(54) УСТЮЙСТВО ДЛЯ КОНТГОЛЯ ПРОЦЕССА КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОФУНКЦИОНАЛЬНЫЙ ИЗМЕРИТЕЛЬ ПАРАМЕТРОВ ТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ | 1995 |
|
RU2110380C1 |
| Способ акустико-эмиссионного контроля процесса точечной контактной сварки и устройство для его осуществления | 1989 |
|
SU1773640A1 |
| Способ автоматического управления процессом сварки и устройство для его осуществления | 1980 |
|
SU1006123A1 |
| Способ контроля процесса точечной контактной сварки | 1988 |
|
SU1764896A1 |
| Устройство для контроля качества точечной контактной сварки | 1976 |
|
SU707726A2 |
| Способ автоматического управления термическим циклом контактной сварки и устройство для его осуществления | 1986 |
|
SU1412908A1 |
| Устройство автоматического управления термическим циклом контактной сварки | 1988 |
|
SU1590280A1 |
| Устройство для контроля качества контактной точечной сварки | 1976 |
|
SU662296A2 |
| УСТРОЙСТВО КОНТРОЛЯ КАЧЕСТВА ТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ | 1973 |
|
SU405679A1 |
| Способ контроля процесса точечной контактной сварки | 1988 |
|
SU1715532A1 |
изобретение относится к устройствам для контроля сварных соедю1ений, Известно устройство для контроля процесса контактной точечной и роликовой сварки, содержащее акустический датчик, установленный во вторичном контуре сварочной ма1яины, усилитель сигнала датчика, управляющий автоматическим ключом, запоминающее устройство, компарагор, блок управления, аналого-цифровой преобразователь, блок сигнализации и регистрации с пороговыми злементами на входе, блок интегрирования с изменяемыми параметрами 1 . Недостатком известного устройства являет ся невысокая надежность при некоторых отклонениях процесса, например при раннем при ложении ковочного усилия относительно момен та выключения сварочного тока. Наиболее близким техническим решением к предлагаемому является устройство, содержащее блок измерения параметров процесса свар ки, блок индикации, блок вычисления диаметра ядра 2. Недостатком известного устройства является низкая надежность контроля сварных соединений. Цель изобретения - повышение надежности и точности контроля точечных соединеинй в процессе сварки. Поставленная цель достигается тем, что в устройство, содержащее блок измерения параметров процессов сварки, блок индикации и блок вычисления диаметра ядра, введены датчик измерения скорости движения электродов, блок отсчета диаметра ядра по скорости движения злектродов, последовательно сосщтеиные блок выбора режима контроля, блок коммутации, сумматор и делитель, причем входы блока выбора режима контроля и входы блока коммутации соединены с выходами блока вьпшсления диаметра ядра и. блока отсчета диаметра ядра по скорости движения электродов, выход блока выбора режима контроля подключен к управляющему входу блока коммутации, а выход делителя соединен со входом блока индикации, второй вход котороJ8
го соединен с входом блока коммутации.
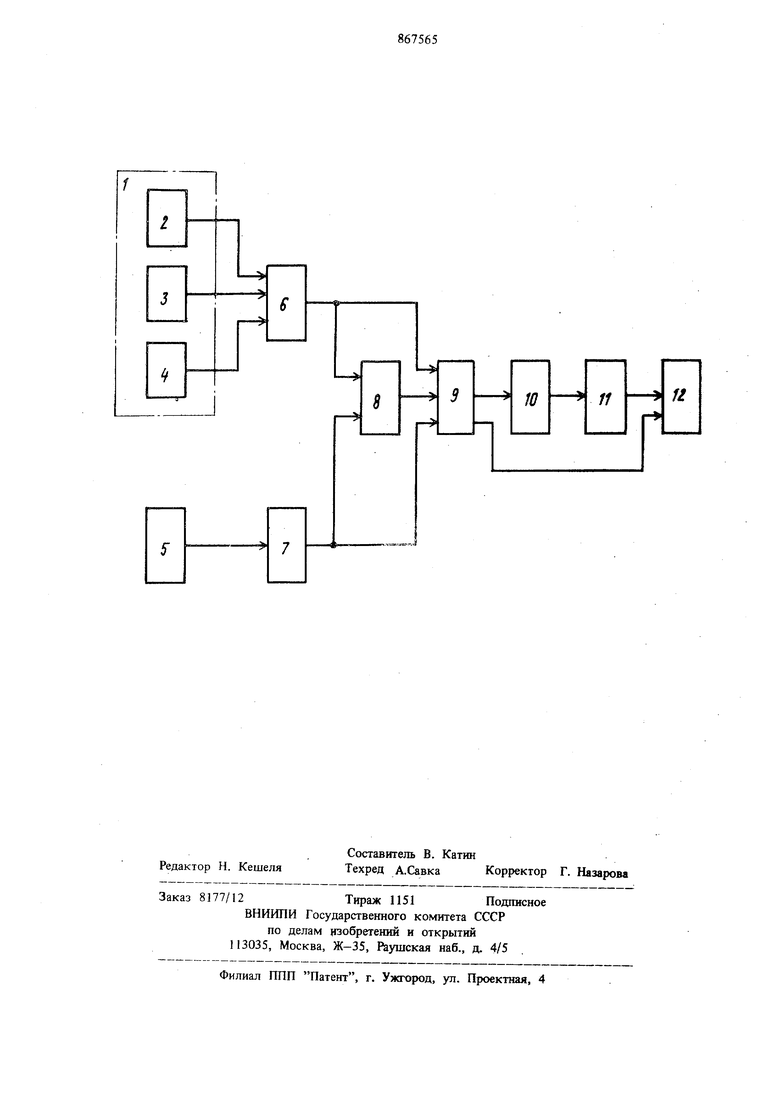
На чертеже представлена блок-схема устройства.
Устройство содержит блок 1 измерения параметров процесса сварки, состоящий из датчика 2 усилия сжатия, дазчикз 3 сварочного тока, датчика 4 падения напряжения на электрюдах. В состав устройства та1сже входипг датчик 5 измерения скорости движения электродов, блок 6 вычисления диаметра ядра, блок 7 отсчета диаметра ядра по скорости движения электродов, блок 8 выбора режима контроля, блок 9 коммутации, сумматор 10, делитель 11 и блок 12 индикации, Устройство работает следующим образом. Сигналы с датчиков 2--4, входящих в состав блока 1 измерения параметров процесса сварки, поступают на блок 6 вычисления диаметра ядра, где производятся соответствующие вычисления, игаювременно с датчика 5 измерения скорости )1,вижения злектродсВ поступает сшпа1 на вход блока 7 отсчета диаметра .ядра по скорости движения электродов. С выходов, блоков 6 вычисления диаметра ядра и 7 отсчета диаметра ядра результатъ вычислений поступают на входы блоков iibi6oра режима контроля 8 и коммутапли 9. Блок 8 выбора режима контроля производмг сравнение результатов вычислений с заданны ми допусками и, если oi-ra находятся п области заданных значе1шй, то о выхода лдж-юго блока па вход блока 9 KorviMyTaimH поступает команда, по которой блок 9 коммутации подключает выходы блока б вьршсления диаметра ядра и блока 7 отсчета диа.четрг ядра на входы сумматора 10, где производится суммирование результатов вычислений блоков 6 и 7. Результаты суммирования постртают на вход делителя 11, в котором опредсл.-:ется среднее значение вычисленного лиаметра ядра. Сигналы с делителя 11 пост; па от т блок 12 шщикации.
В случае, если при проведении 01терации сравнения в блоке 8 вь(бора режмма резутготаты вычислений блоков 6 и 7 вышли т заданной области, то в зависимости от характг
4
ра возму1Н,енйя, действугаи его на процесс сварки, блок 8 Bbi6opa режима контроля выдает а бло: 9 коммутации тоуправляющему входу команду на подключение ко второл у входу блока 12 инщ-скадии либо выхода лока 6 вычисления диаметра ядра, либо выхода блока 7 отсчетг диаметра ядра по физическому праметру.
Использование предлгтаемого изобретения повыилает надежность контроля при воздейстHHii некоторых возмущений, раьее н-с позводяЮЩ1-1Х обеспечить требуемые- характеристики, и увелкчива&т точносгь определения диаметра ядра точки, г.с. точность контроля, путем дополнительного отсчета диаметра ядра по физшшскоiviy параметру с определс1-:ием срсдпетО значения В1)1Числ-;;1-пюг() диаметра ядра.
Ф с р м ) л а и 3 о б р с т с н и я
VcipOHCTBO для копгроля процесса контактной т()чеч}юк сварки, содержа цнс блок измерения тараметров процесса сварки, блок ьндикадии и блок :зь числеиия диаметра ядра, о тл и ч а ю ц е е с я тем, что, с целью поиыщения кадежностк и точности контроля, в устройство введены датчик измерения скорости движения электродов, блок отсчета диаметра яд,ра по скоросги движения электродов последовательно соединенные блок выбора режим ; контроля, блок коммутащ1и, сумматор и делитель, причем входь; блока выбора режимЕ; контроля и вхо.дьг блокг коммутадии соеди11ень1 с выходами блока «ьиисления диаметра ядра и блока отсчета диаметра ядра по скорО1;ти /1.вижения з.1ектродов, выход блока вбор. режи1у а контроля подключен к управляюще входу блока тсоммутагшИ; я ВЬЕХОД ;аелителя соединен со индикации, второй яход которого соединен с другим выходом б, ко1.мутадииИ:;т; ч;гики информации, прииятьзс во BHHMaiiHe при экспертизе
1i
11
w
