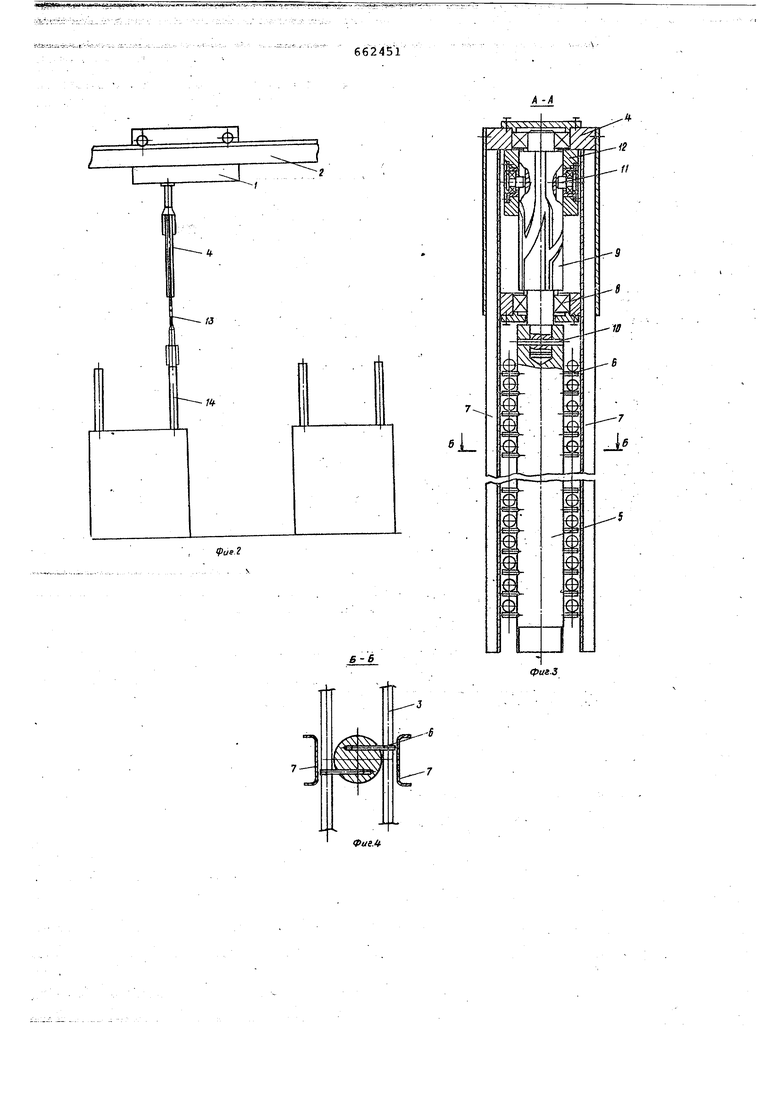
Изобретение от| осится к перегрузочным устройствам для подачи трубчатых изделий и может быть применен на поточных линиях. Известно устройство для передачи изделий цилиндрической формы с одной позиции технологической линии,н другую, включакяцее ряд стоек, установленных с ВОЗМОЖНОСТЬЮ качания навстречу одна другой и снабжённых головками, В виде пары вилок для поддержания изделий снизу и передач ,их с одной стойки на другую 1. Однако это устройство не может применяться в поточных линиях, обслу живаемых подвесными конвейерами. Известно также устройство для передачи труб атых изделий с одной рабочей позиции поточной линии на другую, включающее передвижную тележку подвесного конвейера, .снабженную подемно-опускной траверсой 2. Недостатком известного устройства является то, что при передаче большого количества изделий, последние необходимо располагать в специальной промежуточной таре, которая должна оставаться на обслуживаемой рабочей позиции до тех пор,- пока все изделия не будут с нее сняты. При этом для исключения простоя транспортных средств необходимо иметь большое количество промежуточной тары. Целью изобретения является повышение эффективности работы устройства за счет одновременной перегрузки большого количества изделий без размещения их В специальной промежуточной таре. Цель достигается тем, что в предлагаемом устройстве на подъемноопускной траверсе вертикально расположены поворотные штанги с поперечными штырями, а на рабочих позициях поточной линии установлены стационарные траверсы с аналогичными штангами, направленными навстречу штангам подъемно-опускной траверсы в зазоры между ними и имеющими штыри, расположенные перпендикулярно штырям подъемно-опускной траверсы, причем на стационарной траверсе установлен консольный валик с торцовой прорезью на конце. Кроме того, консольный валик кинематически связан с поворотными штангами, а одна из штанг подъемно-опускной траверсы имеет на конце шлиц, соответствующий прорези консольного валика. На фиг. 1 изображено описываемое устройство; на фиг. 2 - то же , вйд сбоку; на фиг. 3 - разрез по штанге подъемно-опускной траверсы в месте ее крепления к ней, разрез по А-А на фиг. 1; на фиг. 4 - разрез пЪ штырям штанги,.разрез по Б-Б на фиг. 3; на фиг. 5 - поперечный разрез по штангам стационарной траверсы, изделия находятся на подвижной траверсе; На фиг. 6 - поперечный раз рез по штангам стационарной траверсы изделия находятся на стационарной траверсе; .на фиг. 7 - разрез по В-В на фиг. 6. Устройство состоит из самоходной тележки 1 подвесного конвейера, пере мещающейся по подвесным путям 2. Те лёжка име1ет подвеску для размещения в ней транспортируемых изделий 3 (труб, прутков и тому подобных изделий трубчатой формы). Подвеска представляет собой подъемно-опускную траверсу 4, на которой вертикально расположены поворотные штанги 5. По высоте штанги установлены с определенным шагом штыри 6, на которые укладываются трубчатые изделия 3. Во избежание выпадания изделий со штырей на траверсе имеютйя ограничительные планки 7. Поворот штанги 5 осуществляется в подшипнике 8 за. счет поворота хвостовика 9, жестко соединенного со штангой штифтом 10. В хвостовике9 выполнены прорези имеющие вертикальные и криволинейны участки. Криволинейные участки соот ветствуют одной четвертой окружности В пазы хвостовика 9 входйт штыри 11,установленные в продольном брус 12.Брус выполнен массивным настоль ко, что его вес позволяет ему опускаться вдсшь хвостовиков заторможен ных штанг и осуществлять их поворот за счет движения штырей по прорезям Опускание траверсы 4 происходит на тягах с тросами 13, наматывающимися на барабан, установленный на тёлеж. ке 1. На рабочих позициях поточной линии Установлены стациона1рные траверды 14 с поворотными штангами 15. Штанги 1.5 аналогичны штангам 5 и нагфавлены навстречу штангам 5 в между ними, таким образом тр верса 4 и траверса 14 с поворотными штангами представляют собой как бы гребенки с поворотными зубьями, вхо дящими одна в другую в момент из совмещени.. Штанги 15 также имеют штифты 16, образующие полочки для приемки труб чатых изделий с подъемно-опускной траверсы 4, причём штанги 5 и 15 р звернуты по ётнйшению одна к другЪй таким образом, что если штифты 6 штанг 5 расположены в плоскости, перпендикулярной плоскости, образованной штангами 5, то штифты 16 расположены в плоскости штанг 15. В торце каждой 15 со сме7 щенйем от оси установлены пальцы 17, входящие в пазы тяги 18. С тягой 18 чёрёз такую же кинематическую связь, связан консольный валик 19, имеющий на конце прорезь, соответствующую шлицу, выполненному на торце одной из штанг 5. Устройство работает следующим образом. Заполненная изделиями подвеска 4 самоходной тележки 1 доставляется к рабочей позиции поточной линии и останавливается над стационарной траверсой 14. Изделия в подвеске лежат на штурях 6, развернутых перпендикулярно плоскости подвески. Штыри. 16 штанг 15 стационарной траверсы 14 , развернуты параллельно плоскости кассеты.. При отпускании траверсы 4 штанги 5 входят в зазоры между штангами 15, при этом шлиц, выполненныйна одной из штанг 5, входит в гнездо консольного валика 19. Ограничительные планки 7 упираются в раму траверсы 4, при этом траверса 4 останавливает свое, движение, а брус 12 при еще работающем приводе опускания продолжает за счет своего веса спускаться. При этом штыри 11 скользят по пазам хвостовика 9 и поворачивают штанги 5. Одновременно через хвостовик штанги 5 вращение передается валику 19, который поворачивает пальцы 17. Пальцы 17 при своем повороте перемещают тягу 18. Движение тяги через соответствующие пальцы 17 осуществляет цоворот штанг 15. При одновременном вращении штанг траверс 4 и 14 и кассеты штыри траверсы 4 занимают полохсение параллельно плоскости Траверсы 14, а шты- : ри траверсы 14, перпендикулярно плоскости траверсы 4, При этом изделия оказываются перегруженными из подвески тележки в стационарную траверсу; - . .- Освобожденная подвеска поднимается и перемещается к другой рабочей позиции поточной линии для приема новой партии изделий. Загрузка подвески происходит аналогично выгрузке. Описываемое устройство позволяет транспортировать вдоль поточной линии большое количество трубок, размещаемых непосредственно на траверсе тележки подвесного конвейера и передаваемых на рабочие позиции поточной линий. Отсутствие в устройстве промежуточной тары для тр убок, выполненной, например,в виде решеток,значительно упрощает процесс перегрузки изделий,с тележки транспортера на рабочую позицию поточной линии и тем самым повышает эффективность работы устройства.
Формула изобретения
1. Устройство для передачи трубчатых изделий с одной рабочей позиции поточной линии на другую, включающее передвижную тележку подвесного конвейера, снабженную подъемноопускной траверсой, о т л и ч а ю щ е е с я тем, что, с целью повышения эффективности работы устройства за счет одновременной перегрузки большого количества изделий без размещения их в специальной промежуточной таре, на подъемно-опускной траверсе вертикально расположены поворотные штанги с поперечными штырями, а на рабочих позициях поточной линии установлены стационарные травер.сы с аналогичными штангами, направленными навстречу штангам подъемно
6
опускной траверсы в зазоры между ними и имеющими штыри, расположенные перпендикулярно штырям подъемноопускной траверсы, причем на стационарной траверсе установлен консольный валик с торцовой прорезью на конце. 2. Устройство по п. 1, отличающееся тем, что консольный валик кинематически связан с поворотными штангами, а одна из штанг подъемно-опускной траверсы имеет на конце шлиц, соответствующий прорези консольного валика .
Источники информации, принятые во внимание при экспертизе
1, Авторское свидетельство № -117577, ,кл. В 65 G 47/52, 1958.
2. Авторское свидетельство № 161277, кл. В 65 G 47/52, 1963.
13
HtIf us.
ЦФае.4


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для передачи и загрузки трубчатых изделий | 1977 |
|
SU658051A1 |
| Устройство для навешивания и съема грузовых подвесок с тележки толкающего конвейера | 1977 |
|
SU740641A1 |
| Устройство для загрузки пакета длинномерных изделий на подвесной конвейер | 1979 |
|
SU861235A1 |
| ПОДВЕСНОЙ КОНВЕЙЕР | 1969 |
|
SU239121A1 |
| Устройство для перегрузки изделий | 1982 |
|
SU1065316A1 |
| Транспортная установка для передачи изделий с одного конвейера на другой | 1981 |
|
SU1006345A1 |
| Устройство для упаковки в металлическую обертку рулонов | 1983 |
|
SU1137019A1 |
| Машина для штабелевки свежеотформованных керамических и силикатных изделий, принимаемых от прессов | 1959 |
|
SU126044A1 |
| Передаточное устройство подвесного конвейера | 1982 |
|
SU1087434A2 |
| АВТОМАТИЗИРОВАННАЯ ТРАНСПОРТНО-СКЛАДСКАЯ СИСТЕМА ДЛЯ КОЛЕСНЫХ ШИН | 1990 |
|
RU2013327C1 |