Изобретение относится к производству точного литья по выплавляемым моделям, а именно к оборудованию для нанесения покрытия на модельные блоки.
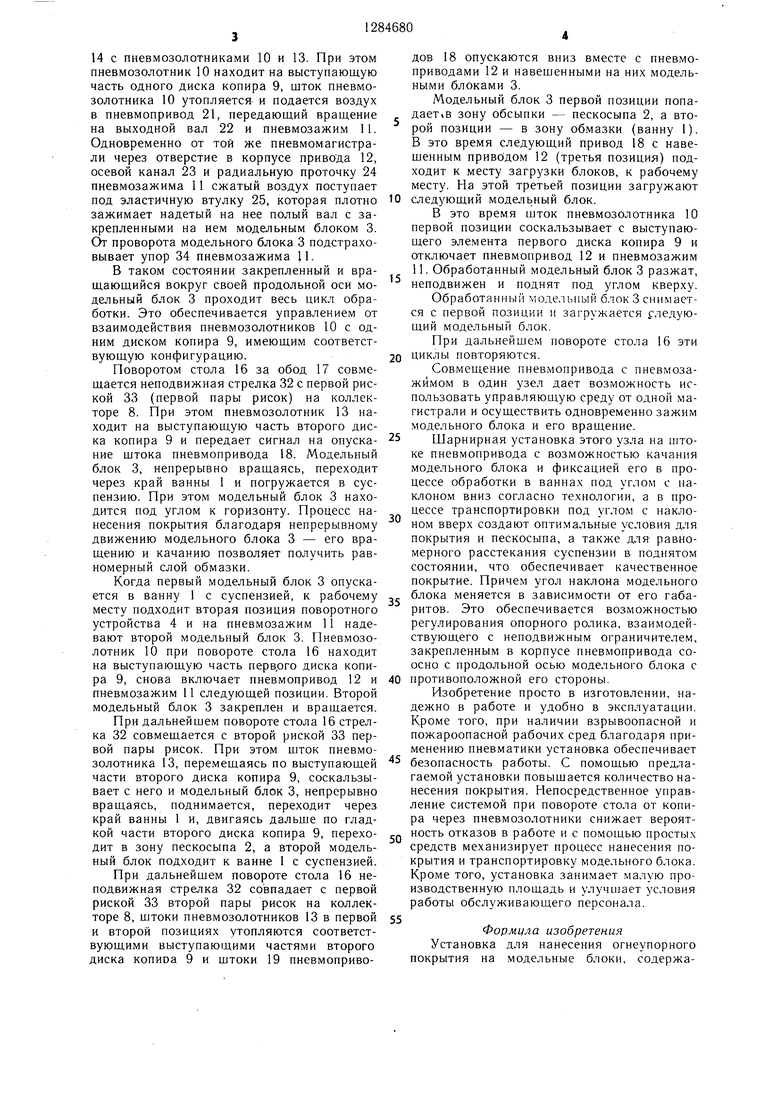
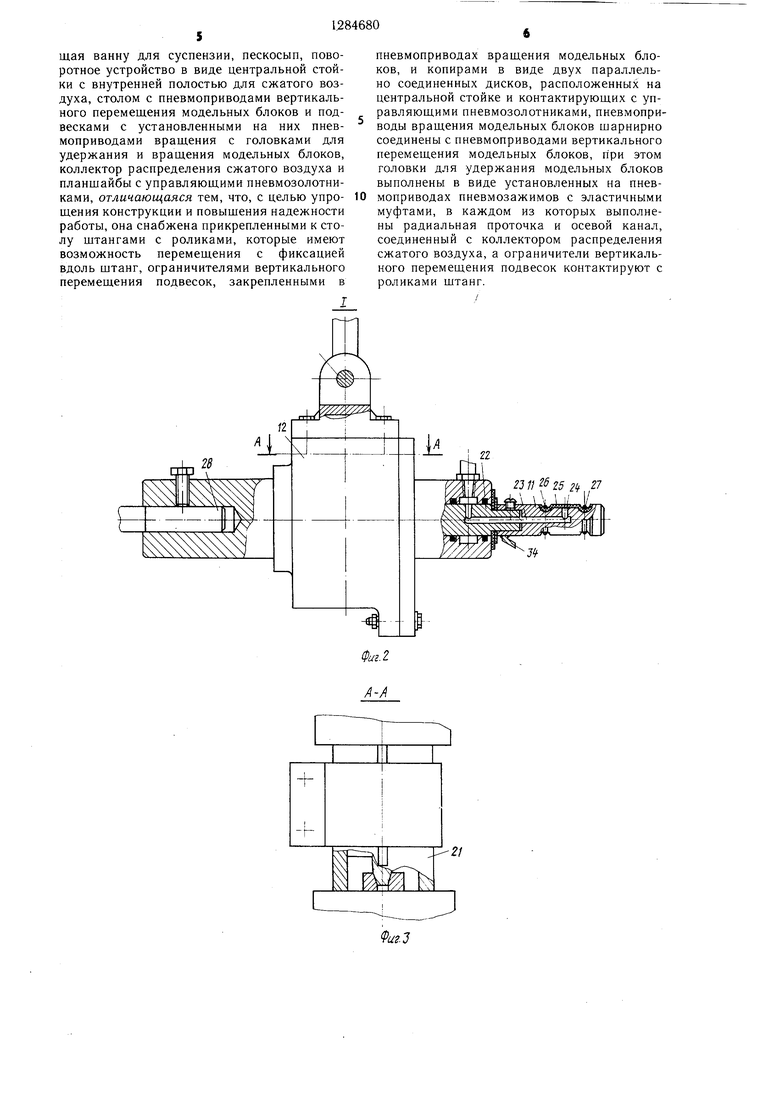
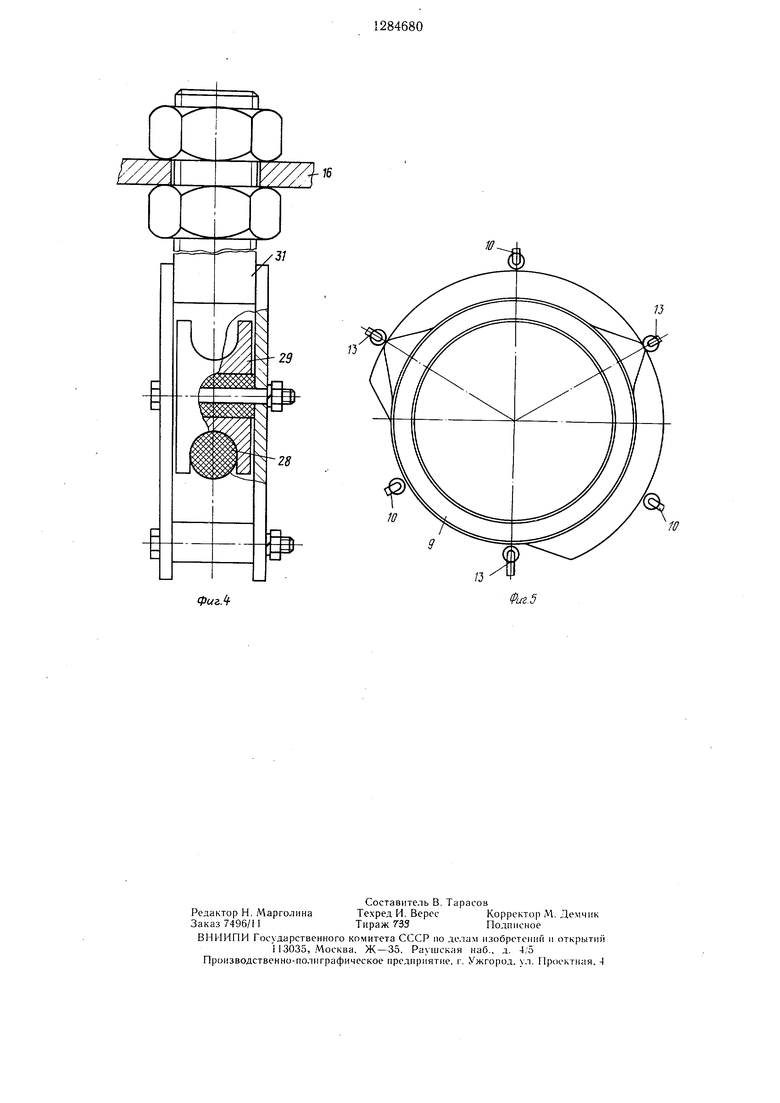
Цель изобретения - упрощение конструк- ции и повышение надежности работы. На фиг.1 изображена установка, общий вид; на фиг.2 - узел I на фиг.1; на фиг.З - сечение А-А на фиг.2; на фиг.4 - штанга с роликом; на фиг.5 - копиры со штоками пневмозолотников.
Установка для изготовления огнеупорный оболочковых форм для точного литья содержит ванну 1 для нанесения суспензии, пескосып 2 для обсыпки песком модельного блока 3 и поворотное устройство 4 карусельного типа с приводами перемеш,е- ния модельного блока 3.
Устройство 4 имеет раму 5, на которой вертикально закреплена центральная стойка 6 с внутренней полостью для передачи сжатого возду.ха через входной ниппель 7, с тру- бопроводами и элементами управления (не показаны), а сверху на стойке 6 расположен коллектор 8 для распределения сжатого воздуха, имеюший возможность вращения вокруг стойки 6. На последней жестко закреплены два копира 9 в виде дисков, сое- диненных обп.1,ей втулкой или выполненные заодно с ней. Верхний и нижний диски копира 9 строго сориентированы один относительно другого.
Взаимное расположение дисков копира 9 и их конфигурация задают траекторию движения модельному блоку 3 по определенной программе.
Конфигурация одного диска копира 9, воздействуя на управляющие пневмозолот- ники 0, обуславливает включение пневмо- зажима 11 для крепления модельного блока 3 и одновременное его вращение через пневмопривод 12 вокруг продольной оси. Конфигурация другого диска копира 9, воздействуя на пневмозолотники 13, обуславливает качание модельного блока 3; его опус- кание при погружении в ванну 1 и пескосып 2 и подъем из них. Пневмозолотники 10 и 13 закреплены на нижней поверхности планшайбы 14, которая закреплена на ступице 15, расположенной на стойке 6, с возможностью поворота вокруг нее. На верхнем торце ступицы 15 закреплен стол 16 с ободом 17 по периметру. Закрепление на ступице 15 планишйбы 14 с пневмозолотника- ми 10 и 13 и стола 16 с закрепленным на нем коллектором 8 обеспечивает их соос- ное вращение.
На верхней поверхности стола 16 размещены вертикально, равномерно по периметру стола 16 пневмоприводы 18 (но меньшей мере их Три, штоки 19 которых через отверстия в столе 16 направлены вертикально вниз и имеют возвратно-поступательное движе ше. На нижнем конце штока 19 на подвеске 20, имеющей возможность качания, расположен
0 5
0
5
0
5
5
0
пневмопривод 12 со щтуцером подвода сжатого воздуха, связаннэ1м с управляющей пневматикой через трубопроводы и коллектор 8. В пневмоприводе 12 расположен вращающийся от него консольный вал 22 в радиальном направлении по отнощению к оси стойки 6. На валу 22 закреплен пневмо- зажим 11, наружный диаметр которого на 0,4-0,6 мм меньше в} утреннего диаметра полого вала модельного блока 3. Пневмо- зажим 11 связан осевым каналом 23 и сквозной радиальной проточкой 24 через канал в выходном валу пневмопривода 12 с управляющей пневматикой (трубопроводы и элементы управления не показаны). По наружному диаметру пневмозажима 11 в зоне проточки 24 надета эластичная втулка 25, на- ру.жный диаметр которой должен быть равен наружному диаметру пневмозажима 11. Втулка 25 по концам закреплена хомутами 26, расположенными в специальных канавках 27 пневмозажима 1 1 так, что наружные габариты хомутов 26 меньи е размера наружного диаметра зажима 11 или равны ему. На пневмозажим 1 консольно надевается полый вал с модельным блоком 3. Подвешенный таким образом модельный блок 3 на валу 22 привода 12, удерживаемый пневмозажимом 11, опирается неподвижным ограничителем 28.. расположенным соосно с вращающимся валом 22, но с противоположной стороны, и закрепленным в корпусе привода 12, на ролик 29, установленный с возможностью вращения на оси 30, закрепленной в вильчатом конце П1танги 31. Штанга 31 жестко закреплена на нижней поверхности стола 16. Таки.м образом, модельный блок 3 располагается под углом к горизонту в ванне 1 или пескосыпе 2.
Для удобства обслуживания на неподвижной центральной стойке 6 закреплена стрелка 32, совмещающаяся при повороте стола 16 вместе с коллектором 8 и пневмо- золотниками 10 и 13 поочередно с тремя парами рисок 33 на коллекторе 8, в каждой паре рисок 33 совмещение стрелки с одной из них соответствует опусканию, а совмещение с другой -- подъему модельного блока 3. На пневмозажиме 11 жестко закреплен упор 34 от проворачивания модельного блока 3.
Установка работает следующим образо.м.
К входному ниппелю 7 на стойке 6 подводят сжатый воздух давлением 4-5 атм от цеховой магистрали.
На рабочем месте (в первой позиции) на пневмозажим 11, закрепленный на выходном валу 22 привода 12, надевают модельный блок 3, при этом L1JTOK 19 пневмопривода 18 занимает крайнее верхнее положение и вал 22 привода 12 с пневмозажимом 11 поднят вверх, поэтому модельный блок 3 надежно удерживается на валу 22. За обод 17 поворачивают стол 16, вместе с последним поворачивается и планшайба
14 с пневмозолотниками 10 и 13. При этом пневмозолотник 10 находит на выступающую часть одного диска копира 9, шток пневмо- золотника 10 утопляется и подается воздух в пневмопривод 21, передающий вращение на выходной вал 22 и пневмозажим 11. Одновременно от той же пневмомагистра- ли через отверстие в корпусе привода 12, осевой канал 23 и радиальную проточку 24 пневмозажима 11 сжатый воздух поступает
ДОН 18 опускаются вниз вм приводами 12 и навещенными ными блоками 3.
Модельный блок 3 первой дает.в зону обсыпки - песко рой позиции - в зону обма В это время следующий при шенным привбдом 12 (третья ходит к месту загрузки блок месту. На этой третьей позиц
под эластичную втулку 25, которая плотно Ю следующий модельный блок.
В это время шток пневм первой позиции соскальзывае щего элемента первого диск отключает пневмопривод 12 и П. Обработанный модельный неподвижен и поднят под
15
зажимает надетый на нее полый вал с закрепленными на нем модельным блоком 3. От проворота модельного блока 3 подстраховывает упор 34 пневмозажима 11.
В таком состоянии закрепленный и вращающийся вокруг своей продольной оси модельный блок 3 проходит весь цикл обработки. Это обеспечивается управлением от взаимодействия пневмозолотников 10 с одним диском копира 9, имеющим соответствующую конфигурацию.
Поворотом стола 16 за обод 17 совмещается неподвижная стрелка 32 с первой риской 33 (первой пары рисок) на коллекторе 8. При этом пневмозолотник 13 находит на выступающую часть второго диска копира 9 и передает сигнал на опуска- ние щтока пневмопривода 18. Модельный блок 3, непрерывно вращаясь, переходит через край ванны 1 и погружается в суспензию. При этом модельный блок 3 находится под углом к горизонту. Процесс нанесения покрытия благодаря непрерывному движению модельного блока 3 - его вращению и качанию позволяет получить равномерный слой обмазки.
Когда первый модельный блок 3 опускаВ это время шток пневмозолотника 10 первой позиции соскальзывает с выступающего элемента первого диска копира 9 и отключает пневмопривод 12 и пневмозажим П. Обработанный модельный блок 3 разжат, неподвижен и поднят под углом кверху.
Обработанный модельный блок 3 снимается с первой позиции и загружается следующий модельный блок.
При дальнейшем повороте стола 16 эти 20 циклы повторяются.
Совмещение пневмопривода с пневмоза- жймом в один узел дает возможность использовать управляющую среду от одной магистрали и осуществить одновременно зажим модельного блока и его вращение.
Шарнирная установка этого узла на штоке пневмопривода с возможностью качания модельного блока и фиксацией его в процессе обработки в ваннах под углом с наклоном вниз согласно технологии, а в процессе транспортировки под углом с наклоном вверх создают оптимальные условия для покрытия и пескосыпа, а также для равномерного расстекания суспензии в поднятом состоянии, что обеспечивает качественное покрытие. Причем угол наклона модельного
30
ется в ванну 1 с суспензией, к рабочему-.с блока меняется в зависимости от его габа- месту подходит вторая позиция поворотногоритов. Это обеспечивается возможностью устройства 4 и на пневмозажим 11 наде-регулирования опорного ролика, взаимодей- вают второй модельный блок 3. Пневмозо-ствующего с неподвижным ограничителем, лотник 10 при повороте стола 16 находитзакрепленным в корпусе пневмопривода со- на выступающую часть перврго диска копи-осно с продольной осью модельного блока с ра 9, снова включает пневмопривод 12 и40 противоположной его стороны, пневмозажим 11 следующей позиции. ВторойИзобретение просто в изготовлении, на- модельный блок 3 закреплен и вращается.дежно в работе и удобно в эксплуатации. При дальнейшем повороте стола 16 стрел-Кроме того, при наличии взрывоопасной и ка 32 совмещается с второй риской 33 пер-пожароопасной рабочих сред благодаря привой пары рисок. При этом шток пневмо-менению пневматики установка обеспечивает золотника 13, перемещаясь по выступающей безопасность работы. С помощью предла- части второго диска копира 9, соскальзы-гаемой установки повыщается количество на- вает с него и модельный блок 3, непрерывнонесения покрытия. Непосредственное управ- вращаясь, поднимается, переходит черезление системой при повороте стола от копи- край ванны 1 и, двигаясь дальше по глад-ра через пневмозолотники снижает вероят- кой части второго диска копира 9, перехо-CQ ность отказов в работе и с помощью просты.х
дит в зону пескосыпа 2, а второй модельный блок подходит к ванне 1 с суспензией. При дальнейшем повороте стола 16 неподвижная стрелка 32 совпадает с первой риской 33 второй пары рисок на коллекторе 8, штоки пневмозолотников 13 в первой 55 и второй позициях утопляются соответствующими выступающими частями второго диска копиоа 9 и штоки 19 пневмопривосредств механизирует процесс нанесения покрытия и транспортировку модельного блока. Кроме того, установка занимает малую производственную площадь и улучшает условия работы обслуживающего персона.та.
Формула изобретения Установка для нанесения огнеупорного покрытия на модельные блоки, содержаДОН 18 опускаются вниз вместе с пневмоприводами 12 и навещенными на них модельными блоками 3.
Модельный блок 3 первой позиции попадает.в зону обсыпки - пескосыпа 2, а второй позиции - в зону обмазки (ванну 1). В это время следующий привод 18 с навешенным привбдом 12 (третья позиция) подходит к месту загрузки блоков, к рабочему месту. На этой третьей позиции загружают
следующий модельный блок.
следующий модельный блок.
5
В это время шток пневмозолотника 10 первой позиции соскальзывает с выступающего элемента первого диска копира 9 и отключает пневмопривод 12 и пневмозажим П. Обработанный модельный блок 3 разжат, неподвижен и поднят под углом кверху.
Обработанный модельный блок 3 снимается с первой позиции и загружается следующий модельный блок.
При дальнейшем повороте стола 16 эти 0 циклы повторяются.
Совмещение пневмопривода с пневмоза- жймом в один узел дает возможность использовать управляющую среду от одной магистрали и осуществить одновременно зажим модельного блока и его вращение.
Шарнирная установка этого узла на штоке пневмопривода с возможностью качания модельного блока и фиксацией его в процессе обработки в ваннах под углом с наклоном вниз согласно технологии, а в процессе транспортировки под углом с наклоном вверх создают оптимальные условия для покрытия и пескосыпа, а также для равномерного расстекания суспензии в поднятом состоянии, что обеспечивает качественное покрытие. Причем угол наклона модельного
0
блока меняется в зависимости от его габа- ритов. Это обеспечивается возможностью регулирования опорного ролика, взаимодей- ствующего с неподвижным ограничителем, закрепленным в корпусе пневмопривода со- осно с продольной осью модельного блока с противоположной его стороны, Изобретение просто в изготовлении, на- дежно в работе и удобно в эксплуатации. Кроме того, при наличии взрывоопасной и пожароопасной рабочих сред благодаря применению пневматики установка обеспечивает безопасность работы. С помощью предла- гаемой установки повыщается количество на- несения покрытия. Непосредственное управ- ление системой при повороте стола от копи- ра через пневмозолотники снижает вероят- ность отказов в работе и с помощью просты.х
средств механизирует процесс нанесения покрытия и транспортировку модельного блока. Кроме того, установка занимает малую производственную площадь и улучшает условия работы обслуживающего персона.та.
Формула изобретения Установка для нанесения огнеупорного покрытия на модельные блоки, содержащая ванну для суспензии, пескосып, поворотное устройство в виде центральной стойки с внутренней полостью для сжатого воздуха, столом с пневмоприводами вертикального перемещения модельных блоков и подвесками с установленными на них пневмоприводами вращения с головками для удержания и вращения модельных блоков, коллектор распределения сжатого воздуха и планшайбы с управляющими пневмозолотни- ками, отличающаяся тем, что, с целью упрощения конструкции и повышения надежности работы, она снабжена прикрепленными к столу щтангами с роликами, которые имеют возможность перемещения с фиксацией Вдоль штанг, ограничителями вертикального перемещения подвесок, закрепленными в
пневмоприводах вращения модельных блоков, и копирами в виде двух параллельно соединенных дисков, расположенных на центральной стойке и контактирующих с управляющими пневмозолотниками, пневмоприводы вращения модельных блоков шарнирно соединены с пневмоприводами вертикального перемещения модельных блоков, при этом головки для удержания модельных блоков выполнены в виде установленных на пневмоприводах пневмозажимов с эластичными муфтами, в каждом из которых выполнены радиальная проточка и осевой канал, соединенный с коллектором распределения сжатого воздуха, а ограничители вертикального перемещения подвесок контактируют с роликами штанг.
27
Фиг.2 А-А
/J
фигЛ
Фиг-5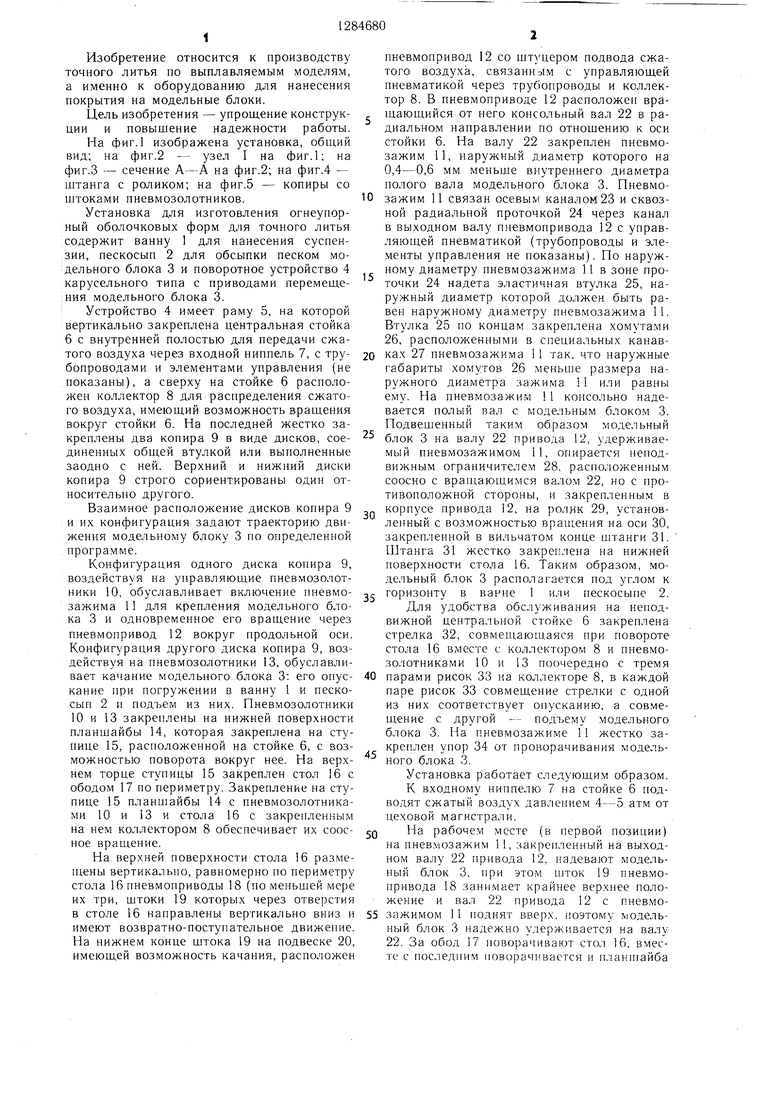
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ИЗДЕЛИЯ | 1972 |
|
SU351633A1 |
| Манипулятор для нанесения огнеупорных покрытий при изготовлении крупногабаритных литейных форм по выплавляемым моделям | 1983 |
|
SU1180150A1 |
| Автоматическая линия для выбивки металлической губки из стаканов | 1975 |
|
SU523140A1 |
| Линия формирования садки сырца-кирпича на печную вагонетку | 1987 |
|
SU1412975A1 |
| Установка для изготовления керамических форм | 1976 |
|
SU662245A1 |
| Роторная машина для прессования порошкообразных материалов | 1988 |
|
SU1629156A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ТАРЫ В ПОЗИЦИЮ УКЛАДКИ ИЗДЕЛИЙ И ВЫДАЧИ ЕЕ ПОСЛЕ НАПОЛНЕНИЯ | 2003 |
|
RU2248314C2 |
| Кондуктор для сборки решетчатых ферм | 1978 |
|
SU767324A1 |
| Устройство для обработки листового материала | 1988 |
|
SU1523230A1 |
| Автомат мерной резки и зачистки скрученных пар проводов | 1987 |
|
SU1520615A1 |
Изобретение относится к производству точного литья по выплавляемым моделям. Цель изобретения - упрощение конструкции и повышение надежности работы. Установка для нанесения огнеупорного покрытия на модельные блоки 3 выполнена карусельного типа и содержит ванну 1 для суспензии, пескосып 2 и центральную стойку 6 с подвесками 20, которые с помощью пневмоприводов 18 могут подниматься и опускаться под углом к центральной стоике 6 с регулированием угла подъема ограничителем 28. На подвесках 20 закреплены пневмоприводы 12 и головки с пневмозажимами для удержания и вращения модельных блоков 3. Коллектор 8 и копиры 9 с управляющими пневмозолотниками 10 и Гз служат для автоматического проведения операций подъема, опускания, качания и вращения модельных блоков 3. Поворот карусельного стола 16 осуществляется вручную. Шарнирное закрепление на щтоке пневмопривода 18 подвески 20, введение регулируемого ограничителя 28 и автоматизация операций погружения, качания и вращения модельного блока 3 упрощают систему управления. 5 ил. . (Л Ю Ю оо 4 О5 00 Фиг.Т 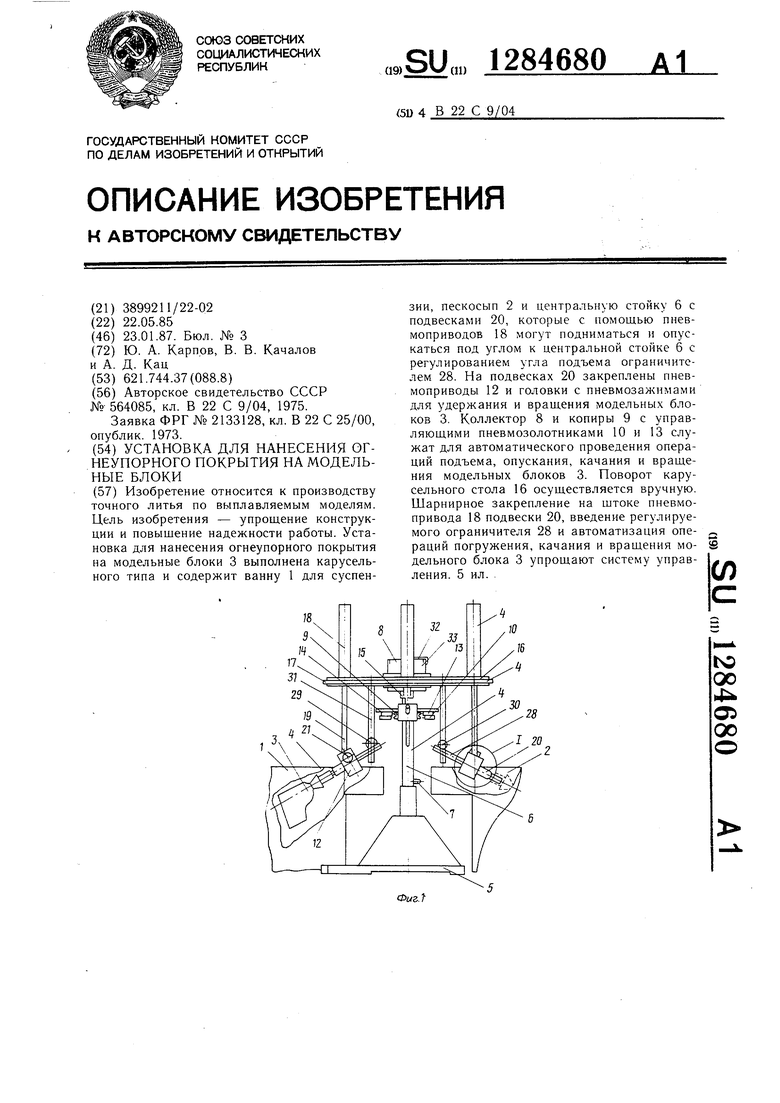
| Установка для нанесения керамического покрытия на блок выплавляемых моделей | 1975 |
|
SU564085A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| ЦЕНТРОБЕЖНЫЙ НАСОС ДЛЯ ВСПОМОГАТЕЛЬНОГО КРОВООБРАЩЕНИЯ | 1997 |
|
RU2133128C1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
