Изобретение относится к устройствам токарной обработки изделий и может быть использовано при обработке трубных заготовок и труб для уменьшения их разностенности.
Одним из основных критериев, определяющих качество труб, являются допуски на поперечную разностенность труб, требование на которые могут ограничиваться 5-10% и менее от толщины стенки трубы.
Для обеспечения требуемой точности обработки труб приходиться учитывать причины, вызывающие погрешности обработки, которые определяют точность обрабатываемой детали и точность установки и базирования заготовки на станке.
Способ установки и закрепления заготовок на станке выбирают в зависимости от их размеров, жесткости и требуемой точности обработки. Заготовки с отверстием при высоких требованиях к расположению баз и обрабатываемых поверхностей устанавливают на оправках.
При обработке партии заготовок стремятся сократить потери времени, связанные с выверкой и закреплением заготовки. Для этого применяют механизмы, обеспечивающие одновременную установку заготовки в требуемое для обработки положение и ее зажим.
Известна оснастка токарного станка для обработки труб, содержащая установленный на шпинделе передней бабки плавающий патрон, прижимное устройство, обеспечивающее постоянный контакт трубы и оправки в направлении действия режущего инструмента, при этом инструмент и опорный ролик оправки установлены напротив друг друга с возможностью синхронного перемещения вдоль оси обрабатываемой трубы, оправка смонтирована на консольной державке, установленной на суппорте, контактирует с внутренней поверхностью трубы тремя вращающимися роликами, два из которых расположены напротив инструмента и имеют фиксированное положение, а третий смещен от плоскости действия инструмента к передней бабке, подпружинен и установлен с возможностью свободного перемещения в радиальном направлении (патент РФ №2364473, МПК B23B 31/00, опубл. 20.08.2009 г.) - прототип.
Для быстрой переналадки инструмента при механической обработке труб, отличающихся по внутреннему диаметру на значительную величину, оправка выполнена сборной с быстросъемной инструментальной головкой, которая закреплена осевым винтом на конусной базе оправки.
Данной оправке присущ существенный недостаток, заключающийся в том, что радиальное разжимное усилие между оправкой и трубой передается одним роликом, который обкатывается по внутренней поверхности трубы, геометрические размеры которой, особенно не прошедшей механическую обработку, имеют значительные погрешности. Поэтому в процессе эксплуатации возникают значительные динамические нагрузки в системе, приводящие к вибрациям, к неточностям базирования детали, а следовательно к снижению точности механической обработки, местным нестабильным деформациям и быстрому износу приспособления. Кроме того из-за ограничений, накладываемых внутренним диаметром трубы, в данной конструкции ограничены размеры пружины, что не позволяет использовать пружины с большей потенциальной энергией.
Задачей изобретения является получение точности закрепления обрабатываемого изделия, снижение ударных динамических нагрузок, создание необходимых разжимных усилий.
Технический результат заключается в равномерном распределении усилий закрепления, при которых значительно нивелируются внутренние геометрические погрешности поверхности трубы, использовании пружины с необходимой потенциальной энергией, размеры которой не ограничены внутренним диаметром трубы.
Указанный технический результат достигается тем, что оснастка токарного станка для обработки труб, содержащая установленный на шпинделе передней бабки плавающий патрон и смонтированную на консольной державке, установленной на суппорте, разжимную оправку, на которой базируется по внутренней поверхности труба, при этом базовая поверхность оправки контактирует с трубой в одной плоскости с режущим инструментом, проходящей перпендикулярной оси трубы, она снабжена предназначенными для базирования внутренней поверхности трубы шариками, равномерно установленными в сепараторе, имеющими возможность перемещения в радиальном направлении с опорой на две конусные поверхности, конструктивно объединенные с втулками, имеющими возможность свободного перемещения относительно друг друга в осевом направлении и механизмом для регулирования расстояния, при этом указанная пружина установлена посредством пружины, создающей усилие в радиальном направлении с возможностью регулирования осевого усилия и преобразования его в радиальное посредством указанных конусных поверхностей и шариков.
Работа устройства поясняется с помощью приведенных схем.
Фиг.1 - общий вид оснастки.
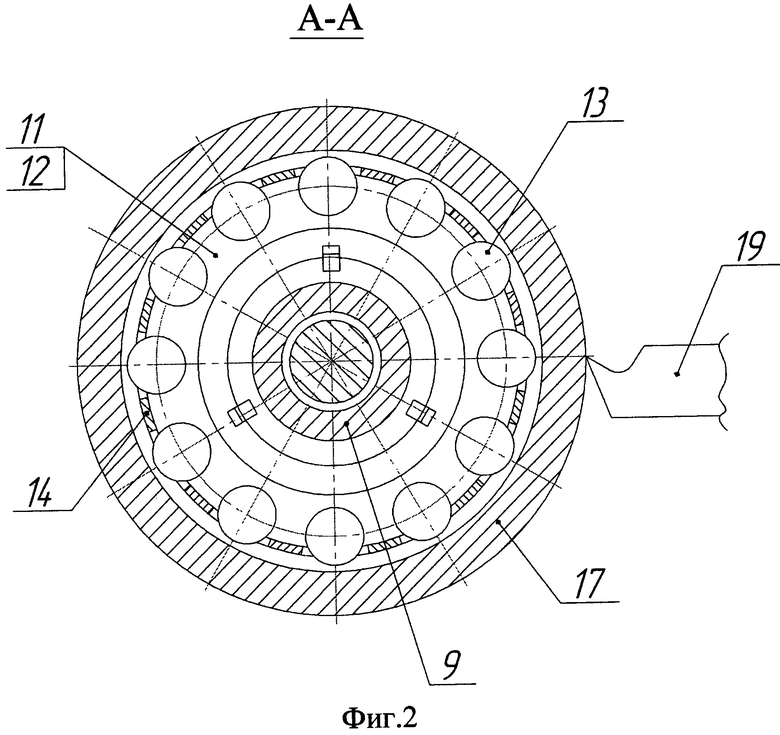
Фиг.2 - сечение А-А (фиг.1).
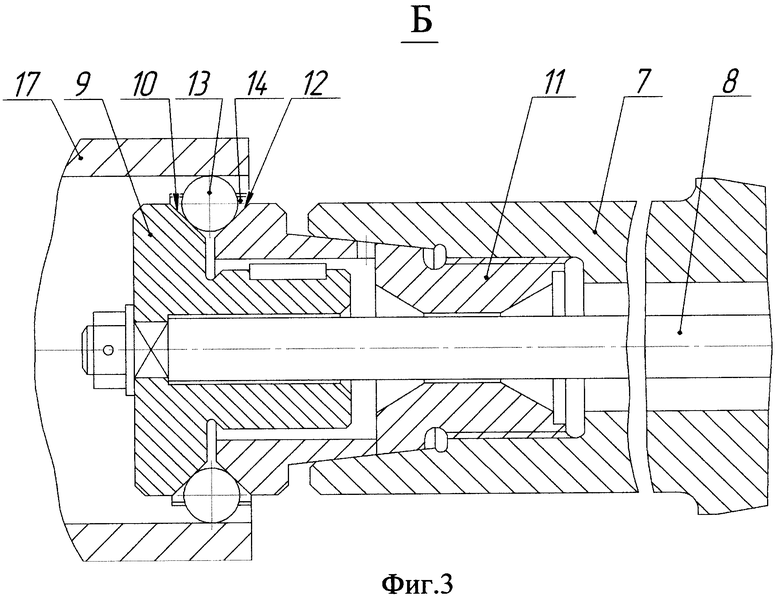
Фиг.3 - узел Б (фиг.1).
На схемах в сквозной нумерации обозначены позиции элементов изделия.
Плавающий патрон 1 установлен в шпинделе передней бабки 2. На кронштейн 3, который установлен на суппорте 4, крепится державка 5 с закрепленной в ней оправкой 6. Оправка состоит из корпуса 7, в которой размещена подвижная в осевом направлении ось 8, на которой установлена втулка 9 с конусной поверхностью 10. В корпусе закреплена втулка 11 с конусной поверхностью 12. Поверхности 11 и 12 образуют конусную канавку, в которой установлены шарики 13, шарики фиксируются сепаратором 14. На оси 8 установлена пружина 16, натяг которой регулируется механизмом 15, регулирующим натяг пружины 16. При установке трубы на приспособление нагрузка на пружину снимается, при этом расстояние между конусными поверхностями 10 и 12 увеличивается, соответственно шарики утапливаются в конусную канавку и труба 17 свободно устанавливается на оправку. Затем с помощью воротка 18 механизмом 15 обеспечивается необходимое расстояние выступания шариков, обеспечивающие их контакт с внутренней поверхностью трубы 17 и необходимое радиальное прижимное усилие. Осевое усилие пружины посредством конусных поверхностей 10 и 12 трансформируется в радиальное. Режущий инструмент 19 устанавливается в плоскости, которая проходит перпендикулярно оси трубы и совпадает с плоскостью контакта шариков 13 и трубы 17. Производится обработка одной половины трубы, затем снимают нагрузку на пружину, что приводит к снятию радиальной нагрузки, шарики смещаются к оси оправки и производится снятие трубы. Обработку второй половины трубы производят аналогично.
Высокая точность центрирования детали обеспечивается за счет равномерного и одинакового перемещения для всех шариков в радиальном направлении. Равномерно прикладываемые разжимные усилия позволили значительно снизить динамические нагрузки, приводящие к вибрации и ударам.
Приведенные особенности выполнения оснастка токарного станка для обработки труб по изобретению, а также проведенные испытания показали надежность и преимущества предложенной оснастки. В частности была обработана партия титановых прессованных трубных заготовок в количестве 4 шт. внутренним диаметром от 92 мм, толщиной стенки 10 мм, имеющих начальную разностенность до 4,5 мм. Полученные изделия имеют разностенность 0,3-0,4 мм, что лучше по сравнению с прототипом на 25-45%.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОСНАСТКА ТОКАРНОГО СТАНКА ДЛЯ ОБРАБОТКИ ТРУБ | 2007 |
|
RU2364473C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2288076C2 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБ МЕТЧИКАМИ И ПЛАШКАМИ НА ТОКАРНОМ СТАНКЕ | 1997 |
|
RU2173615C2 |
| РАЗЖИМНАЯ ОПРАВКА | 2013 |
|
RU2519708C1 |
| Способ чистовой обработки поверхности деталей типа тел вращения | 1989 |
|
SU1722797A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| ПЛАВАЮЩЕЕ УСТРОЙСТВО ДЛЯ ОБКАТЫВАНИЯ НЕЖЕСТКИХ ВИНТОВ | 2004 |
|
RU2268134C1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ДИНАМИЧЕСКОЙ ЖЕСТКОСТИ НЕСУЩИХ ЭЛЕМЕНТОВ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ | 2018 |
|
RU2687341C1 |
| СПОСОБ КОМБИНИРОВАННОЙ СТАТИКО-ИМПУЛЬСНОЙ ОБРАБОТКИ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2007 |
|
RU2347664C1 |
| ЦАНГОВЫЙ ТОКАРНЫЙ ПАТРОН | 2023 |
|
RU2812811C1 |
Оснастка содержит установленный на шпинделе передней бабки плавающий патрон и смонтированную на державке, установленной на суппорте, разжимную оправку, предназначенную для базирования трубы посредством пружины, создающей в радиальном направлении усилие, при этом базовая поверхность оправки, проходящая перпендикулярно оси трубы, контактирует с трубой в одной плоскости с режущим инструментом. Для повышения точности закрепления трубы и снижения динамических нагрузок она снабжена предназначенными для базирования внутренней поверхности трубы шариками, равномерно установленными в сепараторе и имеющими возможность перемещения в радиальном направлении с опорой на две конусные поверхности, конструктивно объединенные с втулками, имеющими возможность свободного перемещения относительно друг друга в осевом направлении, и механизмом для регулирования расстояния, при этом указанная пружина установлена с возможностью регулирования осевого усилия и преобразования его в радиальное посредством указанных конусных поверхностей и шариков. 3 ил.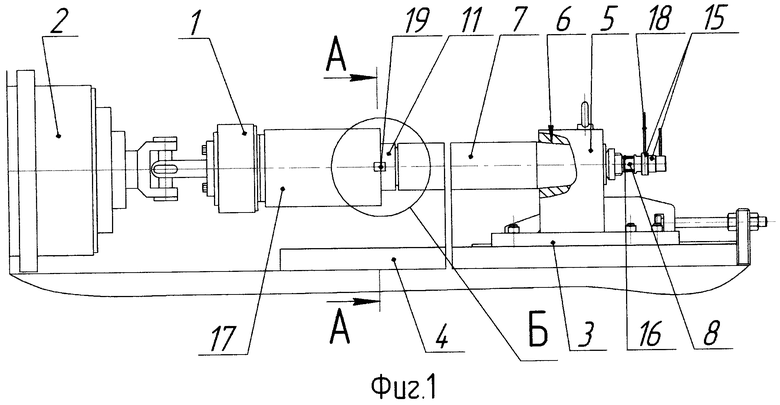
Оснастка токарного станка для обработки труб, содержащая установленный на шпинделе передней бабки плавающий патрон и смонтированную на державке, установленной на суппорте, разжимную оправку, предназначенную для базирования трубы посредством пружины, создающей в радиальном направлении усилие, при этом базовая поверхность оправки, проходящая перпендикулярно оси трубы, контактирует с трубой в одной плоскости с режущим инструментом, отличающаяся тем, что она снабжена предназначенными для базирования внутренней поверхности трубы шариками, равномерно установленными в сепараторе, имеющими возможность перемещения в радиальном направлении с опорой на две конусные поверхности, конструктивно объединенные с втулками, имеющими возможность свободного перемещения относительно друг друга в осевом направлении, и механизмом для регулирования расстояния, при этом указанная пружина установлена с возможностью регулирования осевого усилия и преобразования его в радиальное посредством указанных конусных поверхностей и шариков.
| ОСНАСТКА ТОКАРНОГО СТАНКА ДЛЯ ОБРАБОТКИ ТРУБ | 2007 |
|
RU2364473C1 |
| Борштанга | 1961 |
|
SU147414A1 |
| СПОСОБ ОБТОЧКИ ТРУБ« <>& : :.\1СП I пI Т"::':;им'^п::лял:— -' * I ' ••' " 1 ' Л:. ?ЛуЛ-|.А | 0 |
|
SU174489A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2288076C2 |
| US 6293174 B1, 25.09.2001. | |||

