Изобретение относится к обработке металлов давлением.
Известна шпуля для намотки ленты, со-, держащая кольцо с несколькими несквозными продольными пазами и конусами, контактирующими с внутренней поверхностью кольца (Ij.
Известная шпуля подвержена пластическим деформациям под действием больших сжимающих усилий.
Известна также шпуля, содержащая кольцо со сквозным продольным пазом 2.
Эта шпуля не может быть применена для намотки ленты с большим удельным натяжением, так как витки наматываемой ленты прогибаются в месте контакта с пазом.
Целью изобретения является повышение качества намотки, облегчение заправки переднего конца ленты и увеличение сроКа службы шпули.
Указанная цель достигается тем, что шпуля снабжена установленным на кольце бандажом, выполненным в виде нескольких витков металлической ленты, наружный виток которой не закреплен.
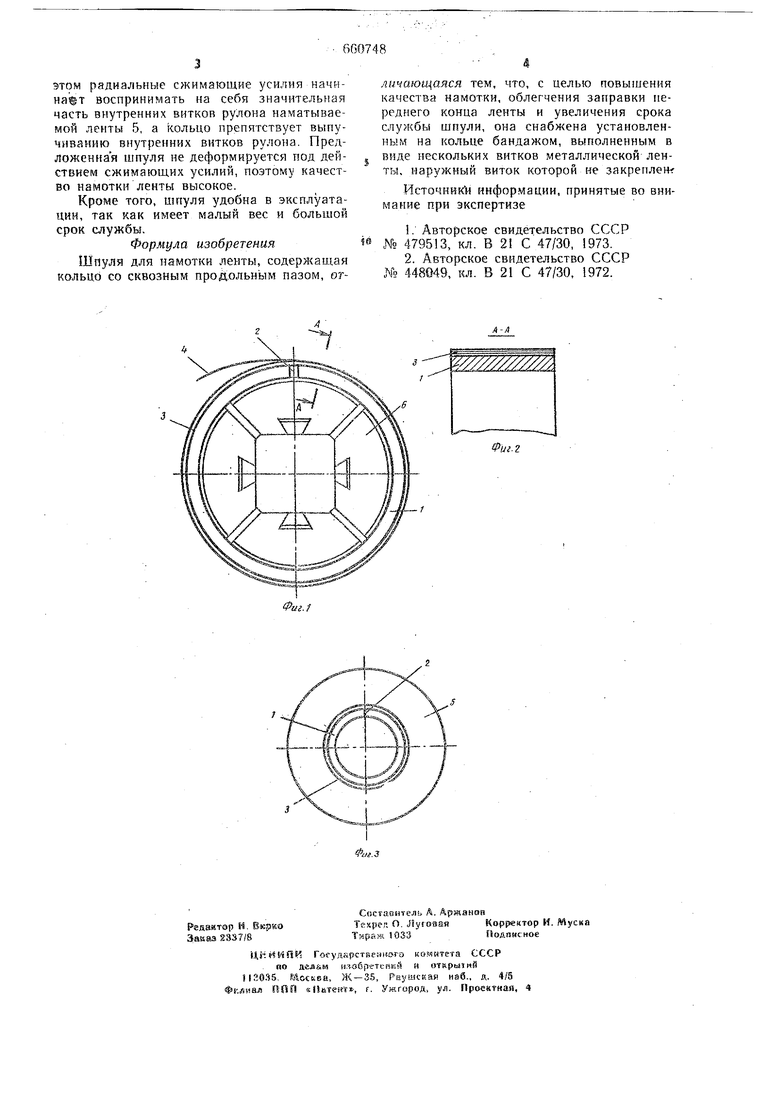
На фиг. показана шпуля для намотки ленты на барабане моталки; на фиг. 2 - шпуля, разрез А-А фиг. I; на фиг. 3 - шпуля с намотанной в рулон лентЪй.
Шпуля для намотки ленты содержит кольцо I с прорезью 2 и бандаж 3, состоящий из нескольких витков металлической ленты, скрепленных между собой, причем конец 4 наружного витка бандажа 3 оставлен незакрепленным.
Шпуля для намотки ленты работает следующим образом. Перед намоткой ленты 5 шпуля закрепляется . на разжатом барабане моталки 6. Под действием радиальных усилий на шпулю со стороны барабана моталки 6 растягивается, бандаж, который воспринимает Основную нагрузку. Прорезь 2 в кольце 1 увеличивается. Передний конец ленты 5 заводится под свободнь1Й конец 4 ленты бандажа 3, после чего производится ед намотка ня шпулю с большим удельным натяжением. По окончании намотки диаметр барабана моталки б уменьшается, кольцо 1 деформируется в пределах упругой деформации, прорезь полностью закрывается. При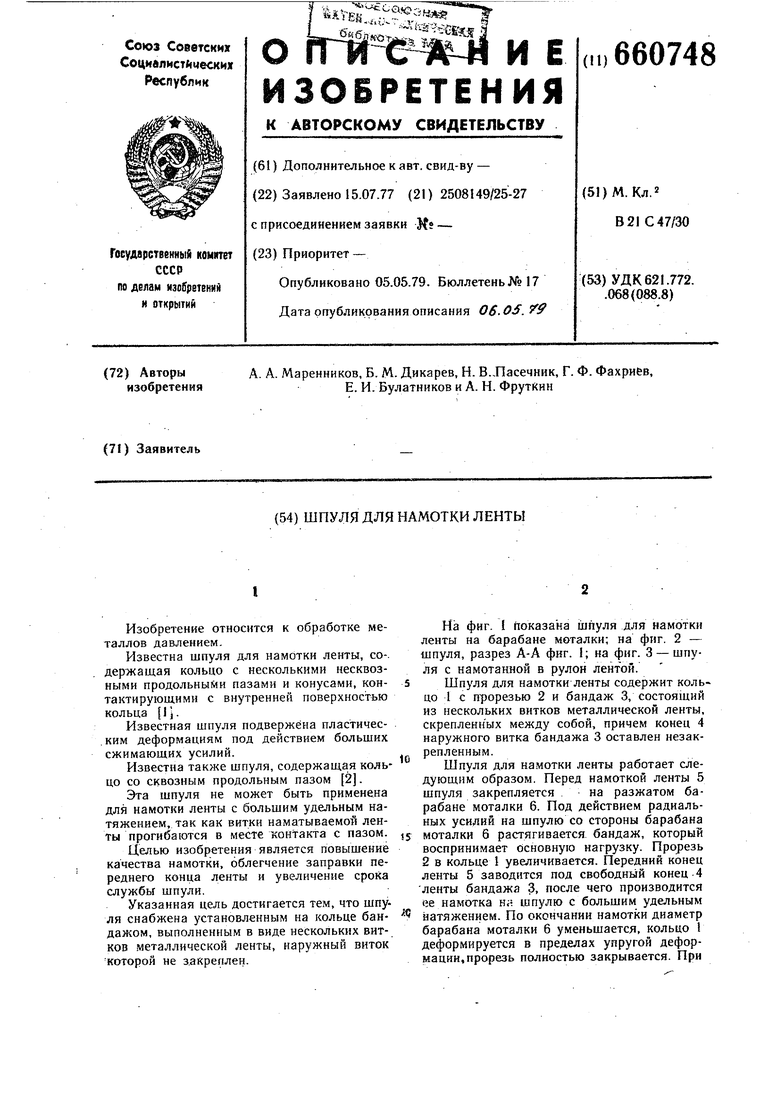
| название | год | авторы | номер документа |
|---|---|---|---|
| Катушка для наматывания проволоки | 1981 |
|
SU959866A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛЮМИНИЕВОЙ ФОЛЬГИ И ШПУЛЯ ДЛЯ ЕЕ НАМОТКИ | 2009 |
|
RU2424075C2 |
| Способ намотки полосы и устройство для его осуществления | 1980 |
|
SU897364A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБОК МАЛОГО ДИАМЕТРА И БОЛЬШОЙ ДЛИНЫ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2203755C2 |
| Моталканепрерывной смотки | 1975 |
|
SU517348A1 |
| УНИВЕРСАЛЬНЫЙ СТАН ПЛЮЩИЛЬНО-ВОЛОЧИЛЬНО-ПРОКАТНЫЙ | 2001 |
|
RU2242301C2 |
| УСТАНОВКА ДЛЯ НАМОТКИ ТОНКОГО ПРОКАТА В РУЛОН | 2010 |
|
RU2440204C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СМАТЫВАНИЯ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2007 |
|
RU2395358C1 |
| КАТУШКА ДЛЯ НАМОТКИ | 2014 |
|
RU2561539C1 |
| Способ прокатки рулонного материала | 1987 |
|
SU1452630A1 |
