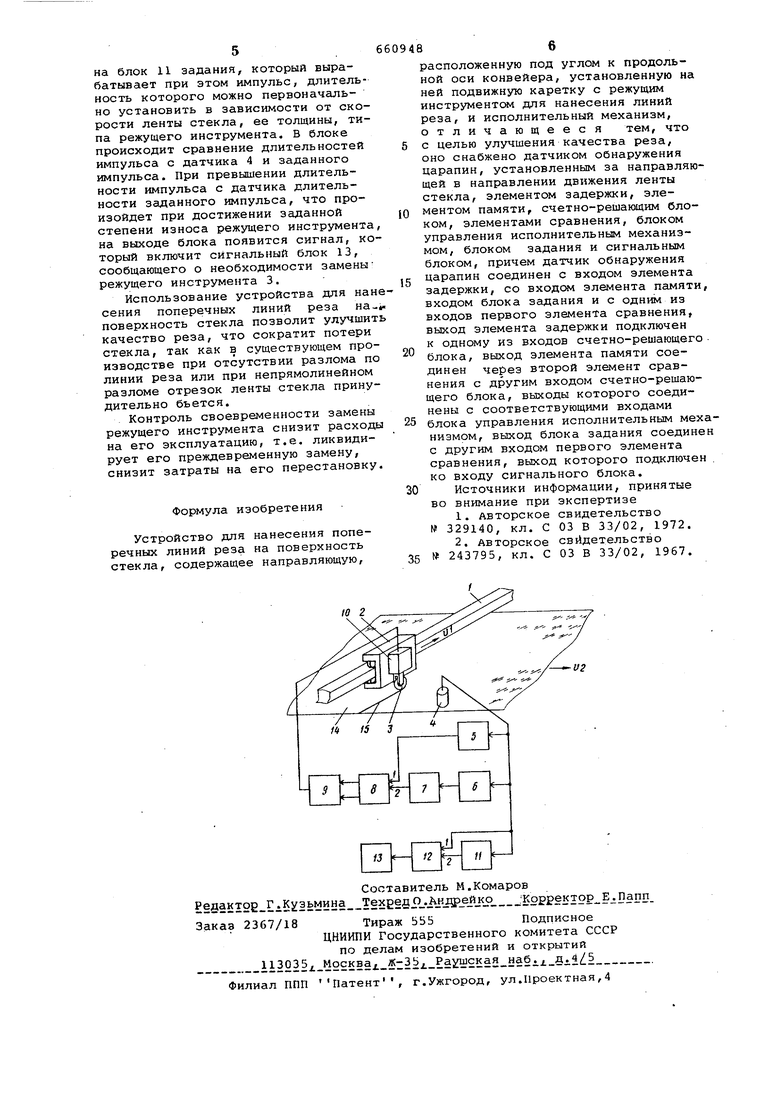
Изобретение относится к области резки листового стекла. Известно устройство для нанесения поперечных линий реза на поверх ность стекла, движущегося на конвейере, содержащее направляющую, подвижную каретку, режущий инструмент для поперечной резки, стальной экра магнит и исполнительный механизм l Недостатком этого устройства является отсутствие автоматического контроля и регулирования качества р за, так как усилие реза можно регулировать лишь вручную путем изменения расстояния между стальным экраном и магнитом. Наиболее близким к изобретению является устройство для нанесения поперечных линий реза на поверхност стекла, содержащее направляющую расположенную под углом к продольно оси контейнера, установленную на не подвижную каретку с режущим инструментом для нанесения линий реза и исполнительный механизм 2. Недостатком этого устройства является отсутствие автоматического регулирования и контроля качества реза. Целью изобретения является улучшение качества реза. Указанная цель достигается тем, что устройство для нанесения поперечных линий реза на поверхность стекла, содержащее направляющую, расположенную под углом к продольной оси конвейера, установленную на ней подвижную каретку с режущим инструментом для нанесения линий реза и исполнительный механизм, снабжено датчиком обнаружения царапин/ установленным за направляклцей в направлении движения ленты стекла, элементом задержки, элементом памяти, счетно-решающим блоком, элементами сравнения, блоком управления исполнительным механизмом, блоком задания и сигнальным блоком. Датчик обнару жения царапин соединен с входом элемента задержки, со входом злемента памяти, входсм блока задания и с одним из входов первого элемента сравнения, выход элемента задержки подключен к одному из входов счетнорешающего блока, выход элемента памяти соединен через второй вход элемента сравнения с другим входом счетно-решающего блока, выходы которого соединены с соответствующими входами блока управления исполнительным механизмом, ВЕЛХОД блока зад ния соединены с другим входом первого элемента сравнения, выход кото го подключен ко входу .сигнального лока. На чертеже изображено описываемо устройство для нанесения поперечных линий реза на поверхность стекла, движущегося на конвейере. Устройство содержит направляющую 1, подвижную каретку 2, режущий инс румент 3, датчик 4 обнаружения цара пин, элемент 5 задержки, элемент б памяти, первый элемент 7 заданной длительности сравнения, счетно-реша щий блок 8, блок 9 управления испол нитель ньдм механизмом, исполнительный механизм 10, блок 11 задания, второй элемент 12 сравнения заданного уровня, сигнальный блок 13, На чертеже обозначены 14- лента стекла, 15 - линия реза. В качесЕве датчика 4 обнаружения царапин.может быть использовано известное устройство по авт.ев,№41104 При прохождении под ним царапины на его выходе (на нагрузке фотоэлектронного умножителя) появляется импульсный сигнал, форма которого напоминает полуволну синусоидальног тока. Уровень (амплитуда) сигнала пропорционален размеру царапины, т.е. ее глубине или ширине, а длительность пропорциональна ширине . царапины (при постоянной скорости движения ленты стекла); Устройство работает следующим образом. При движении каретки 2 по направ ляющей 1 в направлении U режущий инструмент 3 наносит поперечную лин реза 15 на ленту стекла 14 и возвращается в исходное состояние. Лен стекла перемещается в направлении U 2 При этом царапин.а 15 проходит под датчиком 4 обнаружения царапин. Выходной сигнал с датчика поступает на элемент 6 памяти. Последний необ х-эдим для поддержания непрерывного сигнала, равного максимальному уровню сигнала с датчика обнаружения царапин, на входе первого элемента заданной длительности в течени времени, необходимого для отработки счетно-решающего блока. С элемэнта памяти сигнал поступает на элемент 7, который вырабатывает выходной сигнал, пропорциональный разности, уровней сигнала от датчика обнаружения царапин и заданного сигнала. При этом в элементе 7 предусмотрена возможность первоначальной установки уровня заданного сигнала в зависимости от типа режущего инструмента, толщин ленты стекла и т,д. Сигнал с датчика обнаружения царапин поступает одновременно на элемент 5 задер жки,имеющий время задержки С,дд| 484где ,- максимальная длительность сигнала с датчика обнаружения царапин. Через время С начинает функционировать счетно-решающий блок 8. Так как за это время элемент 6 памяти зафиксировал максимальный уровень сигнала с датчика, то на счетно-решающий блок 8 поступает сигнал, величина которого равна разнице максимального уровня сигнала с датчика и уровня заданного сигнала. При этом блок 8 выдает на блок 9 управления исполнительным механизмом два сигнала. Первый сигнал определяет направление отработки исполнительного механизма з зависимости от знака сигнала с блока 7, т.е. в зависимости от величины уровня сигнала с датчика 4 по отношению к величине заданного уровня. Второй сигнал определяет величину отработки исполнительного механизма, пропорциональную разнице уровней максимального сигнала с датчика и заданного сигнала. Исполнительный механизм 10 изменяет силу нажатия режущего инструмента н.а стекло (применительно к прототипу сжимая или растягивая пружину, приводящую в соприкосновение режущий инструмент со стеклом), образом, если уровни сигналов с датчика обнаружения царапин и заданного не равны, например, сигнал с датчика меньше заданного вследствие затупления режущего инструмента, то будет произведена корректировка силы нажатия режущего инструмента на стекло в сторону увеличения. Ширина следующей нанесенной-на стекло царапины будет увеличена и уровни сигналов с датчика и заданного сравняются. Однако при сильном, износе (затуплении) режущего инструмента сила его нажатия на стекло возрастает настолько, что оно может ломаться при движении режущего инструмента. Поэтому при достижении заданной степени износа режущего инструмента необходимо производить его замену. Устройство для нанесения поперечных линий реза предусматривает автоматическую сигнализацию необходимости замены режущего инструмента при превышении степени его износа заданного значения. Это достигается тем, что датчик обнаружения царапин соединен также с элементом эталонной длительности и первым входом элемента сравнения заданной длительности, второйвход которого соединен с выходом блока эталонной длительности, а выход элемента сравнения эталонной длительности соединен с сигнальным блок ом, Импульс с датчика обнаружения царапин поступает на элемент 12 сравнения заданной длительности и 5 на блок 11 задания, который вырабатывает при этом импульс, длительность которого можно первоначально установить в зависимости от скорости ленты стекла, ее толщины, типа режущего инструмента. В блоке происходит сравнение длительностей импульса с датчика 4 и заданного импульса. При превышении длительности импульса с датчика длительности заданного импульса, что произойдет при достижении заданной степени износа режущего инструмента на выходе блока появится сигнал, ко торый включит сигнальный блок 13, сообщающего о необходимости замены режущего инструмента 3. Использование устройства для нан сения поперечных линий реза на поверхность стекла позволит улучшит качество реза, что сократит потери стекла, так как в существующем про изводстве при отсутствии разлома по линии реза или при непрямолинейном разломе отрезок ленты стекла принудительно бьется. Контроль своевременности замены режущего инструмента снизит расход на его эксплуатацию, т.е. ликвидирует его преждевременную замену, снизит затраты на его перестановку Формула изобретения Устройство для нанесения поперечных линий реза на поверхность стекла, содержащее направляющую.
V2 8 расположенную под углом к продольной оси конвейера, установленную на ней подвижную каретку с режущим инструментом для нанесения линий реза, и исполнительный механизм, отличающееся тем, что с целью улучшения качества реза, оно снабжено датчиком обнаружения царапин, установленным за направляющей в направлении движения ленты стекла, элементом задержки, элементом памяти, счетно-решающим блоком, элементами сравнения, блоком управления исполнительным механизмом, блоком задания и сигнальным блоком, причем датчик обнаружения царапин соединен с входом элемента задержки, со входом элемента памяти, входом блока задания и с одним из входов первого элемента сравнения, выход элемента задержки подключен к одному из входов счетно-решающего блока, выход элемента памяти соединен через второй элемент сравнения с другим входом счетно-решающего блока, выходы которого соединены с соответствующими входами блока управления исполнительным механизмом, выход блока задания соединен с другим входом первого элемента сравнения, выход которого подключен ко входу сигнального блока. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство № 329140, кл. С 03 В 33/02, 1972. 2.Авторское свидетельство ( 243795, кл. С 03 В 33/02, 1967.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для резки ленты стекла | 1980 |
|
SU895938A1 |
| Устройство для надрезки ленты стекла | 1977 |
|
SU743956A1 |
| Устройство для резки листового стекла | 1976 |
|
SU656989A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПОСЛЕДОВАТЕЛЬНОСТЬЮ НАНЕСЕНИЯ РЕЗОВ НА ДВИЖУЩУЮСЯ ПО КОНВЕЙЕРУ ЛЕНТУ СТЕКЛА | 1972 |
|
SU424824A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ РЕЗКОЙ ДВИЖУЩЕЙСЯ ЛЕНТЫ СТЕКЛА | 1992 |
|
RU2033980C1 |
| Устройство для автоматической разбраковки листов | 1978 |
|
SU753509A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОЧНОСТНЫХ ХАРАКТЕРИСТИК МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2499246C2 |
| Устройство управления станком для вырезки фигурных стекол | 1988 |
|
SU1662958A1 |
| УСТРОЙСТВО ДЛЯ БЕСКОПИРНОГО ВЫРЕЗАНЯ ФИГУРНОГО СТЕКЛА | 1992 |
|
RU2023689C1 |
| Устройство для управления последовательностью нанесения резов на движущуюся ленту стекла | 1976 |
|
SU643446A1 |
