(54) УСТРОЙСТВО ДЛЯ РЕЗКИТРУБ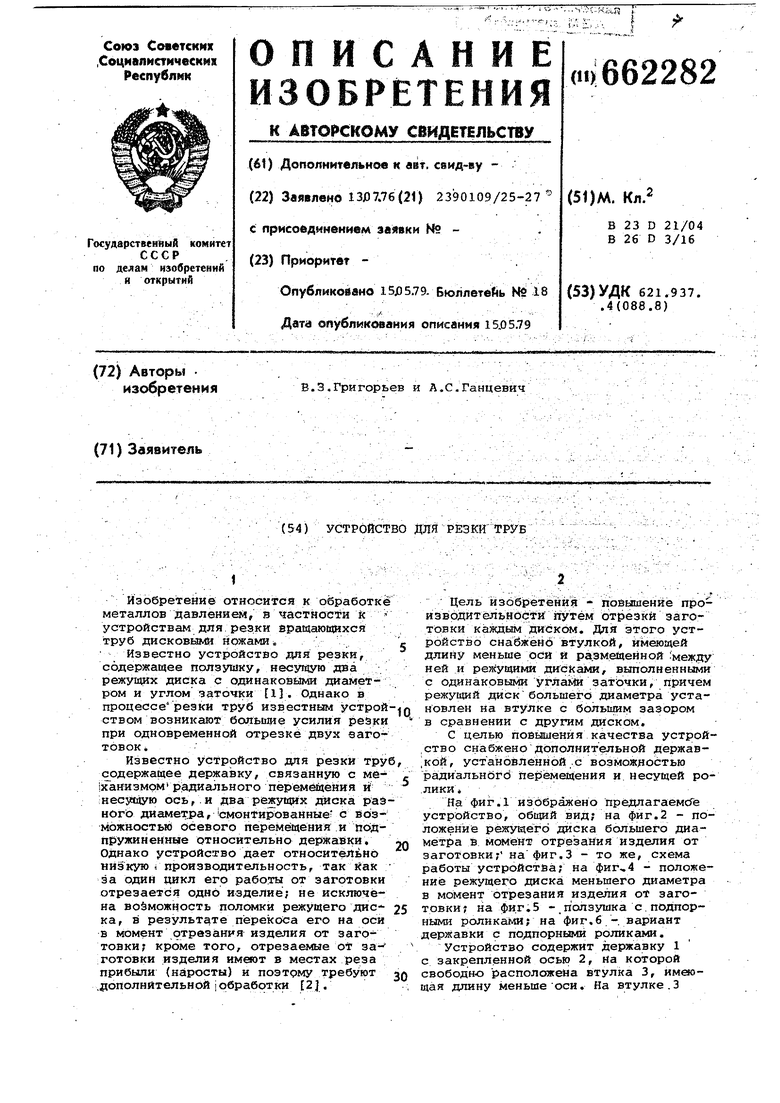
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ резки труб и устройство для его осуществления | 1988 |
|
SU1637962A1 |
| Устройство для резки труб | 1988 |
|
SU1676758A1 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕГО ОТРЕЗАНИЯ КОЛЬЦЕВЫХ ЗАГОТОВОК НА ТОКАРНОМ СТАНКЕ | 1992 |
|
RU2049596C1 |
| Автомат для резки труб | 1981 |
|
SU977117A1 |
| Устройство для резки труб | 1983 |
|
SU1119791A1 |
| Устройство для отрезки трубчатых заготовок | 1984 |
|
SU1258314A3 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ из ПРОВОЛОКИ ДЕТАЛЕЙ, ИМЕЮЩИХ ФОРМУ СТЕРЖНЯ С ПРОФИЛЬНЫМ КОНЦОМ | 1971 |
|
SU311692A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ РУЛОНОВ ИЗОЛЯЦИОННОЙ ЛЕНТЫ | 1997 |
|
RU2122936C1 |
| Станок для резки труб | 1989 |
|
SU1787075A3 |
| ОСНАСТКА ТОКАРНОГО СТАНКА ДЛЯ ОБРАБОТКИ ТРУБ | 2010 |
|
RU2450895C2 |
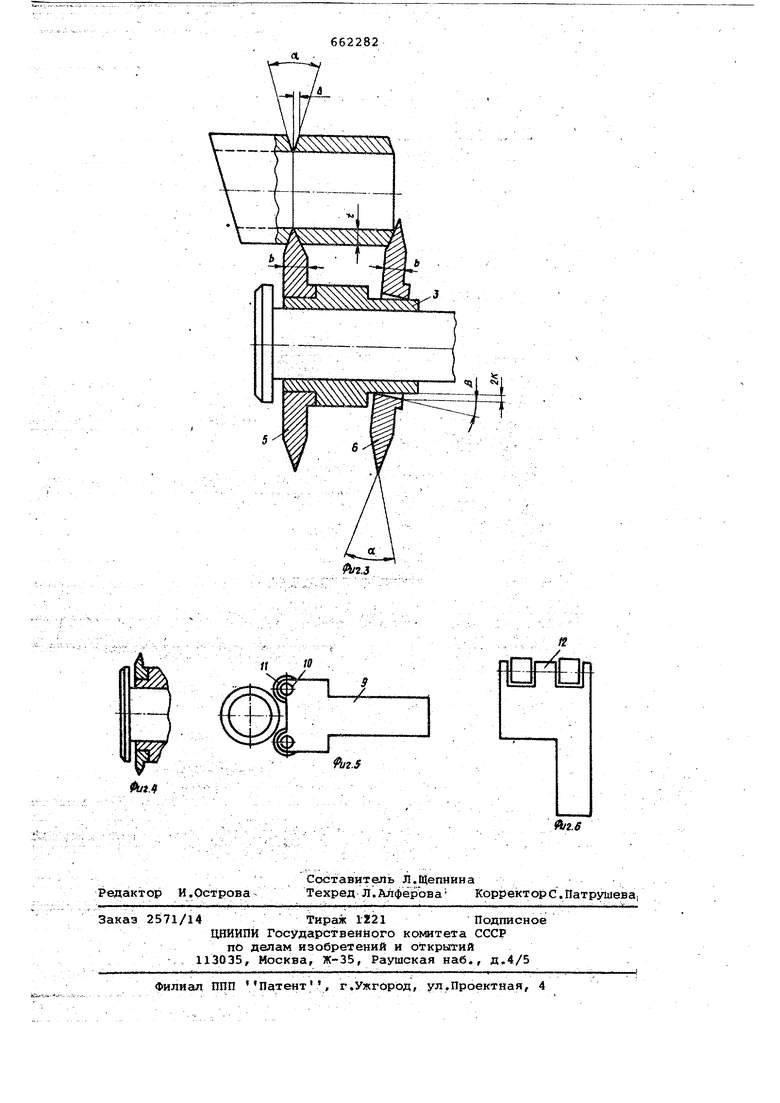
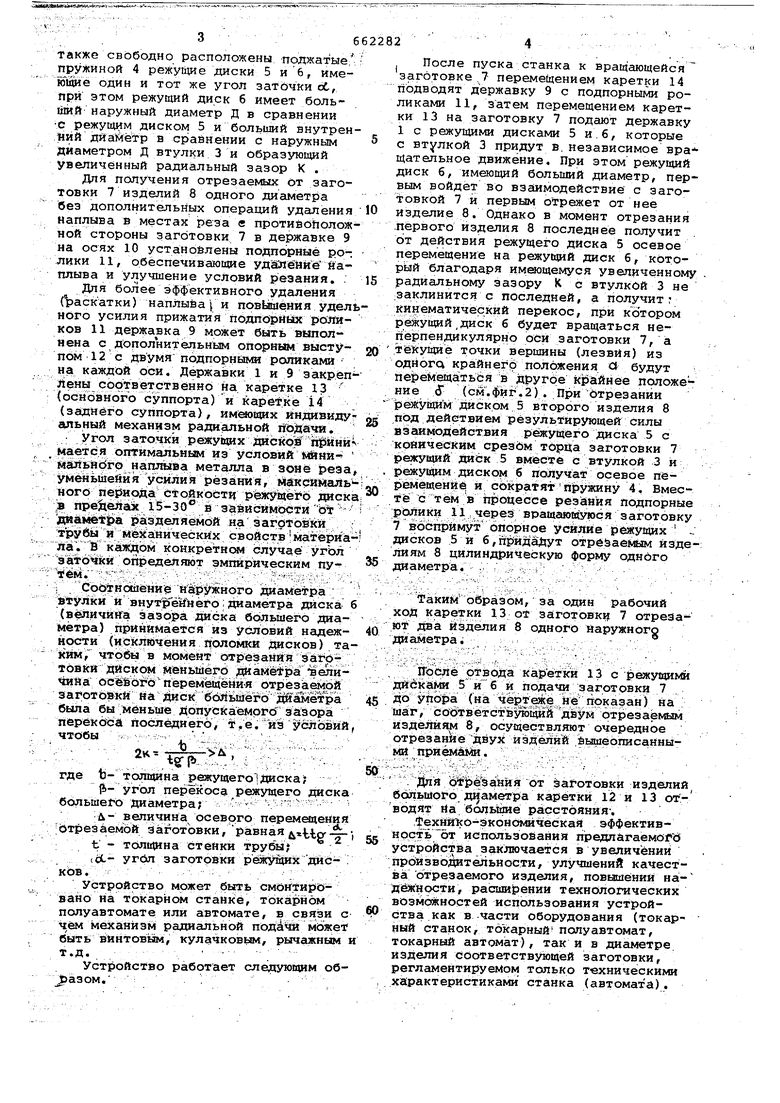
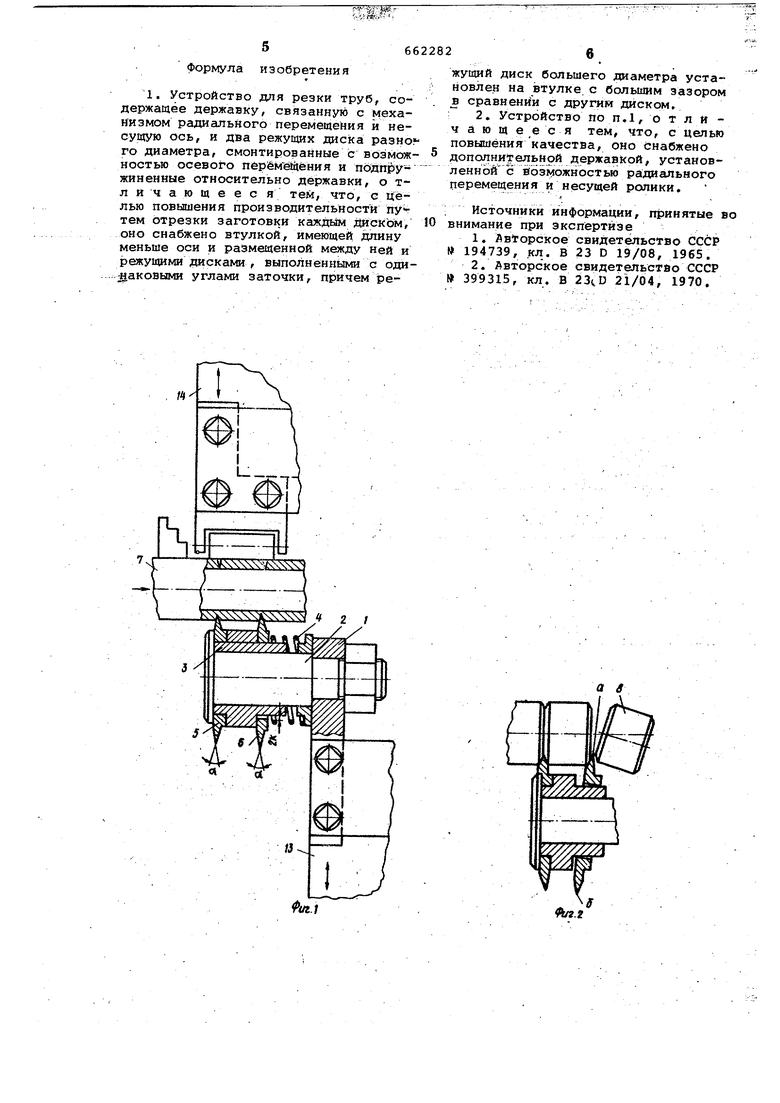
- . Изобретение относится к обработк металлов давлением, в частности k устройствам для резки вращающихся труб дисковыми ножами i Известно устройство для резки, содержащее ползушку, насуи ую два режудах диска с одинаковыми диаметром и углом заточки Ц. Однако в процессе резки труб известным устрой ством возникают больище усилия резки при одновременной отрезке двух вагоTOBOKiИзвестно устройство для резки тру содержащее державку, связанную с ме1ханизмрмрадиального перемещения ri иecJaдyю ось, и два режущих диска paS ногЬ диаметра, «монтированные с возможностыб осевого перемещения и подпружиненные относительно державки, однако устройство дает относительно низкую i производител:ьнооть, так йак за один цикл его работы от заготовки отрезается одно изделие; не исключена возможность поломки режущего диска, в результате перекоса его на оси в момент отрезания изделия от заготовки; кроме того, отрезаемые оТ заготовки изделия имеют в местах реза прибыли (наросты) и поэтому требуют .дополнительнойiобработки 2. Цель изобретения - повышение производительности путём отреэкй заготовки каждым диском. Дпя этого устройство сна15жён6 втулкой, Имеющей длину меньше оси и размещенной :между ней и режущими дисками, выполненными с одинаковыми углайй заточки, причем режущий дискбольшего диаметра установлен на втулке с большим зазором в сравнении с другим диском. С целью повышения качества устрой.ство снабжено дополнительной держав кой, установленной .с возможностью радиальнОгд пе зёмещения и. несущей ро,лики 4 На фиг. 1 изображено предлагаемсГе устройство, общий вид; на фиг.2 - положение режущего диска большего диаметра S Момент отрезания изделия от заготовки; нафиг.3 - то же, схема работы устройства; на фиг,4 - положение режущего диска меньшего диаметра в момент отрезания изделия от заготовки; на фиг.5 - ползушка с.подпорными роликами; на фиг.б-. вариант державки с подпорными роликами. Устройство содержит державку 1 с закрепленной осью 2, На которой свободно расположена втулка 3, имвощая длину меньшеОСИ. На втулке.3 также свободно расположены поллатые пружиной 4 ревущие диски 5 иб, имеюШе один и тот же угол заТочки ot, при этом режущий диск б имеет 6оль 1ТШИ наружный диаметр Д в сравнении с режуцц м диском 5 и больший внутрен 1ний диаметр в сравнении с наружным диаметром Д втулки 3 и образующий увеличенный радиальный зазор К . Для получения отрезаемых от заготовки 7 изделий 8 одного диаметра без дополнительных операций удаления наплыва в местах реза в противополож ной стороны заготовки 7 в державке 9 на осях 10 устаноёлены подпорные ролики 11, обеспечивающие удсКИёМйё йаплыва и улучшение условий резания. . Для более эффективного удаления (аскатки) наплыва и повЬиа няя удел ного усилия прижатия подпорйах роМйков 11 державка 9 может быть выполнена с дополнительным опорным выступом 12с двумя подпорнаья роликами на каждой оси. Державки 1 и 9 эакрёп йены соответственно на каретке 13 (основного суппорта) и kapetke 14 (заднего суппорта), имШ)щих индивиду альный Механизм радиальной tK ji&4Si. Угол заточки режущих дисков пpини мается оптимальным из условий мини мальндго наплыва металла в зоне реэа уменьшейия усилия резания, vt&KCVMaJib ного периода стойкости режущего диск ,в пре 1елах 15-30 в зависимостиот дааметра разделяемой на заготоаки трубы и механических свойствматериа ла. В каждом конкретном случае угол заточки определяют эмпирическим путем. Соотношение наружного диаметра втулки и внутрейнего диаметра диска (величина зазора диска большего диаметра) принимается из условий надежности (исключения поломки дисков) та ким, чтобы в момент отрезания заготовки Диском меньшего диаметра вели гана осё§ого перемещени-я отрезаемой заготовки на диск большего дйаметра была бы меньше допускаемого зазора перекоса последнего, т.е. из условий чтобы , где Ъ- толщина режущего диска; fit- угол перекоса режущего диска большего диаметра; :/ Д- величина осевого перемацени /Ътрезаемой заготовки, равная j itlp-t - толщина стенки трубы (Ct- угйл заготовки режущих дасКОВ.. : (... Устройство может е5ыть смойтировано на токарном станке, токарйом полуавтомате или автомате, в связи чём механизм радиальной подаШ быть вййтовьЫ, кулачковым, рычажным т.д., Устройство работает следующим об )a3OM. . ,.
662282 После пуска станка к вращающейся заготовке ,7 переме(цением каретки 14 подводят державку 9 с подпорными роликами 11, затем перемещением каретки 13 на заготовку 7 подают державку 1 с режущими дисками 5 и.б, которые с втулкой 3 придут в. независимое вра щательное движение. При этом режущий диск б, имеющий больший диаметр, первым войдет во взаимодействие с заготовкой 7 и первым отрежет от нее изделие 8. Однако в момент отрезания .первого изделия 8 последнее получит 6т действия режущего диска 5 осевое перемещение на режущий диск б, которйй благодаря и;меющемуся увеличенному . радиальному зазору К с втулкой 3 не ;3аклинится с последней, а получит : кинематический перекос, при кЬтором режущий,диск б будет вращаться непе рпендикулярно оси заготовки 7, а Текущие точки вершины (лезвия) из одйога крайнего положения О будут переЯещ&тьЬй вдругбе Крайнее положа ни е б (см. фи г. 2) . При Отрез анйи рёясуйим дискрм.5 второго изделия 8 под Д ей ет вй ем р ё з ьт ирующей силы взаимодействия рёжуЩего диска 5 с койическимсрезбм торца заготовки 7 режущий Диск 5 вместе с втулкой 3 и режу|да1М диском 6 получат осевое перемещен и сократят пружину 4. Вместе с тем в процессе резайия подпорные рЪлиКй 11,через вращающуюся заготовку 7 воспримутопорное Усйлвие режущих / дисков 5 и б,придадут отрб&аемим йзде-: ЛИЯМ 8 цилиндрическую форму одного диаметра. Таким образом, за один рабочий ход каретки 13 от заготовку 7 отрезают два изделия 8 одного наружного диаметра. ЕГосле отвода каретки 13 с режущиьш дйдками 5 и б и подачи заготовки 7 до упора (на не показан) на шаг, соответствуюьщй двум отрезаемым изделиям 8, осуществляют очередное отрезан)ае двух изделий йышеописаннымй прием 1/1и. Для о резанйя от заготовки изделий большого диаметра каретки 12 и 13 отводят йа болшие расстояния-. Техни со-экономическаЯ эффектив о° ь от использования предлагаемогс устройства заключается в увеличении производительности/ улучшений качества отрезаемого изделия, повышений Haiдё:1К1 ости, расширении технологических возможностей использования устройства как в части оборудования (Токарный станок, токарный полуавтомат, токарный автомат), так и в диаметре йзДелия соответствующей заготовки, регламентируемом только техническими характеристиками станка (автомата) .
Формула изобретения
жущий диск большего диаметра установлен на втулке с большим зазором в сравнении с другим диском, ; 2. Устройство поп.1, о т ли чающееся тем, что, с целью повышения качества, оно снабжено дополнительной державкой, установленной с возможностью радиального перемещения и несущей ролики.
; Источники информации, принятые во внимание при экспертизе
а в
Л«.г
Й/г,.У
