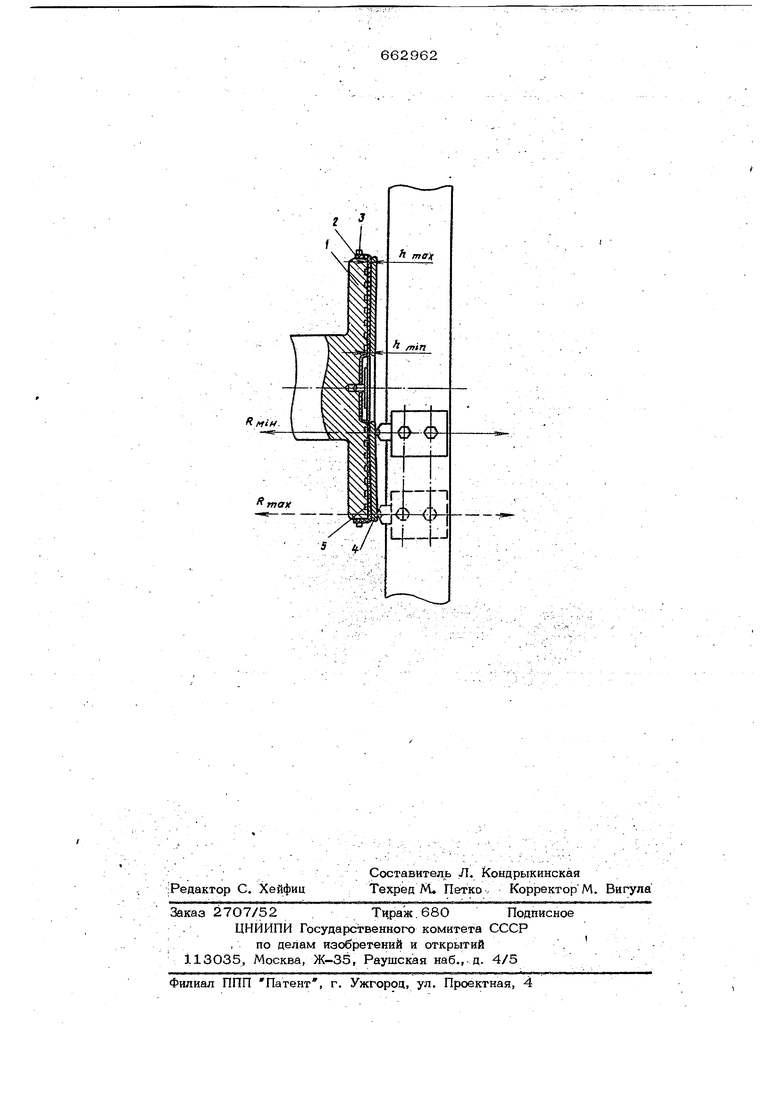
(54) УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ОСНОВЫ МАГНИТНОГО ДИСКА Кроме того, при креплении заготовки диска на вакуумной планшайбе в процессе алмазного точения вибрации стайка передаются на обрабатываемую деталь W инструмент, что приводит к снижению качества обрабатываемой поверхности (дробление, повышенная шероховатость, риски н То п.), а также увеличению ускорения осевого биения {вторая производная).; Цель изобретения повышение точности и качества обработки заготовки для основы магнитного диска. Это достигается тем, что в предлагаемое устройство для обработки основы wdarHHTHdro диска введены стопорное кол цо и мелкоячеистая эластичная дискооб- разная прокладка, установленная на лицз вой стороне- планшайбы и укреплённая на ней по периметру стопорйым кольцом, приветит прокладка выполнена переменной толщины, определяемой по формуле i , где. иЬ наибольшая и наимень шая тойщины прокладки тач наибольший и наимень ший радиусы диска; С коэффициент, характеризующий ма- тбриал прокладки rf основы магий-ного дйска; л - показатель степени скбрости резания. -. На чертеже изображена структурная схема Описываемого устройства, где 1 « бйкуумная планшайба, 2 - мелкоячеистая пуйклайка, йапример, из капрона, 3 - сто порное кольцо, 4 - заготовка. На планшайбе йътскпнены концейтрические канавки 5, соединенные по каналам с вакуумной системой станка (не показано). Устройство работает следзгющим обрЬзЬм. , При креплении заготовки на вакуумно планшайбе для алмазного точения произвооят установкуГНа байовую nbeepjaoctb Ейкуумной планшайбы тонкой (несколько coTbix долей мшшвметро мелкоячеистой эластичной прокладки, например капроновой сетки. При этом в случае необхбДимостй1йспбльзования разн1 тоащиннойсетк разность толпщнь её опредепй1бт заранее pa IteTUbil путем W3 приведенного вьпие соо ношения, приняв значение С в пределах 0,85 - 0,75 (определено экспериментальным путем). Изменение толщины сетки обеспечивают или применением специальных разнотолшинных сеток или путем ступенчатого набора нескольких слоев сеток. .Вследствие пористой мелкоячеистойструктуры эластичных прокладок обеспе- , ,чивается возможность отсоса воздуха через них и за:крепления заготовки основы диска на планшайбе, при этом не повреждается её поверхность. Формула изобретения 1. Устройство для обработки основы ШГнитного Ш-.ка, содержащее планшайбу, к;ййёматичёски связанную со шпинделем: ТокарноТб станка, на лицевой стороне которой выполнены концентрические канавки, соединенные через внутренние ., каМлы с 6akyyMHpu°системой станка, . о т л ич а io щ ее тем, что, с целью повышения точности и качества обработки заготовки для основы магнитного диска, в устройство введены стопорное кольцо и мелкоячеистая эластичная г;. дискообразная прокладка, установленная на лицевой стороне планшайбы и укрепленная на ней по периметру стопорным кольцом.; , :j.: -.-:, ;;: -; . ; 2.. Устройство по п. 1, о т л и ч а - ю щ е ё с я тем, Что прокладка выполнена переменной толщины, определяемой по формуле: ; ... .... . . . -МП. тах - наибольшая где h..,a и h-j.. г наибольшая и наименьшая Т(элщиныпрО сла дки$ , тах ° .наибольший и наимень-1цйЙ радиусыдиска;.; . ...;.; С - коэффициент, характеризующий матерййл rtpoSiaM и ОСНОВЫ магнитного диска; ;.. ..., : п - пбкаШЙтелЬ степени скорости резания..Источники информации, принятые во вниманиепри экспертизе. 1.Патент Великобритании № 1397817, кл. G 511 , 1972. 2.Костоньян И. А.Требования .к качеству матёриала основ магнитных дисков Вопросы радиоэлектроники, сер. Технопогия производства и оборудование . Вып. 4, 1974, с. 15.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления основы магнитного диска | 1986 |
|
SU1425775A1 |
| Способ изготовления основы магнитного диска | 1987 |
|
SU1569080A1 |
| Способ изготовления основы дискового носителя магнитной записи | 1989 |
|
SU1614029A2 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ПЛОСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2167040C1 |
| Станок для обработки концов труб | 1982 |
|
SU1065088A1 |
| Станок для двухсторонней обработки гибких дисков | 1985 |
|
SU1328072A1 |
| Способ контроля процесса резания и устройство для его осуществления | 1985 |
|
SU1284785A1 |
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБ НА КОНЦАХ ОБСАДНЫХ ТРУБ И МУФТАХ | 2016 |
|
RU2648589C2 |
| Станок для двусторонней обработки гибких дисков | 1985 |
|
SU1337201A2 |
| Способ измерения температурных и силовых параметров в процессе резания при сверлении | 2021 |
|
RU2765045C1 |