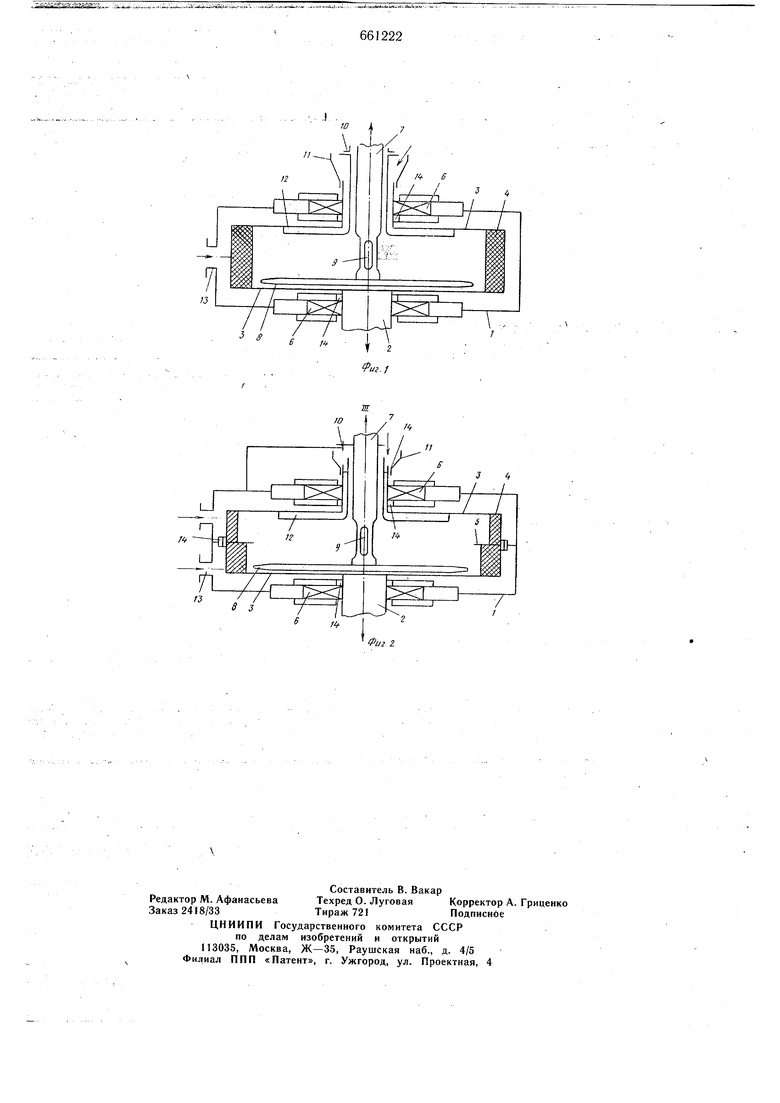
которых поддерживают скорость газа, превышающую скорость начала псевдоожиже ния частиц материала в поле центробежных сил, а на второй осуществляют дробление материала вводимыми в слой лопатками, и газ продувают соскоростью, равной скороети витания частиц раздробленного материала. Обе стадии осуществляют одновременно в различных зонах слоя. Кроме того, материал дополнительно нагревают путем подвода к нему тепла от поверхности лопаток. Установка для осуществления описываемого способа термообработки дисперсных ма териалов, содержащая размещенный внёпод вижном кожухе ротор с полым валом, несущий цилиндрическую газораспределительную рещетку, дополнительно содержит лопатки, помещенные внутрь ротора, концы которых расположены в прирещеточной зоне. Лопатки укреплены на кожухе. Другим вариантом выполнения установки предусматривается в полости вала размещен дополнительный ва-л, снабженный HJ-I дивидуальным приводом, и лопатки укрёпл ны на этом дополнительном валу. Кроме того, валы соединены между собой при помощи управляемой муфты, например электромагнитной. Лопатки вьшрлнены полыми и их полости подключены к источнику теплоносителя. На фиг. 1 схематически изображена установка для реализации описьшаемого способа при последовательном ведении его на фиг. 2 - то же, при одновременном ведении стадий в различных зонах слоя. Установка содержит неподвижный герметичный кожух 1, в котором расположен ротор посаженный на вал 2. Ротор состоит из дисков 3, скреплеНРШХ еОШбвШмвалом 2, и цилиндрической газораспределительной рещетки 4, которая (фиг. 2) разделена перегородкой 5. Вал 2 установлен в подшипниках 6. В полость ротора соосно валу 2 введен дополнительный полый вал 7 с насаженными на него лопатками 8, концы которых введены в прирещеточную зону. Полый вал 7 имеет окна.9 для вывода потока газовзвеси.. Полый вал 7 с лопатками 8 при помощи переключающего устройства, например электромагнитной муфты 10, может быть неподвижным относительно кожуха 1, вращаться совместно с валом 2 или вращаться от индивидуального привода. В верхней части установки вал 2 охватывает конически-цилиндрический бункер 11, служащий для ввода термообрабатываемого материала в прирещеточную зону через направляющие диски 12.--В кожухе 1 имеется один (фиг. 1) или два (фиг. 2) патрубка 13 для ввода газатеплоносителя, направляемого на псевдоожижение материала. В необходимых местах между вращающимися элементами и кожухом находятся уплотнения 14, препятствующие перетечкам газа. Установка работает следующим образом. Газ-теплоноситель через патрубки 13 подается в кожух 1, откуда проникает через решетку 4 во внутреннюю полость ротора. Туда же, в прирещеточную зону, из бункера 11 с помощью, направляющих дисков 12 вводится исходный материал. На фиг. 1 представлен вариант, когда обе стадии нагрева и продувки ведут в одном объеме псевдоожиженного слоя, послеЛовательноих чередуя, при этом после подачи материала на первой стадии осуществляют ввод газа-теплоносителя со скоростью, необходимой для псевдоожижения исходного дисперсного материала. В этот период обеспечивают жесткое соединение вала 7, несущего лопатки 8, с валом 2 за счет включения электромагнитной муфты 10, причем через полые лопатки 8 может пропускаться теплоноситель для дополнительного подBOxia тепла к материалу через поверхность лопаток 8. После предварительной термообработки материала начинают вращать вал 7 со скоростью, отличной от скорости вращения вала 2 за счет переключения электромагнитной муфты 10. Величина этой скорости определяется свойствами материала и особенностями технологического процесса. Последним предусматривается вариант, когда вращение валу 7 передают от индивидуального привода, причем возможно вращение вала 7 в направлении, противоположном направлению вращения вала 2. В частном случае можно добиться высоких относительных скоростей лопаток 8 и ротора за счет жесткого соединения вала 7 с кожухом 1, При этом материал с высокой относительной скоростью соударяющийся с лопатками 8 эффективно дробится. На этой стадии через решетку 4 подают газ-теплоноситель со скоростью, равной определенной заранее скорости витания раздробленного материала, который вследствие этого выносится из установки через окна 9 в вале 7 и улавливается за пределами у(тановки в осадительном устройстве любого известного типа. По окончании завершения второй стадии, в процессе осуществления которой материал не только дробится, но и интенсивно термообрабатывается за счет увеличения поверхности контакта фаз и уменьщения размеров астиц материала, вал 7 останавливают (соединяют с валом 2), и газ подают опять со скоростью, превышающей скорость начала ттсгевдоожилгетшя исходного материала. Таким образом, в этом варианте работы устройства обе стадии термообработки последовательно чередуют за счет периадиЧеСкого изменения скорости продуваемого газа и включения в работу лопаток 8. При другом варианте работы установки (фиг. 2) обе стадии обработки материала ведут одновременно путем секционирования перегородкой псевдоожиженного слоя на две зоны (зону предварительной термообработки и зону термообработки и дробления) и подачи: газа раздельно в каждую зону. В этом случае область псевдоожиженного слоя разделяют перпендикулярной валу 7 перегородкой, выполненной с возможностью перетока слоя через нее. Перегородка (фиг. 2) отделяет прилопаточную зону псевдоожиженного слоя от зоны предварительной термообработки материала и препятствует переходу частично раздробленных частиц из прилопаточной зоны в зону предварительной термооб работки. Материал вводят через направляющие диски 12 в примыкающую к ним часть псевдоожиженного слоя. В процессе предварительной термообработки материал смещается до перегородки, продуваясь газом со скоростью, необходимой для псевдоожижения исходного материала. При перетоке материала через перегородку он попадет в зону окончательной термообработки и дробления. Лопатки 8, неподвижные относительно кожуха 1 или движущиеся со скоростью, отличной от скорости ротора, дробят исходный материал до размеров конечного продукта и последний, благодаря заданной скорости газа-теплоносителя, равной скорости витания конечного продукта, выносится из установки, при этом во время дробления материала и его транспортирования в потоке газовзвеси завершается термообработка. Подача газа-теплоносителя с разными , скоростями к газораспределительной решетке 4 осуществлена за счет разделения кожуха 1 на дбе полости с подачей в каждую из них регулируемых количеств газа-теплоносителя через патрубки 13, при этом стенка, делящая кожух I на две полости, примыкает к ротору в области разделения псевдоожиженного слоя перегородкой на две зоны термообработки материала. Эффективность предложенного способа термообработки дисперсных материалов определяется интенсификацией процесса термообработки и возможностью совмещения его с регулируемым дроблением в одном аппарате. 6 Формула изобретения 1.Способ термообработки дисперсных материалов в псевдоожиженном слое, создаваемом в поле центробежных сил, путем их нагрева и продувки теплоносителем, отличающийся тем, что, с целью интенсификации процесса термообработки, нагрев и продувку материала ведут в две стадии, на первой из которых поддерживают скорость газа, превыщающую скорость начала псевДоожижения частиц материала в поле центробежных сил, а на второй .осуществляют дробление материала вводимыми в слой лопатками, и газ продувают со скоростью, равной скорости витания частиц раздробленного материала. 2.Способ по п. 1, отличаюш,ийся тем, что обе стадии осуществляют одновременно в различных зонах слоя. 3.Способ по пп. 1 и 2, отличающийся тем, что материал дополнительно нагревают путем подвода к нему тепла от поверхности лопаток. 4.Установка для термообработки дисперсных материалов в псевдоожиженном слое способом по п. 1, содержащая размещенный в неподвижном кожухе ротор с полым валом, несущий цилиндрическую газораспределительную рещетку, отличающаяся тем, что установка дополнительно содержит лопатки, помещенные внутрь ротора, концы которых расположены в прирешеточной зоне. 5.Установка по п. 4, отличающаяся тем, что лопатки укреплены на кожухе. 6.Установка по п. 4, отличающаяся тем, что в полости вала размещен дополнительный вал, снабженный индивидуальным приводом, и лопатки укреплены на этом дополнительном валу. 7.Установка по пп. 4 и 6, отличающаяся тем, что валы соединены между собой при помощи управляемой муфты, например электромагнитной. 8.Установка по пп. 4, 5, 6 и 7, отличающаяся тем, что лопатки выполнены полыми и их полости подключены к источнику теплоносителя. Источники информации, принятые во внимание при экспертизе 1. Гельперин Н. И. и др. «.Основы техники псевдоожижения. Химия, М., 1967, с. 41-42.
| название | год | авторы | номер документа |
|---|---|---|---|
| Вертикальная печь для термообработки во взвешенном состоянии мелкозернистого материала | 1982 |
|
SU1057760A1 |
| Вихревая сушилка для термообработки и измельчения дисперсных материалов | 1975 |
|
SU1090997A1 |
| СПОСОБ СУШКИ ДИСПЕРСНЫХ МАТЕРИАЛОВ | 2003 |
|
RU2258877C1 |
| Установка для термообработки дисперсных материалов | 1978 |
|
SU765617A1 |
| Аппарат кипящего слоя | 1983 |
|
SU1173135A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПОРИСТОЙ ГРАНУЛИРОВАННОЙ АММИАЧНОЙ СЕЛИТРЫ И СПОСОБ ПОЛУЧЕНИЯ ПОРИСТОЙ ГРАНУЛИРОВАННОЙ АММИАЧНОЙ СЕЛИТРЫ | 2010 |
|
RU2452719C2 |
| Печь для обжига мелкозернистого материала в псевдоожиженном слое | 1983 |
|
SU1145228A2 |
| Способ термообработки дисперсных материалов и установка для его осуществления | 1978 |
|
SU748099A1 |
| Способ получения магнезии жженой из основного карбоната магния и устройство для его осуществления | 1985 |
|
SU1310599A1 |
| ЦЕНТРОБЕЖНАЯ МНОГОСТУПЕНЧАТАЯ ДРОБИЛКА | 1993 |
|
RU2053021C1 |
/г
J
л
/4
Z
Фиг г
