(54) КЕРАМИЧЕСКАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМ И СТЕРЖЦЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Смесь для изготовления прибылей литейных форм | 1977 |
|
SU737121A1 |
| Смесь для изготовления литейных керами-чЕСКиХ фОРМ | 1979 |
|
SU831332A1 |
| Состав для формовки керамических форм | 1990 |
|
SU1770021A1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМ И СТЕРЖНЕЙ В ТОЧНОМ ЛИТЬЕ И СПОСОБ ЕЕ ПРИГОТОВЛЕНИЯ | 2008 |
|
RU2385782C1 |
| Смесь для изготовления керамических литейных форм и стержней | 1973 |
|
SU493287A1 |
| Способ изготовления литейной керамической формы с использованием жидконаливных самотвердеющих смесей для литья по выплавляемым моделям | 2021 |
|
RU2756075C1 |
| Способ изготовления отливок в литейных формах по постоянным моделям | 1982 |
|
SU1066723A1 |
| Смесь для изготовления литейныхфОРМ и СТЕРжНЕй пО пОСТОяННыММОдЕляМ | 1979 |
|
SU810356A1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ЭТИЛСИЛИКАТНОГО СВЯЗУЮЩЕГО | 1995 |
|
RU2088367C1 |
| Смесь для изготовления легковыбиваемых литейных форм и стержней | 2024 |
|
RU2841429C1 |
Изобретение относится к литейному производству, а именно к составам смесей, применяемых для получения керамических и металлооболочковых с керамическим покрытием форм, преимущественно по постоянным моделям, а также стержней.
Известны смеси, в состав которых вводят маршалит, кварцевый песок, гидролизованный этилсиликат, водный раствор щелочи в различных сочетаниях 1, 2, 3.
Основными недостатками известных смесей являются низкая газопроницаемость до и после прокалки. Прокалка в печи значительно-удлиняет технологический цикл изготовления форм и стержней.
Наиболее близкой к описываемому изобретению по технической сущности и достигаемому эффекту является смесь следующего состава 4, мас.%:
Марщалит55,6
Кварцевый песок16,8
Гидролизованный
этилсиликат26,0
15%-ный-водный раствор
щелочи1,6
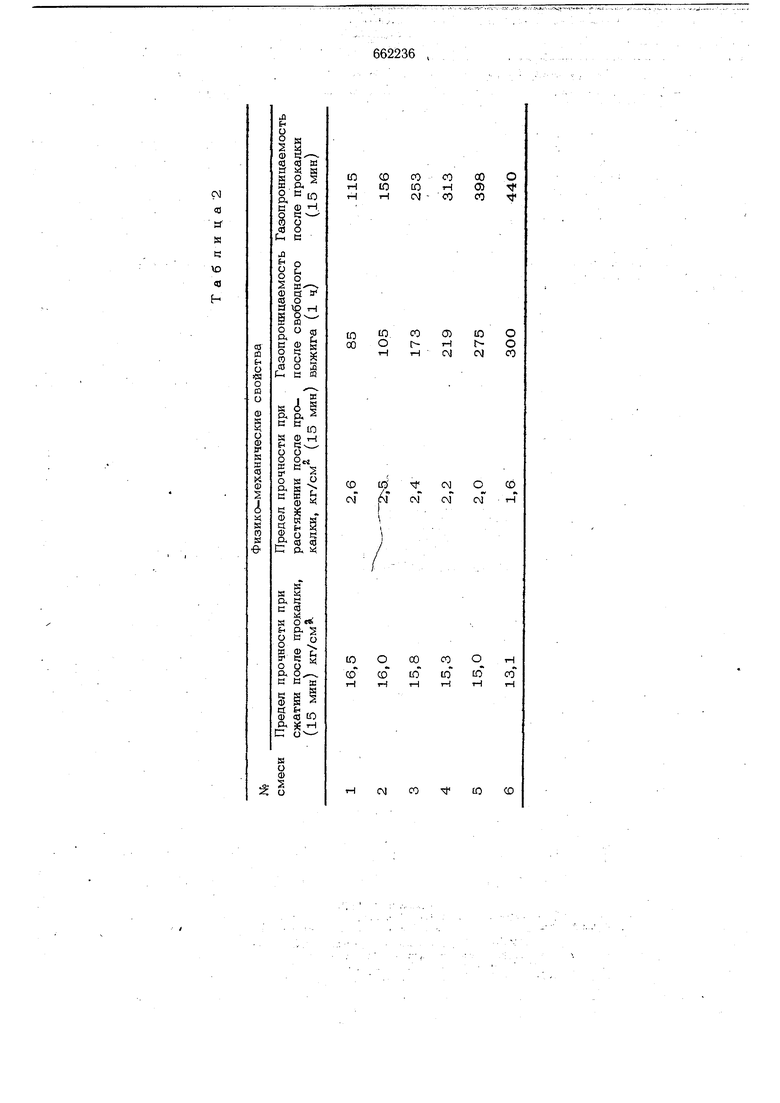
Смесь имеет следующие характеристики: предел прочности при сжатии 16 кг/см ; предел прочности при растяжении 2,5 кг/см , газопроницаемость после свободного выжига 30;
газопроницаемость после прокалки не менее 1 ч в печи 40.
Известная смесь обладает низкой газопроницаемостью после свободного выжига части летучих веществ. Вследствие этого керамические и металлооболочковые с керамическим покрытием формы и стержни, изготовленные из указанной смеси, подвергают прокалке в печи при 850-950°С для полного удалеиия. летучих веществ из смеси. Однако и после высокотемпературной
прокалки в печи известная смесь обладает низкой газопроницаемостью.
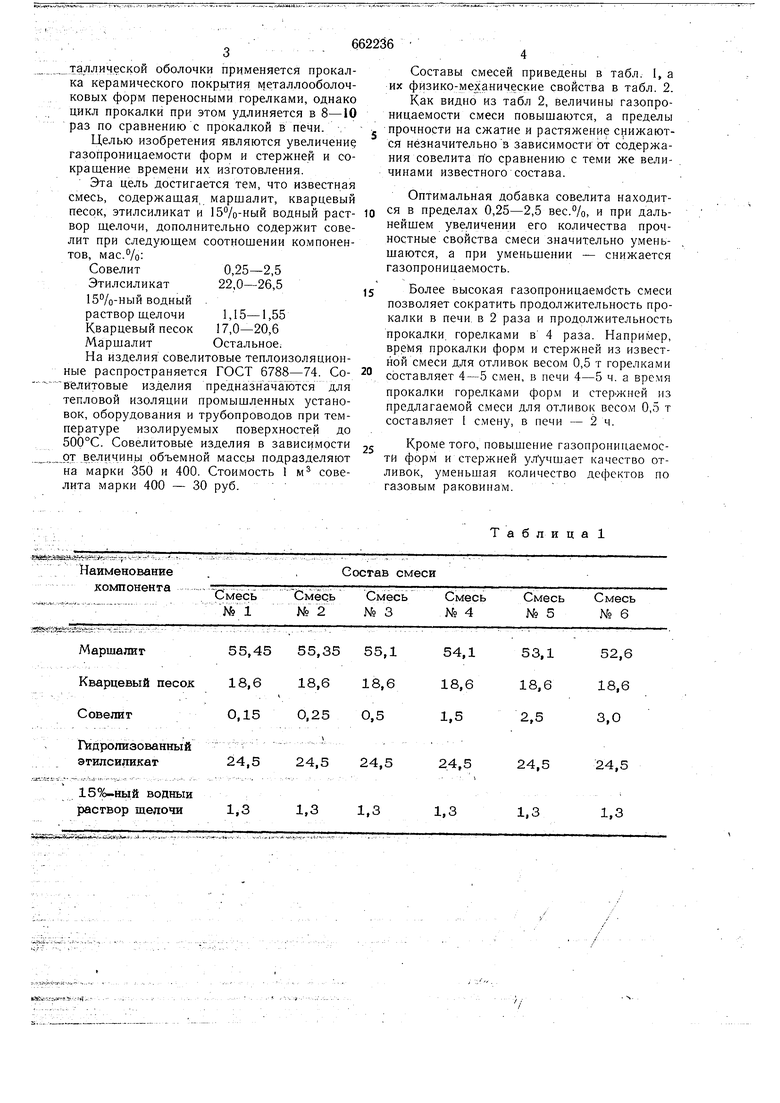
Длительная прокалка керамических и металлооболочковых форм и стержней в печи значительно удлиняет технологический цикл изготовления отливок, а у металлооболочковых форм дополнительно снижает стойкость металлической оболочки и повыщает ее износ. Для уменьщения износа металлической оболочки применяется прокалка керамического покрытия металлооболочковых форм переносными горелками, однако цикл прокалки при этом удлиняется в 8-10 раз по сравнению с прокалкой в печи. Целью изобретения являются увеличение газопроницаемости форм и стержней и сокращение времени их изготовления. Эта цель достигается тем, что известная смесь, содержащая маршалит, кварцевый песок, этилсиликат и 15о/о-ный водный раствор щелочи, дополнительно содержит совелит при следующем соотнощении компонентов, мас.%; Совелит0,25-2,5 Этилсиликат22,0-26,5 15/о-ный водный . 1,15-1,55 раствор щелочи 17,0-20,6 Кварцевый песок Остальное: Маршалит На изделия совелитовые теплоизоляционные распространяется ГОСТ 6788-74. Со- в елйтовые изделия предназначаются для тепловой изоляции промышленных установок, оборудования и трубопроводов при температуре изолируемых поверхностей до 500°С. Совелитовые изделия в зависимости от величинь объемной массы подразделяют на марки 350 и 400. Стоимость 1 м совелита марки 400 - 30 руб. , ps -, - -.:- Наименование компонента Смесь № 1
Гидролизованный
24,5
24,5 24,5 этилсиликат
15%-ный водный
1,31,31,3 раствор щелочи
Таблица 1
24,524,524,5
1,31,31,3 Смерь Смесь № 2№ 3 Составы смесей приведены в табл. 1, а их физико-механические свойства в табл. 2. Как видно из табл 2, величины газопроницаемости смеси повышаются, а пределы прочности на сжатие и растяжение снижаются незначительноз зависимости от содержания совелита по сравнению с теми же величинами известного состава. Оптимальная добавка совелита находит я в пределах 0,25-2,5 вес.%, и при дальнейшем увеличении его количества прочностные свойства смеси значительно уменьшаются, а при уменьшении - снижается газопроницаемость. Более высокая газопроницаембсть смеси позволяет сократить продолжительность прокалки в печи, в 2 раза и продолжительность прокалки, горелками в 4 раза. Например, время прокалки форм и стержней из известной смеси для отливок весом 0,5 т горелками составляет 4-5 смен, в печи 4-5 ч. а время прокалки горелками форм и стерЖней из предлагаемой смеси для отливок весом 0,5 т составляет 1 смену, в нечи - 2 ч. Кроме того, повышение газопроницаемости форм и стержней улучшает качество отливок, уменьшая количество дефектов по газовым раковннам. Состав смеси Смесь Смесь Смесь № 4№ 5№ 6
Формула изобретения
Керамическая смесь для изготовления форм и стержней по постойнным моделям, включающая маршалит, кварцевый песок, этилсиликат, 15%-ный водный раствор щелочи, отличающаяся тем, что, с целью повыщения газопроницаемости форм и стержней и сокращения времени их изготовления, она дополнительно содержит совелит при следующем соотнощении ингредиентов, мас.:
Совелит0,25-2,5
Этилсиликат22,0-26,5
15/о-ный водный
раствор щелочи1,15- 1,55
Кварцевый песок
17,0-20,6 Марщалит Остальное.
Источники информации, принятые во внимание йри экспертизе
