Описываемое устройство относится к области обработки деталей методом пластической деформации в холодном состоянии и предназначено для изготовления деталей стреловидной формы.
Известно устройство для изготовления из проволоки деталей, имеющих форму стержня с профилированным концом, содержащее механизмы подачи и правки проволоки, механизмы отрезки заготовки, механизм переноса заготовки на рабочую позицию и механизм формирования конца заготовки. Однако это устройство не обеспечивает точной ориентации заготовки перед формированием конца ее.
Описываемое устройство отличается от известного тем, что с целью повышения производительности и обеспечения возможности изготовления деталей со стреловидной формой конца, оно снабжено механизмом ориентации заготовок, установленным на выходе механизма переноса заготовок и выполненным в виде вмонтированной в основание втулки-матрицы с фиксирующими заготовку подпружиненными шариками, расположенными в предусмотренных во втулке-матрице радиальных пазах, и соосно установленных внутри втулки-матрицы выталкивателя, контактирующего с шариками, и взаимодействующего с ним подпружиненного толкателя. При этом механизм формирования конца заготовки выполнен в виде установленной на основании с возможностью возвратно-поступательного движения относительно втулки-матрицы каретки, несущей цилиндрическую головку с закрепленными внути нее
призматическими кулачками, выполненными в виде усеченных пирамид и образующими заданный профиль конца заготовки.
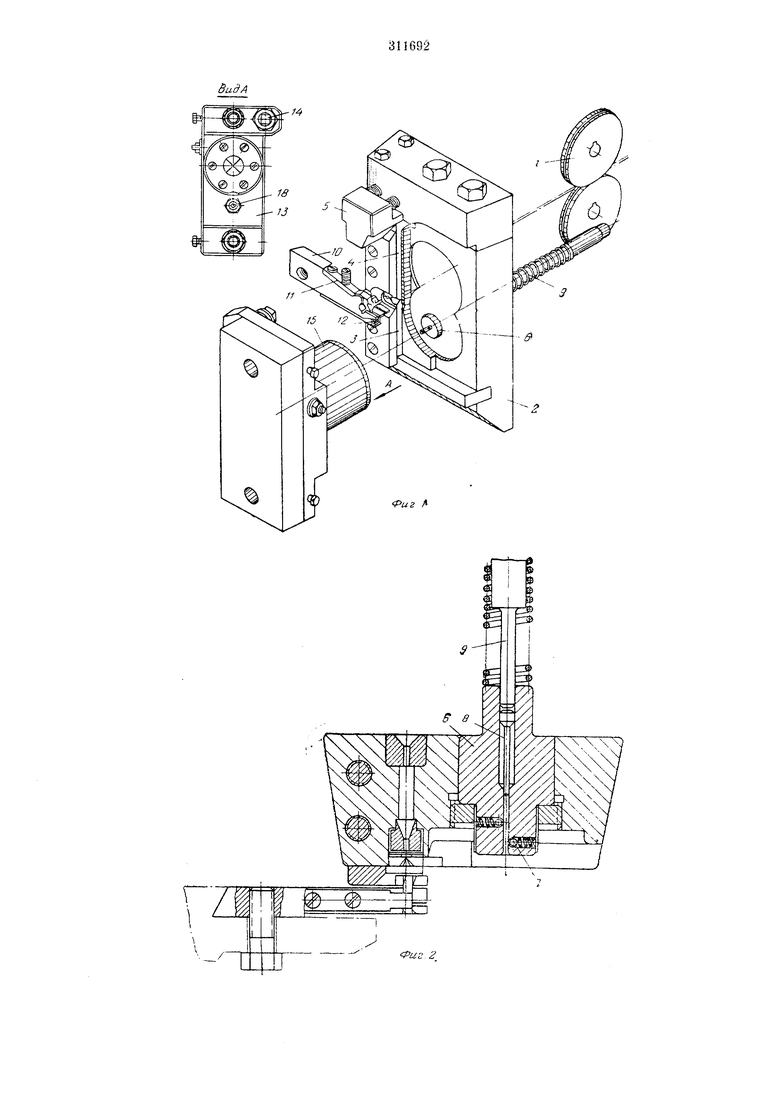
На фиг. 1 схематически изображено описываемое устройство, общий вид; на фиг. 2 -
механизм ориентации заготовки; на фиг. 3 - механизм формирования конца заготовки.
Устройство для изготовления из проволоки деталей содерл :ит механизм подачи проволоки, содержащий шесть пар роликов, плоскости
вращения которых расположены под углом 90° по отнощению друг другу, механизм мерной подачи проволоки в виде двух профильных дисков 1, основания 2, в котором вмонтированы неподвижный 3 и подвижный 4 отрезные
ножи, режущие кромки которых имеют профильную заточку, благодаря чему при отрезке заготовки на одном ее конце образуется острие. Привод подвил ного нолса выполнен в виде подпрулчиненного клина 5. Б центральной части основания вмонтирована втулкаматрица 6, внутри которой в предусмотренных пазах распололчбны шесть подпружиненных шариков - фиксаторов 7 и соосно установленные во втулке-матрице выталкиватели 8 Механизм переноса отрезанной заготовки на рабочую позицию состоит из державки 10, прижимной подпружиненной планки 11 для удержания отрезанной заготовки и нижней подпружиненной полки 12, служащей для вывода острого конца отрезанной заготовки из профильного ручья отрезных ножей. На каретке основания укреплен блок 13, состоящий из регулируемого винта 14, приводящего в движение клин 5, головки 75 с набором призматических кулачков 16, выполненных в виде усеченных пирамид, число которых принимается равным числу перьев изготовляемой стреловидной детали, и взаимодействующего с ними подпружиненного бойка 17. На блоке укреплен также заталкиватель 18, служащий для заталкивания отрезанной заготовки из механизма переноса во втулку 6 на заданную длину. Работает устройство следующим образом. Нроволока из бунта, пройдя щесть пар правильных роликов, подается на мерную длину профильными дисками под отрезные ножи и одновременно в механизм переноса отрубленной заготовки. При перемещении каретки регулируемый винт ударяет в клин 5, который приводит в движение подвижный отрезной нож до соприкосновения с ненодвижным ножом, происходит отрубка щтучной заготовки от бупта с одновременным образованием на одном ее конце острия благодаря наличию соответствующей профильной заточки отрезных ножей. Отрубленная штучная заготовка переносится механизмом переноса на позицию оформления конца. Нри этом подпружиненная планка 11 удерживает переносимую щтучную заготовку, а подпружиненная полка 12, опускающаяся вместе с заготовкой в момент резки, выводит из ручья ножей острый конец отрубленной заготовки. Заталкиватель 18 заталкивает заготовку ее острым концом во втулку-матрицу 6 с щестью фиксирующими подпружиненными шариками-фиксаторами 7, которые прочно удерживают заготовку строго по оси так, что тупой конец заготовки выступает из втулки на длину, равную длине профильного конца. В целях предотвращения затунления острого конца заготовки в момент заталкивания механизм выталкивания снабжен промежуточным подпружиненным толкателем. При перемещении каретки с блоком 13 головка 15 с призматическими кулачками в виде усеченных пирамид набегает на втулку-матрицу 6 и тупой конец заготовки, оформляет его. Далее толкатель 9 давит на выталкиватель и тот выталкивает готовую деталь. Зате.м цикл повторяется. Предмет изобретения Устройство для изготовления из проволоки деталей, имеющих форму стержня с профильным концом, содержащее смонтированные на основании механизмы подачи и правки проволоки, механизм отрезки заготовки, механизм переноса заготовки на позицию формирования конца заготовки и механизм формирования конца стержня, отличающееся тем, что, с целью повыщения производительности и обеспечения возможности изготовления деталей со стреловидной формой конца, оно снаб кено механизмом ориентации заготовок, установленным на выходе механизма переноса заготовок, и выполненным в виде вмонтированной в основание втулки-матрицы с фиксирующими заготовку подпружиненными шариками, расположенными в предусмотренных во втулке-матрице радиальных пазах, и соосно установленных внутри втулки-матрицы выталкивателя, контактирующего с шариками, и взаилюдействующего с ним подпружиненного толкателя, при этом механизм формирования конца заготовки выполнен в виде установленной на основании с возможностью возвратно-поступательного движения относительно втулки-матрицы каретки, несущей цилиндрическую головку с закренленными внутри нее призматическими кулачками, вьшолненными в виде усеченных пирамид и образующими заданный профиль конца заготовки.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления полупустотелых заклепок | 1991 |
|
SU1819184A3 |
| Автомат для холодной штамповки роликов | 1979 |
|
SU940990A1 |
| Автомат для холодной штамповки | 1981 |
|
SU1002077A1 |
| АВТОМАТ ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1971 |
|
SU307841A1 |
| ЗОЮЗНАЯ \Ь;;,П:НТй^-|?ШМ?04(Ц 1^нЬЛуТЕНД- j | 1972 |
|
SU331839A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ГВОЗДЕЙ | 1992 |
|
RU2019351C1 |
| Штамп последовательного действия | 1984 |
|
SU1196083A1 |
| АВТОМАТ ГОРЯЧЕВЫСАДОЧНЬШ ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ДЕТАЛЕЙ, НАПРИМЕР ГАЕК | 1965 |
|
SU176476A1 |
| Гибочная машина полуавтоматического действия | 1989 |
|
SU1703219A2 |
| Устройство для изготовления осесимметричных полых ступенчатых деталей | 1990 |
|
SU1790463A3 |