Изобретение относится к транспортному машиностроению и может быть испопь эовано цгш механизации погруэочно - раз грузочных операций при внутрипеховой транспортировке издепий. Известно устройство дпл перегрузки издепий с одного конвейера на другой, .содержащее подвесную дорогу и подвижно установленную на ней грузовую тепежку с приводом ее горизонтального передвижения, на которой смонтирован подъемноопускной грузоподъемный орган, снабженный автономным приводным механизмом подъема и опускания и грузозахватными устройствами Cl 1 . Однако устройство не может осутдесТ вить подачу и выставление издепий дпя сборки, что при напичии одной теиежки с захватом на несколько технопогичеоких позиций не может обеспечить высокую производительность труда. Наиболее близким к изобретению по технической сущности и достигаемому ре зультату является устройство дпя перегрузки изделий, включающее расположенную над подающим конвейером, технологическими позициями и сборочным конвейером подвесную дорогу и подвижно установленные на ней грузовые тележки с приводом их горизонтального передвижения, на которых смонтированы подъемноопускные траверсы с грузозахватными механизмами С2 . Недостатком известного устройства является отсутствие строгой ориентации изделий на подающем конвейере дпя их подачи под грузозахватные механизмы грузовой тележки, что снижает надеж; ность работы и производительность линии при передаче изделий типа лонжеронов С - образного профиля. Цель изобретения - повышение надежности и производительности устройства. Поставленная цель достигается тем, что устройство для перегрузки изделий, включающее расположенную над подающим кoIiвeйepoм подвесную дорогу и подвижно установленные на ней грузовые тележки с приводом их горизонтального передвиж ния, на которых смонтированы подъемно опускные траверсы с грузозахватными ме ханизмами, снабжено расположенными на против друг друга с двух боковых сторон подающего конвейера, который выполнен двухцепным, выравнивающим толкателем и неподвижной стенкой, а также установленными между цепями подающего конвей ера неподвижными и откидными упорами 1 162 и размещенными между ними кантователями, выполненными в виде связанных между собой посредством зубчатой передачи приводных поворотных навстречу неподвижным и откидным упорам одноплечих рычагов, при этом грузозахватные механизмы выполнены в виде закрепленных на траверсах посредством балок неподвижных ограничивающих упоров и приводных рычагов, причем одна из балок установлена на траверсе неподвижно, а другая - с воз-, можностью перемещения посредством ходового винта, а неподвижные и откидные упоры и неподвижные ограничивающие упоры грузозахватных механизмов при раз.мещении последних над подающим конвейе1 ром расположены друг над другом. На фиг. 1 изображено устройство для перегрузки изделий общий вид; на фиг. 2 левая часть подвесной дороги с приводом грузовых тележек; на фиг. 3 - вид А на фиг. 2; на фиг. 4 - вид Б на фиг. 2; на фиг. 5 - вид В на фиг. 2; на фиг. б сечение Г-Г на фиг. 5; на фиг. 7 - вид Д на фиг. 2. Устройство для перегрузки изделий содержит подвесную дорогу 1, на которой расположены грузовые тележки 2, шарнирно соединенные муфтами 3 между собой и с нижними кронштейнами кареток 4, расположенных в направляющих 5. Верхние крощитейны кареток 4 соединены с тяговыми цепями конвейеров 6. Приводная звездочка конвейера 6 соединена муфтой 7 с валом редуктора 8, зубчатая рейка 9 которого соединена муфтой 10 со штоком силового цилиндра 11. Конвейеры 6 с приводами закреплены в обоих концах подвесной дороги 1. В исходном положен НИИ обе каретки 4 находятся в крайнем левом положении в направляющих 5. При этом силовой цилиндр 11 левого привода находится в задвинутом положении, а цилиндр 11 правого привода - в выдвинутом положении. Под каждой тележкой 2 на шарнирных рычагах 12 подвешена подъемно - опускная траверса 13. На тележке 2 закреплена лебедка 14, трос 15 которой однвм концом жестко закреплен на тележке 2, а другим - огибая блоки 16, установленные на траверсе 13, намотан на барабан лебедки 14. На траверсе 13 смонтированы грузозахватные механизмы посредством балок - неподвижной 17 и подвижной 18, катки 19 которой расположены в направляющих 20, а корпус соединен с ходовым BKwroM 21, установленным на траверсе 13. Грузозахватный механизм выполнен в виae жестко эакреппенных на бапках 17 и 18 непоцвижных огран11чиваклцих упоров 22 в шарнирно эакреппенных привоаных рв 1чагов 23, на которых шарнирно яен сиповой цилиндр 24. Количество тепежек 2 с траверсами 13 равно копиче ству технопогических позиций, справа от которых (фиг. 1) расположен сборочный конвейер 25. Крайняя певая тепежка 2 (фиг. 1 и 2) в исходном повом положении расположена над подающим двухцепным конвейером, звездочки 26 которого соединеюл вапом 27 и через передачу соединены с приводом 28. В раму конвейера встроены опоры вапов 29, на которых жестко закреплены зубчатые шестерни 30, находящиеся в зацеплении друг с другом, и поBopoTHbie через купису 31 от силового пипиндра 32. На валах 29 жестко закреп лены кантователи в виде попарно установ ленных одноплечих рычагов 33. На раме конвейера между приводными цепями 34 жестко закреплены неподвижные упоры 35 и на осях распопожень откидные упоры 36.Между упорами 35 и 36 размещены кантователи.. В начале подающего конвейера с боковых сторон расположены (фиг. 2 и 7) справа неподвижная стенка 37,а слева - выравнивающий толкатель 38 в виде упора, подвижного в горизонтальных направляющих 39 от силового цилиндра 4О. Над подающим конвейером неподвижной стенкой между 37 и выравнивающим толкателем 38 расположена опускная секция 41 подвесного толкающе го конвейера. Устройство работает следующим образом. Опускная секция 41 подвесного толкаю щего конвейера устанавливает на полотне цепей 34 подающего конвейера элементы собираемого изцелия, например лонжеронов рймы автомобиля. Подается комплект заготовок - правого и левого лонжеронов имеющих С - образный профиль к располо женных в транспортном положении откры той полостью вниз. По команде датчика (не показан) срабатывает толкатель 38, и, перемещаясь в направляюгщх 39 от ци линцра 40, выравнивает торцы лонжеронов на неподвижной стенке 37. После этого включается привод 28 конвейера, обе цепи 34 которого, соединенные валом 27, транспортируют лонжероны цо те пор, пока послеакие не окажутся в зоне первой позиции крайней левой грузовой тележки 2. При этом лонжероны утаплив ЮТ, расположенные у них на пути,- откидные упоры 36, которые после, прохождения лонжеронов возвращаются в исходное положение. После прихода лонжеронов в зону первой позиции по команде датчика привод 28 выключается, и срабатывает силовой цилиндр 32, который через кулису 31 и через щестерни ЗО, вращая ва- лы 29 с закрепленными на них одноплеч ными рычагами 33, поворачивает лонжероны вокруг продольной оси, прижимая их к упорам 35 и 36. Таким образом, лонжероны устанавливаются в положение, в котором они поступают на сборку, а между ними выдерживается базовое расстояние, соответствующее требованиям сборочных стендов и грузозахватных механизмов, балки 18 оцких из которых винтом 21 устанавливаются в Положение, соответствующее каждой партии типоразмеров изделий, а упоры 22 располагаются над упорами 35 и 36, Включением приводов лебедок 14 на тележках 2 тросы 15 сматываются с барабанов лебедок 14 и траверсы 13, пощорачивая рычаги 12, опускаются к издели- ям на всех технологических позициях. При этом на первой позиции упоры 22 охватывают лонжероны с наружных сторон, а рычаги 23 срабатыванием цилиндра 24 перемещаются под верхнюю полку лонжерона. Затем включением лебедки 14, на барабан которой наматывается трос 15, траверса 13 вместе с захваченной парой лонжеронов поднимается к тележке 2. Одновременно происходит поцъем траверс 13 и под остальными тележками 2. По команде с пульта (не показан) включается привод правого конвейера 6. Цилинцр 11, втягивая зубчатую рейку 9, поворачивает вал редуктора 8 и через муфту 7 - приводную звездочку конвейера 6. Тяговые цепи конвейера 6 перемещают каретку 4 по направляющим 5, которые стабилизируют направление движения каретки 4, служащей промежуточным звеном, не.обхоцимым для компенсации перекосов между гибким тяговым элементом -конвейера 6 и грузовыми тележками 2, расположенньши на подвесной пороге 1. При этом левый конвейер 6 и его привод работают без нагрузки, притормаживая тележки 2, отчего выбираются зазоры в соецинениях между тележками и что обеспечивает точную остановку каждой тележки нац технологической позицией. Тележка 2, расположенная над первой позицией (подающий конвейер), несущая
S106
траверсу 13 с захваченной парой лонжеронов, перемещается вправо (фиг. I и 2) и останавливается над сосеаней позицией, гце расположен первый сборочный стена. Вторая тележка останавливается нац еле- s цующим сборочным стенцом. Послецняя тележка 2 останавливается нац сборочным конвейером 25. Все траверсы 13 опускаются. Цилиндры 24, поворачивая рычаги 23, освобождают лонжероны. В Ю ложементах первого сборочного стенца остается пара лонжеронов, которая поперечными связями соединяется в раму. Все траверсы 13 поднимаются. Первая тележка 2 возвращается за новой парой 15
:U66
лонжеронов, вторая тележка - аа подсобранной рамой и т.д. При этом тележки 2 перемещаются левым приводом.
На стендах осуществляются последовательно сборочные операции. Каждым ходом тележек вправо на первый сборочный стенд подается новая пара лонжеронов, а с последнего сборочного стенда подсобранная рама передается на сборочный конвейер 25 для последующих сборочных операций.
Предлагаемое устройство позволяет подавать и выставлять изделия для сборки в нужное для их захвата положение.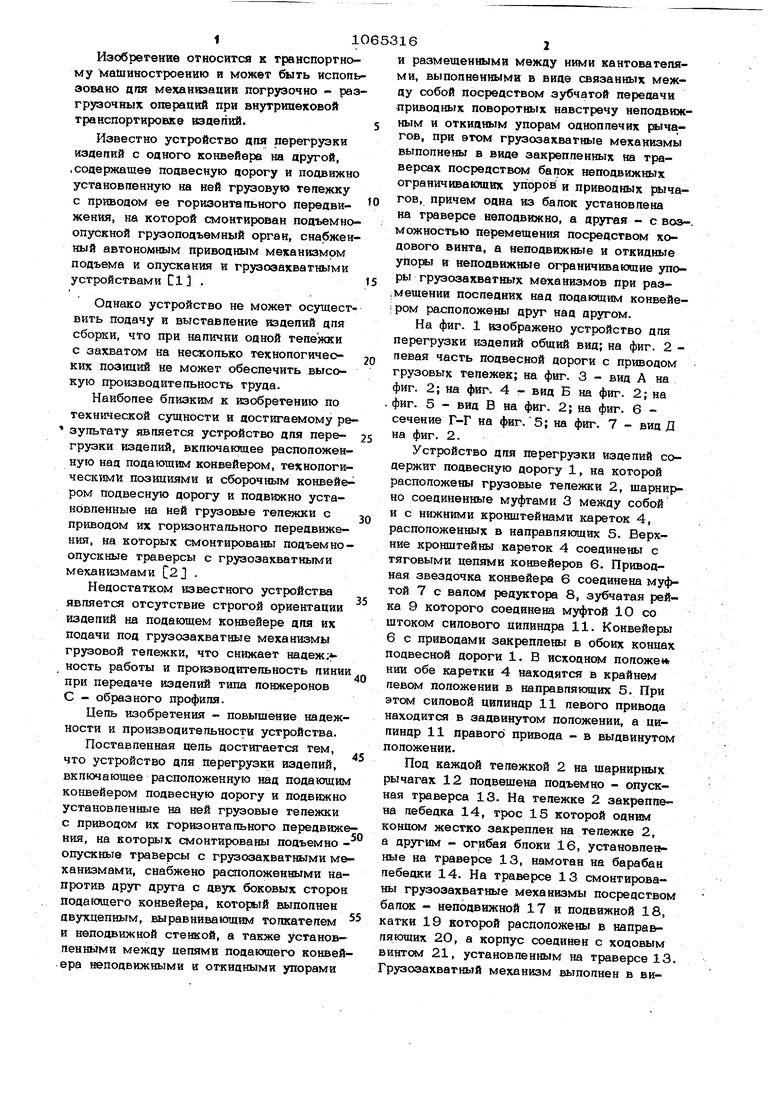

| название | год | авторы | номер документа |
|---|---|---|---|
| Транспортная установка для передачи изделий с одного конвейера на другой | 1981 |
|
SU1006345A1 |
| Устройство для передачи штучных грузов | 1981 |
|
SU971745A1 |
| Автоматическая транспортная установка для передачи изделий с одного конвейера на другой | 1974 |
|
SU557014A1 |
| Устройство для передачи изделий с одного конвейера на другой | 1973 |
|
SU469642A1 |
| Поточная линия для сборки и сварки изделий | 1978 |
|
SU747673A1 |
| Подвесной сборочный конвейер | 1979 |
|
SU859252A1 |
| Устройство для передачи изделий | 1981 |
|
SU956387A1 |
| Линия сборки и сварки балок в составе двух боковых и среднего продольных профилей | 1976 |
|
SU695790A1 |
| Поргузочно-разгрузочное устройстводля пОдВЕСНОгО КОНВЕйЕРА | 1979 |
|
SU814828A1 |
| КАНТОВАТЕЛЬ ДЛЯ СБОРКИ И СВАРКИ ИЗДЕЛИЙ | 2004 |
|
RU2281844C2 |


УСТРОЙСТВО ДЛЯ ПЕРЕГРУЗ КИ ИЗДЕЛИЙ, включающее расположенну над подающим конвейером, технологическими позициями и сборочным конвейером подвесную дорогу и подвижно установленные на ней грузовые тележки с приводом их горизонтального передвижения, на ко торых смонтиро ваны подъемно - опускны траверсы с грузозахватными механизмами, отличающееся тем, что, с целью повышения надежности и прювзводительности устройства, оно снабжено расположенными напротив друг друга с двух боковых сторон подающего конвейера, который выполнен двухиепным, выравниваки щим толкателем и неподвижной стенкой, а также установленными между цепями подающего конвейера неподвижными и откидными упорами и размещенными между ними кантователями, выполненными в связанных между собой посредством зубчатой передачи приводных поворотных навстречу неподвижным и откидным упорам одноплечих рычагов, при этом грузозахватные механизмы выполнены в виде закрепленных на траверсах посредством балок неподвижных ограничивающих упоров и приводных рычагсп, причем одна из балок установлена на траверсе неподвижно, а другая - с возможностью перемещения посредством ходового винта, а неподвижные и откидные упоры и неподвижные ограничивающие упоры грузозахватных механизмов при размещении последних над подающим конвейером расположены друг над д рут-ом. J 2л 6 9
evdA
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Автоматическая транспортная установка для передачи изделий с одного конвейера на другой | 1974 |
|
SU557014A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Штанговый конвейер | 1978 |
|
SU763215A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
