Изобретение касается конструкции станка для навивки из волнистой проволоки, получаемой путем пропуска гладкой (проволоки между двумя валками с выступами, спиралЕ.Ч-ЗМеек для замко1В застежек «молния. ВолнИС.тая проволока, после выхода из валков, пропускается через направляющую проводку с регулируемой высотой щелп, установленную перед навивочной оправкой, что предохраняет ее от вращения в процессе навивки спиралей-змеек.
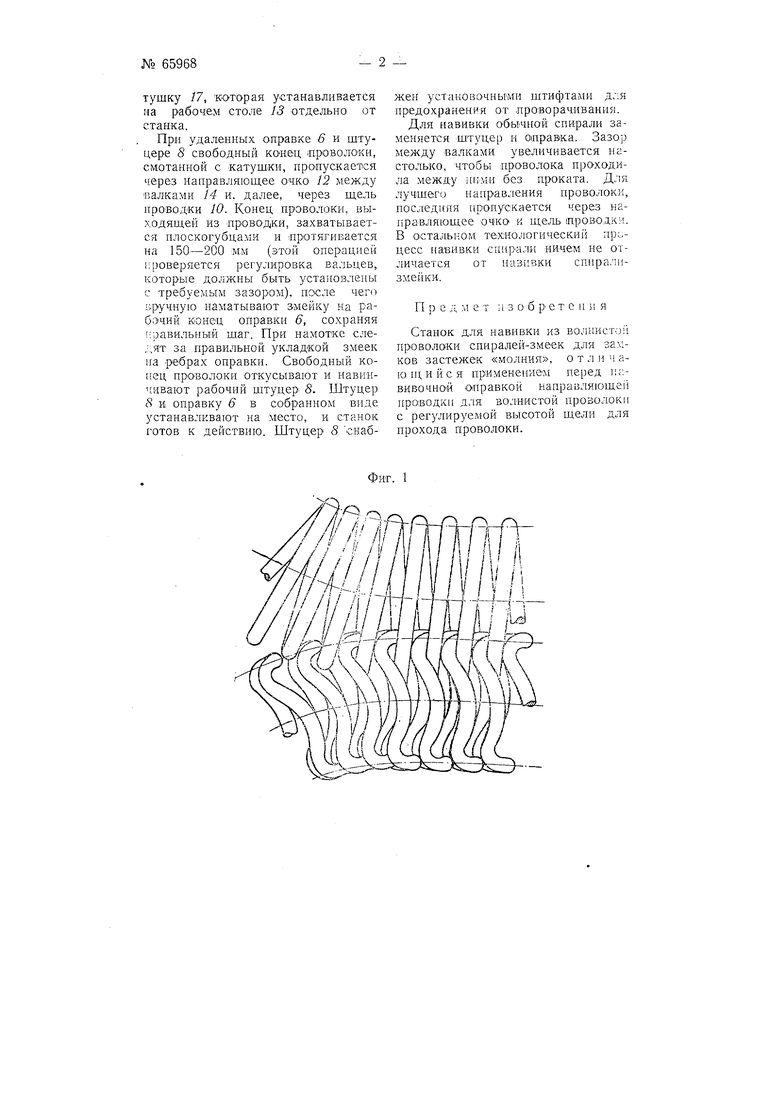
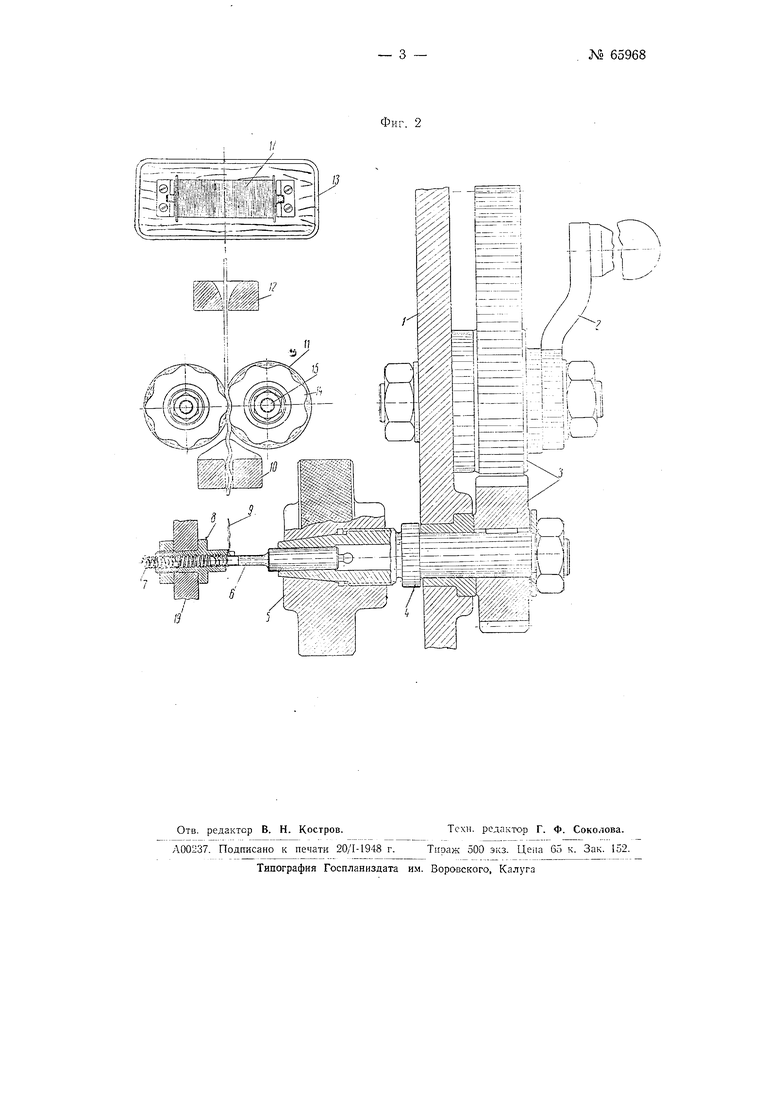
На чертеже фиг. 1 изображает принципиальную схему устройства спирального замка застежки «молкия и фиг. 2 - схему устройства станка.
На металлическом кронштейне / предлагаемого станка монтируется привод, состоящий из рукоятки 2 и 11ары цилин1Дрических зубчатых колес 5. При вращении рукоятки 2 вращается щпинд€ль 4, несущий цанговый патроя 5. iB последнем зажимаются оправки 6, навивающие спирали. Формообразование витков и шага спирали зависит от профиля сечения оправки и щага нарезки рабочего канала в штуцере 8. С помощью короткой оправки, работающей в нарезном щтуцере, происходит непрерывный процесс навивки. Готовая спираль 7 выходит из полости щтуцера, имея вращательное и поступательное движенпя.
Получение волнистой проволоки 9 осуществляется вальцами 14, вращение которых происходит за счет тянущей силы, возникающей при навивке -проволоки. Шаг ручьев и выступов валков соответствует размеру сторон квадратной оправки. Профилированные валки вращаются на осях 15, укрепленных на поворотных держателях. Цилиндрические щестерни //, жестко укрепленные На «алках, предусмотрены для правильного взаимного хода валков. Проволока поступает в пространство -между валками через направляющее очко 12.
Для предупреждения вращения проволоки вокруг своей оси после выхода из валков волнистая проволока проходит через проводку 10 с регулируемой высотой щели, что обеспечивает правильную укладку змеек .на ребрах оправки. Штуцер 8 укрепляется в держателе 19 и может быть легко снят. Проволока предварительно наматывается на катушку /7, которая устанавливается на рабочем столе 13 отдельно от станка.
При удаленных олравхе 6 и штуцере 8 свободный коне-ц 1проволоки, смотанной с катушки, пропускается через направляющее очко 12 между «алками 14 и. далее, через щель проводки 10. Конец, проволоки, выходящей из проводки, захватывается плоскогубцами и протягивается на 150-200 мм (зтой операпией :;роверяется регулировка вальцев, которые должны быть установлены с требуемым зазором), после чего :фучну1О наматывают змейку на рабочий ко:нец оправки 6, сохраняя 1;равильпый шаг. При намотке сле,,ят за правильной укладкой змеек на ребрах оправки. Свободный копец проволоки откусывают и навин-жвают рабочий штуцер 8. Штуцер 8 и оправку 6 в собранном виде устанавливают на место, и станок готов к действию. Штуцер 8 снабжен установочными штифтами для предохранения от проворачивания.
Для навивки обьмной спирали заменяется штуцер и оправка. Зазор между валками увеличивается настолько, чтобы проволока проходила между ними без проката. Для лучшего направ; ения проволоки, последняя иропускается через иагфа-вляющее очко к щель троводк:-. В ocTajibHOM техно;югический процесс (авивки снирали ничем не от.чичается от називки сппра.чпзмейки.
S о б р е т е п и я
Пр
Станок для навивки из волнисто проволоки спиралей-змеек для замков застежек «молния, о т л и ч аЮИ1ИЙСЯ прИменепием перед п;:вивочной оправкой нацравляюще) нр0 водки для волнистой проволоки с регулируемой высотой щели для прохода проволоки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления магнитопроводов электрических машин | 1987 |
|
SU1494141A1 |
| ВСЕСОЮЗНАЯ [lUTEl^ii^'i:^-^--'-^^^,— &'И.й7г'''ОТгКЛ Д- | 1972 |
|
SU352448A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОВЫХ ПРУЖИН | 1992 |
|
RU2130821C1 |
| Автомат для изготовления спиралей овального сечения | 1987 |
|
SU1488080A1 |
| Способ изготовления щелевого сита-тела вращения | 1990 |
|
SU1756003A1 |
| СТАНОК ДЛЯ НАВИВКИ ВИНТОВОЙ ЦИЛИНДРИЧЕСКОЙ СПИРАЛИ ИЗ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ ИЛИ ПРОВОЛОКИ | 1969 |
|
SU242111A1 |
| Устройство для навивки спиралей | 1985 |
|
SU1384355A1 |
| Автомат для изготовления пружинных шайб | 1977 |
|
SU751483A1 |
| Автомат для изготовления волнистых пружинных шайб | 1977 |
|
SU657896A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНЫХ СПИРАЛЕЙ | 2015 |
|
RU2614914C1 |
Ш117рР
wilnii
Фиг. 2
