смонтированы с возможностью возвратно-поступательного переме1дени 1 вдоль своей продольной оси, при этом каждая втулка снабжена неподвижным зубчатым сектором и поворотным рычагом с дерл-сателями, на которых установ.;о;;ы зубчатые колеса, одни из которых
связаны с захватами для изделий, а другие- с зубчатым сектором, причем рычаг сгпбжсн ф1 ксатором для его поворота. Кроме этого, захваты могут быть выполнены в виде дуг.
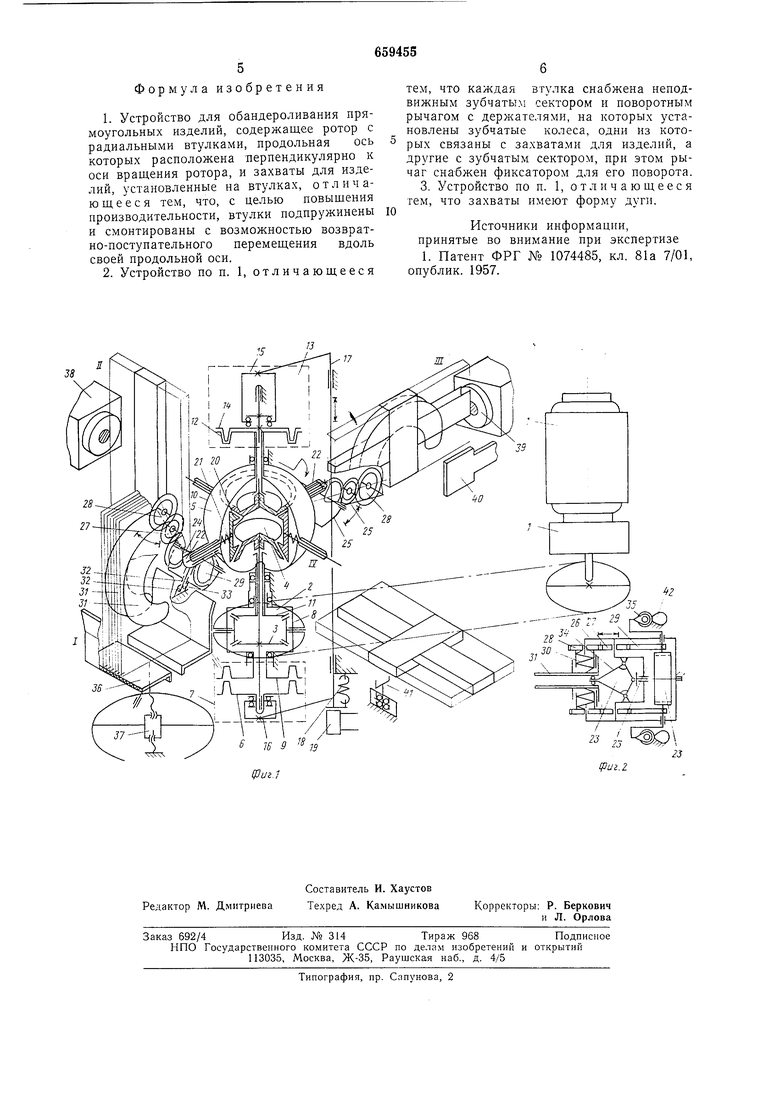
На фиг. 1 показана кинематическая схел а устройства; на фиг. 2 - кинематическая схема захватной головки.
.Устройство содержит электропривод 1, дифференциал 2, один ведомый элемент 3
которого /костко соединен с ведущим элемсггом 4 дифферснццала 5 и с подвижным 3 осевом направлении ведущим элементом 6 стопора 7. Корпус S дифференциала 2 ;кгс1кО соединен с ведомым элементом 9
стопора 7, а корпус 10 дифференциала 5 -
с вторым ведомым элементом И дифференциала 2 и с фиксируемым элементом 12 стопора 13, фиксирующий элемент 14 которого шарнирио связан с элементом 6 через вилки 15 и 16 и подвижный шток 17. Крайпие положения штока обеспечены пружиной 18 и электромагнитом 19. Ведомые элементы 20 дифференциала 5 находятся под действием пружин 21 и жестко соединены с втулками 22 захватных головок 23. Втулка 22 каждой захватной головки снабжена поперечной осью 24, на которой шарнирно установлен поворотный рычаг 25. На держателях 26 новоротного рычага размещены находящиеся в зацеплении зубчатые колеса 27 и 28, одни из которых находятся в зацеплении с жестко укрепленными на втулке 22 соосно поперечной оси 24 зубчатыми секторами 29, а соосно другим установлены подвижные в осевом направлении под действием пружин 30 захватные элементы 31. Поворотный рычаг 25 снабжен фиксатором 32 с фиксацией относительно втулки и направляющей 33, жестко укрепленной на панели корпуса устройства для обандероливания, захватные элементы 31 раснололсены симметрично и выполнены в виде части кругового кольца. Захватные головки снабжены также разжимными приспособлениями 34 и роликовыми упорами 35.
Вокруг ротора установлено приемное нриспособление 36 с механизмом 37 регулирования, сварочно-намоточные элементы 38 и 39, механизм 40 штемпелевания и механизм 41 выдачи готовых изделий. Устройство снабжено также неподвижными кулачками 42, а втулки 22 подпружинены и радиальио смонтированы к ротору, при этом продольная ось расположена перпендикулярно к оси вращения ротора.
Устройство работает следующим образом.
От электропривода 1 дифференциал 2 передает крутящий момеит избирательно через ведомый элемент 3, ведущий элемент 4 дифференциала 5, ведомые элементы 20 на втулки 22 захватных головок 23 или через ведомый элемент 11 на корпус 10 дифференциала 5. На позиции I каждая захватная головка 23 совместно с ведомым элементом 20 выведена из зацепления с ведущим элементом 4 под воздействием неподвижного кулачка 42 на роликовые упоры 35. Одновременно под воздействием неподвижного кулачка 42 разжимное приспособление 34 разводит в стороны захватные элементы 31, преодолевая сопротивление пружин 30. На позиции I происходит установка упаковываемых изделий в приемное приспособление 36 между захватными элементами 31. Регулировку приемного приспособления под размер упаковываемых изделий осуществляют механизмом 37 регулирования. Нод воздействием электромагнита 19 шток 17 через вилку 15 и фиксирующий элемент 14 стопора 13 расфиксирует фиксируемый элемент 12 и одновременно через вилку 16 и ведущий элемент 6 стопора 7 блокирует ведомый элемент 9 и корпус 8 дифференциала 2. Крутящий момент новорачивает захватную головку с установленными изделиями от позиции I к позиции II, пружина 21 возвращает ее в исходное положение, а пружины 30 через захватные элементы 31 зажимают с двух сторон упаковываемые изделия. На позиции П после возвращения под действием пружины 18 стопоров 7 и 13 в исходное положение
сварочно-намоточный элемент 38 известным способом обандероливает упаковываемые изделия в продольном направлении. Затем следует переключение стопоров и перемещение захватной головки от позиции II к
позиции III. Во время перемещения новоротный рычаг 25 посредством фиксатора 32 взаимодействует с направляющей 33, которая новорачивает поворотный рычаг вокруг оси 24. Держатели 26 обкатывают
вокруг зубчатых секторов 29 зубчатые колеса 27, которые через зубчатые колеса 28 приводят во вращение захватные элементы 31. После переключения стопоров сварочно-намоточный элемент 39 известным способом обандероливает упаковываемые изделия в поперечном направлении, а механизм 40 штемпелевания наносит соответствующие реквизиты. Затем следует переключение стопоров, перемещение захватной головки от позиции 1П к позиции IV и возвращение захватных элементов под действием направляющей в исходное положение. На позиции IV положение элементов захватной головки аналогично положению
на позиции I и механизм 41 выдачи готовых изделий известным способом снимает готовое изделие с захватных элементов. Причем форма захватных элементов способствует легкому съему с них готовых изделий. Затем происходит переключение стопоров, перемеш,ение захватной головки с позиции IV на позицию I и цикл повторяется. Работа остальных захватных головок аналогична.
В связи с тем, что в данном устройстве нет необходимости перемещения упаковываемых изделий с одной захватной головки на другую и все функциональные
части имеют единый упрощенный привод, устройство имеет более высокую ироизводительность при более простой конструкции. Облегченные элементы захватных головок и привода позволяют получить низкие значения моментов и сил инерции при перемещениях захватных головок от позиции к позиции и при вращении их элементов. Устройство допускает как ручную, так и автоматическую установку упаковываемых изделий в приемное приспособление.
Формула изобретения
1.Устройство для обандероливания прямоугольных изделий, содержащее ротор с радиальными втулками, продольная ось которых расположена перпендикулярно к оси вращения ротора, и захваты для изделий, установленные на втулках, отличающееся тем, что, с целью повышения производительности, втулки подпружинены и смонтированы с возможностью возвратно-поступательного перемещения вдоль своей продольной оси.
2.Устройство по п. 1, отличающееся
тем, что каждая втулка снабжена неподвижным зубчатым сектором и поворотным рычагом с держателями, на которых установлены зубчатые колеса, одни из которых связаны с захватами для изделий, а другие с зубчатым сектором, при этом рычаг снабжен фиксатором для его поворота. 3. Устройство по п. 1, отличающееся тем, что захваты имеют форму дуги.
Источники информации, принятые во внимание при экспертизе 1. Патент ФРГ N° 1074485, кл. 81а 7/01, опублик. 1957.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для обмотки роторов электрических машин | 1972 |
|
SU540582A3 |
| Автомат для складывания плоских изделий | 1977 |
|
SU676523A1 |
| Устройство для закрывания клапанов картонного ящика | 1981 |
|
SU1006311A1 |
| УСТРОЙСТВО ДЛЯ ОБАНДЕРОЛИВАНИЯ ИЗДЕЛИЙ | 1997 |
|
RU2117611C1 |
| УСТРОЙСТВО ДЛЯ ОБАНДЕРОЛИВАНИЯ КОРЕШКОВ ЦЕННЫХ БУМАГ | 1997 |
|
RU2123462C1 |
| Автомат для изготовления выводов полупроводниковых резисторов | 1970 |
|
SU494779A1 |
| УСТРОЙСТВО ДЛЯ ОБАНДЕРОЛИВАНИЯ СТОПОК БАНКНОТ | 2002 |
|
RU2226488C1 |
| Клепальный станок | 1975 |
|
SU526432A1 |
| Устройство для обвязки проволокой гибкого трубопровода | 1975 |
|
SU605776A1 |
| ШВЕЙНЫЙ АГРЕГАТ | 1998 |
|
RU2130982C1 |
Ipuz.l
ipui.i
