Изобретение относится к станко- строенгао, может быть применено при двусторонней обработке тонкостенных заготовок гибких дисков и является усовершенствованием известного устройства по основному авт. св. № 1217583.
Целью изобретения является повышение точности обработки путем предот- вращения контакта планшайб с резцедержателем.
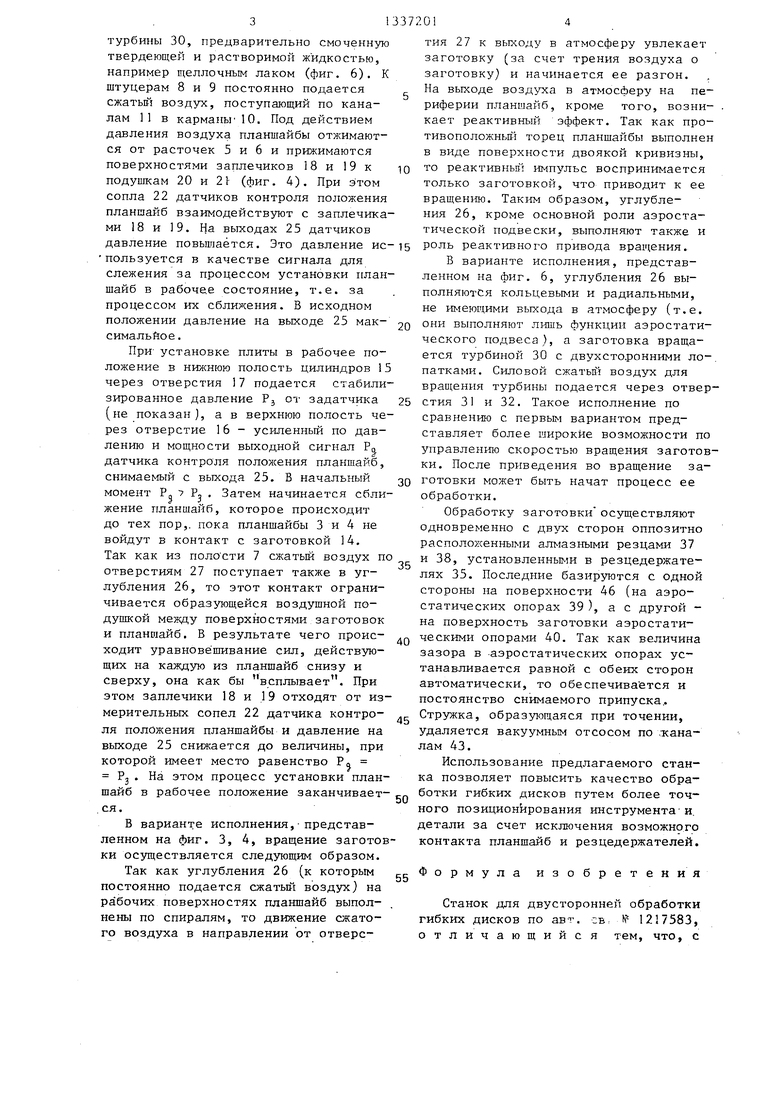
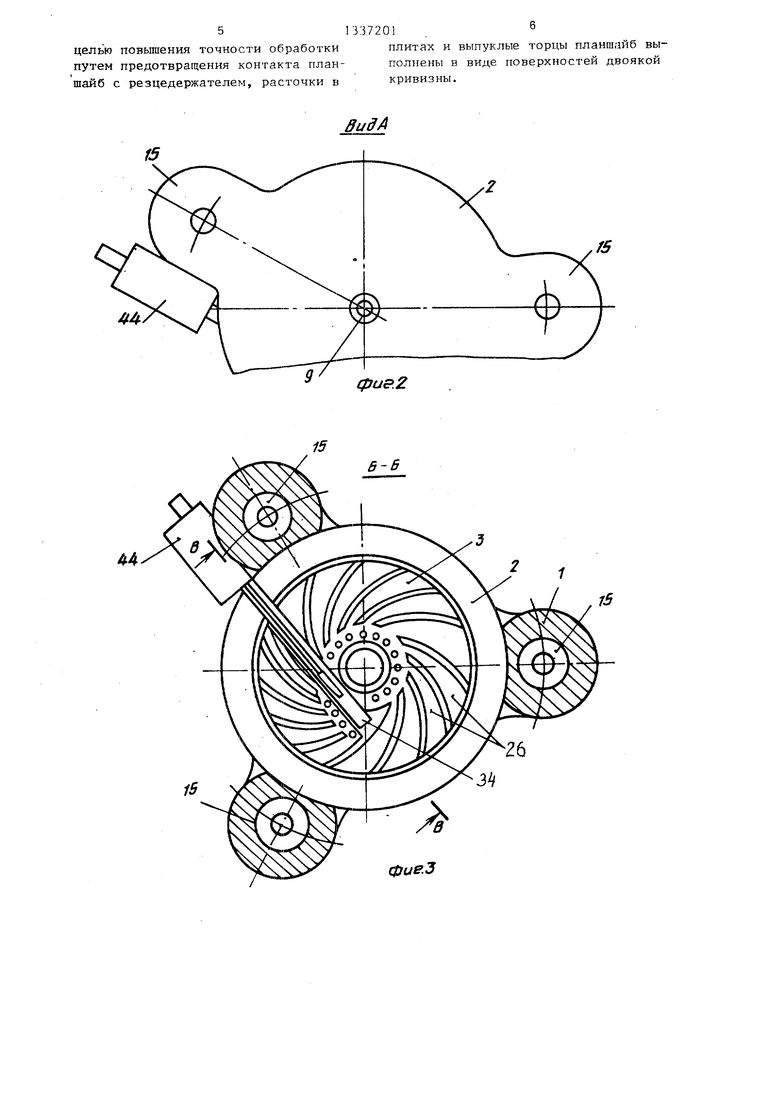
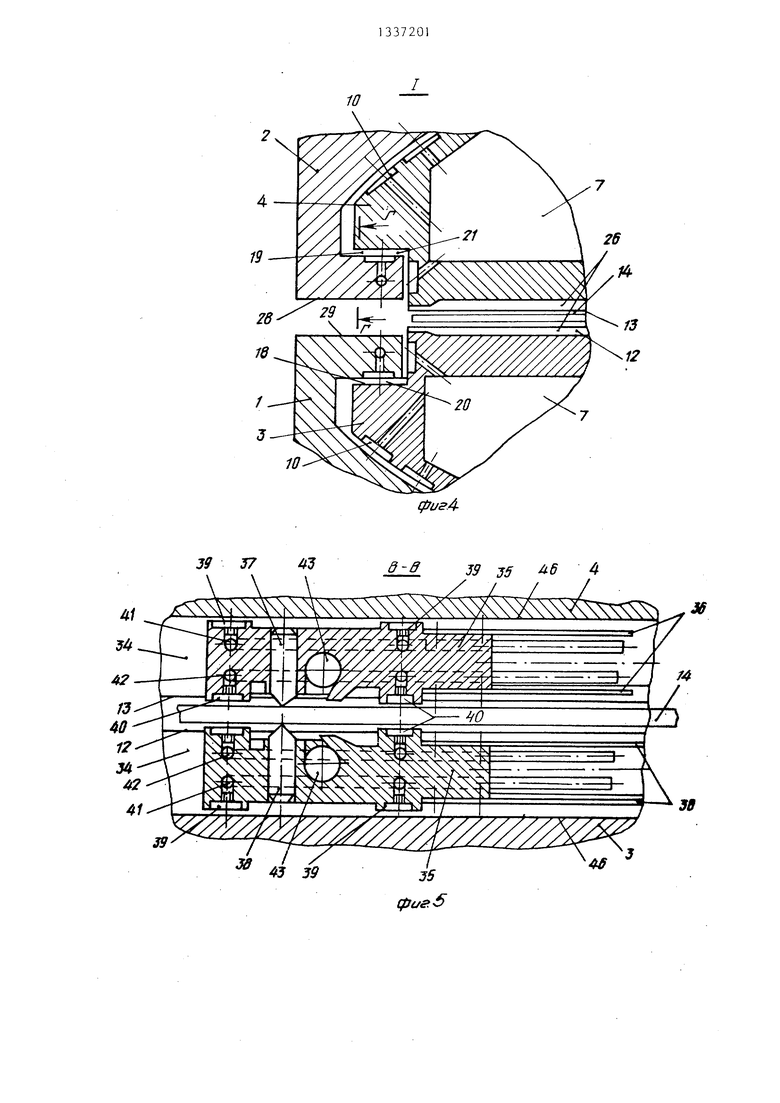
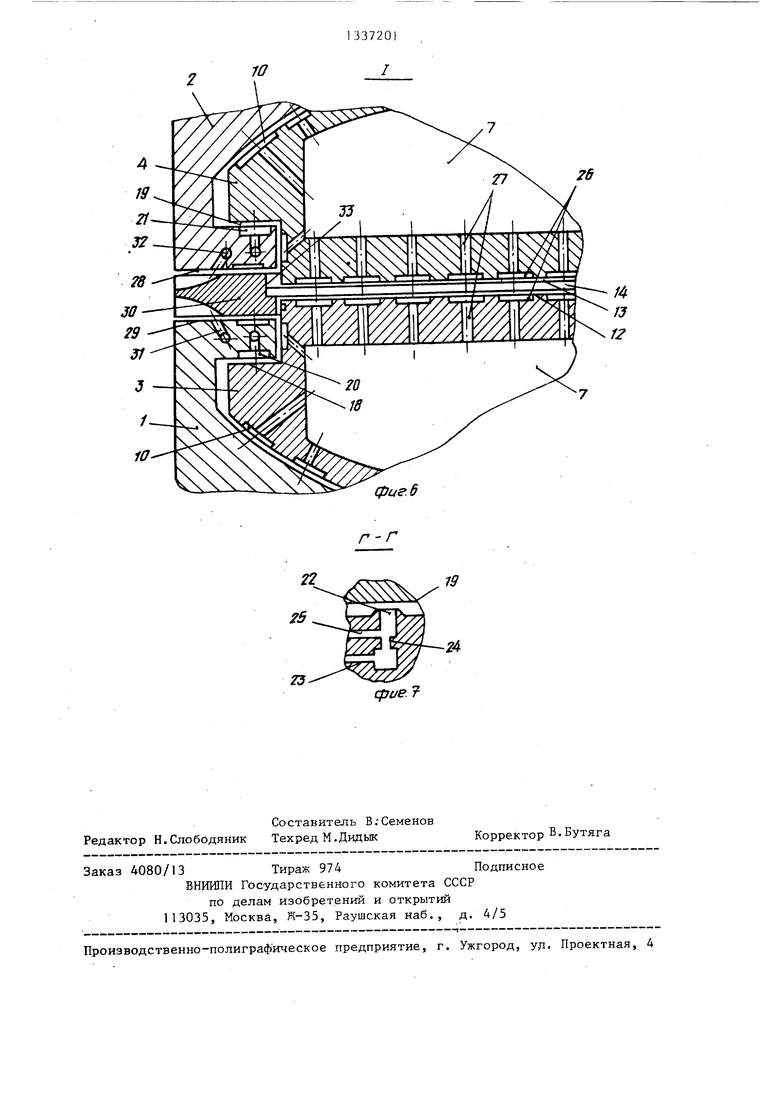
На фиг.1 изображен станок, разрез на фиг.2 - вид А на фиг.1; на фиг.3 - разрез Б-Б на фиг.1; на фиг.4 - узел 1 на Лиг.1 (вариант 1); на фиг. 5 разрез В-Б на фиг.З; на фиг. 6 - узел 1 на фиг.1 (вариант 2); на фиг.7 - разрез Г-Г на фиг.4.
Станок содержит нижнюю 1 и верх- нюю 2 плиты, несущие нижнюю 3 и верхнюю 4 планшайбы, размещенные в расточках 5 и 6, имеюп их поверхность двоякой кривизны (например, эллипсоидную). Внутренние полости 7 планшайб соединены через штуцеры 8, 9с источником сжатого воздуха. На внешней выпуклой поверхности планшайбы выполнены карманы 10, соединенные каналами М с внутренней полостью 7. Таким образом, расточки 5, 6 и выпуклые поверхности планшайб 3 и 4 образуют аэростатические опоры.
Плоские поверхности 12, .13 планшайб являются опорными для обраба- тываемой заготовки 14.
.Плиты 1 и 2 соединены тремя пнев- МО- или гидроцилиндрами 15 с двухсторонними штоками, причем верхний шток жестко соединен с плитой 2. По- лости цилиндров соединены через отверстия 16, 17 с системой управления (не показана).
Планшайбы 3 и 4 заплечиками 18 и 19 соответственно опираются на аэро статические подушки 20, 21 плит 1 и 2 На подушках 20 и 21 расположены по три датчика типа сопло - заслонка контроля расположения планшайб, раз- меш.енные равномерно по окружности вблизи расположения пневмо-или гидроцилиндров 15 (по углу). Измерительное сопло 22 датчика взаимодействует с заплечиками 18 и 19 планшайб 3 и 4 Давление питания подается к датчику по каналу 23 через дроссель 24. Выходной сигнал снимается по выходу 25
ПланшайбР 3 и 4 на плоских поверхностях 12 и 13 имеют углубления 26,
соединенные отверстиями 27 с полостями 7.
В варианте исполнения, представленном на фиг. 3, 4, углубления 26 выполнены в виде спиралей, образующих в плане профиль турбинных лопаток. В плане углубления расширяются в направлении от центра к периферии планшайбы. Спираль направлена так, что касательная к ней в точке пересечения с наружной поверхностью планшайбы и касательная к этой поверхности в той же точке образуют острый угол.
В варианте исполнения, представленном на фиг. 6, углубления 26 выполнены в виде кольцевых или радиальных канавок, не выходящих на боковую поверхность планшайб. В этом случае между поверхностями 28 и 29 размещена турбина 30, к которой через отверстия 31 и 32 подается силовая энергия в виде сжатого газа. На внутренней расточке 33 в турбине размещается обрабатьшаемая заготовка 14.
В радиальных или тангенциальных пазах 34 на плоских поверхностях 12 и 13 размещены плавающие резцедержатели -35, подвешенные на плоских пружинах 36 и несущие алмазные резцы 37, 38. Карманы 39, 40, выполненные на резцедержателях, образуют аэростатические опоры, причем карманы 39 взаимодействуют с дном пазов 34, а карманы 40 - с обрабатываемой поверхностью заготовки 14. Сжатый воздух к карманам подается через отверстия 41 и 42 соответственно.
Со стороны, обращенной к обрабатываемой поверхности заготовки, на резцедержателе вокруг гнезда под резец выполнена канавка, соединенная с источником вакуума через каналы A3. Подача резцедержателя осуществляется приводом 44 подач. Нижняя планшайба 3 имеет центрирующий поясок 45. Пазы 34 планшайб 3 и 4 имеют опорные поверхности 46.
Станок работает следующим образом
В исходном положении верхнюю плиту 2 поднимают путем подачи давления в нижние полости пневмо- или гидроцилиндров 15 через отверстия 17. Поскольку верхние штоки цилиндров жестко соединены с верхней плитой, то осуп ествляется ее подьем. Заготовка 14- укладывается на центрирующий поясок 45 нижней планшайбы 3. (фиг. 3 и 4) или на ёнутреннюю расточку 33
31337
турбины 30, предварительно смоченную твердеющей и растворимой жидкостью, например щеллочным лаком (фиг. 6). К туцерам 8 и 9 постоянно подается сжатьй воздух, поступающий по каналам 11 в карманы 10. Под действием давления воздуха планшайбы отжимаются от расточек 5 и 6 и прижимаются поверхностями заплечиков 18 и 19 к ю подушкам 20 и 2} (фиг. 4). При этом сопла 22 датчиков контроля положения планшайб взаимодействуют с заплечиками 18 и 19. На выходах 25 датчиков авление повышается. Это давление ис-15 пользуется в качестве сигнала для слежения за процессом установки планшайб в рабочее состояние, т.е. за процессом их сближения. В исходном положении давление на выходе 25 мак- 2о симальйое.
При- установке плиты в рабочее положение в нижнюю полость цилиндров 15 через отверстия 17 подается стабилизированное давление Pj от задатчика 25 (не показан), а в верхнюю полость через отверстие 16 - усиленный по давлению и мощности выходной сигнал PQ датчика контроля положения планшайб, снимаемый с выхода 25. В начальный Q момент РО 7 р. . Затем начинается сближение планшайб, которое происходит до тех пор,, пока планшайбы 3 и 4 не войдут в контакт с заготовкой 14. Так как из поло сти 7 сжатьш воздух по отверстиям 27 поступает также в углубления 26, то этот контакт ограничивается образующейся воздушной подушкой между поверхностями заготовок и планп1айб. В результате чего проис- ,„ ходит уравновешивание сил, действующих на каждую из планшайб снизу и сверху, она как бы всплывает. При этом заплечики 18 и 19 отходят от измерительных сопел 22 датчика контроя положения планшайбы и давление на выходе 25 снижается до величины, при оторой имеет место равенство Ра Pj . На этом процесс установки план35
45
айб в рабочее положение заканчивает50
ся.
В варианте исполнения, представленном на фиг. 3, 4, вращение заготовки осуществляется следующим образом.
Так как углубления 26 (к которым gg постоянно подается сжатый воздух) на рабочих поверхностях планшайб выполнены по спиралям, то движение сжатого воздуха в направлении от отверс
о
5 Q „
5
5
0
g
2014
тин 27 к выходу в атмосферу увлекает заготовку (за счет трения воздуха о заготовку) и начинается ее разгон. На выходе воздуха в атмосферу на периферии планшайб, кроме того, возникает реактивный эффект. Так как про- тивоположньш торец планшайбы выполнен в виде поверхности двоякой кривизны, то реактивньп импульс воспринимается только заготовкой, что приводит к ее вращению. Таким образом, углубления 26, кроме основной роли аэростатической подвески, выполняют также и роль реактивного привода вращения.
В варианте исполнения, представленном на фиг. 6, углубления 26 выполняются кольцевыми и радиальными, не имеющими выхода в атмосферу (т.е. они выполняют лишь функции аэростатического подвеса), а заготовка вращается турбиной 30 с двухсторонними ЛО-. патками. Силовой сжатьш воздух для вращения турбины подается через отверстия 31 и 32. Такое исполнение по сравнению с первым вариантом представляет более широкие возможности по управлению скоростью вращения заготовки. После приведения во вращение заготовки может быть начат процесс ее обработки.
Обработку заготовки осуществляют одновременно с двух сторон оппозитно расположенными алмазными резцами 37 и 38, установленными в резцедержателях 35. Последние базируются с одной стороны на поверхности 46 (на аэростатических опорах 39 ), ас другой - на поверхность заготовки аэростатическими опорами 40. Так как величина зазора в -аэростатических опорах устанавливается равной с обеих сторон автоматически, то обеспечивается и постоянство снимаемого припуска. Стружка, образующаяся при точении, удаляется вакуумным отсосом по гкана- лам 43.
Использование предлагаемого станка позволяет повысить качество обработки гибких дисков путем более точного позиционирования инструмента-и. детали за счет исключения возможного контакта планшайб и резцедержателей.
Формула изобретения
Станок для двусторонней обработки гибких дисков по авт. СБ, К 1217583, отличающийся тем, что, с
5 ;3:37201б
целью повышения точности обработки плитах и выпуклые торцы планшайб вы- путем предотвращения контакта план- полнены в внде поверхностей двоякой шайб с резцедержателем, расточки в кривизны.
видА
4U
фи&г
/5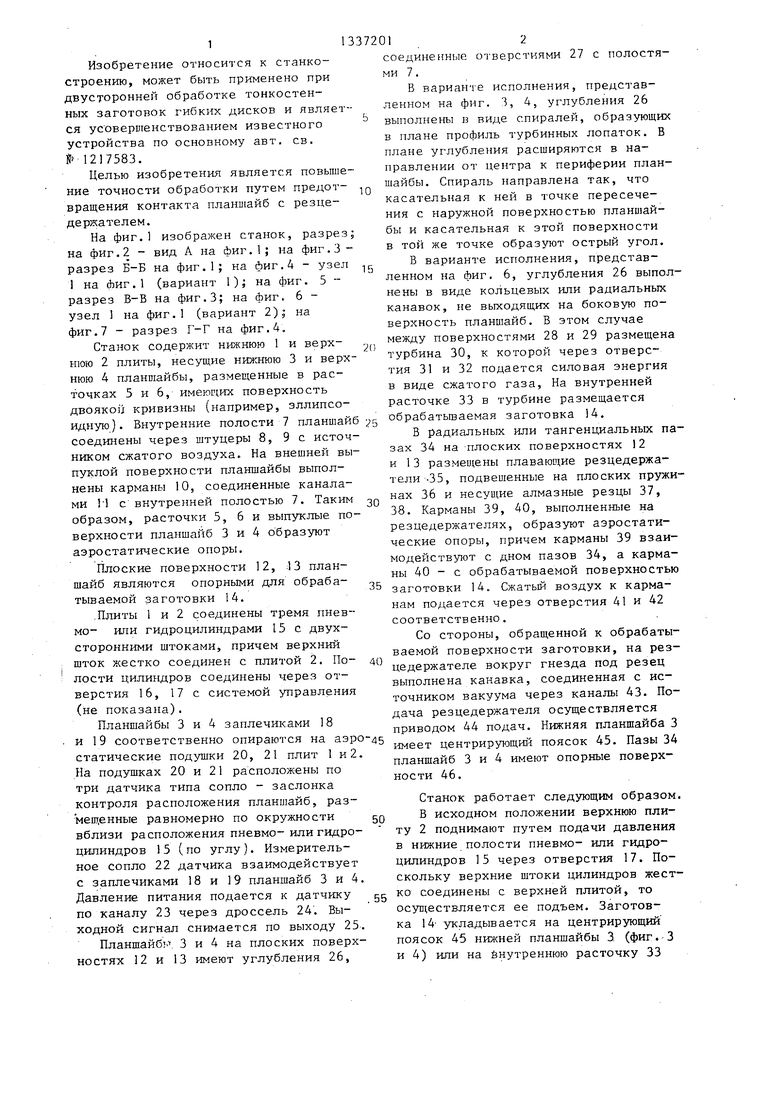
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для двусторонней обработки гибких дисков | 1984 |
|
SU1217583A1 |
| Станок для двухсторонней обработки гибких дисков | 1985 |
|
SU1328072A1 |
| Способ терморихтовки прецизионных гибких дисков и устройство для осуществления | 1985 |
|
SU1355636A1 |
| Способ рихтовки прецизионных дисков и установка для его осуществления | 1987 |
|
SU1445836A1 |
| Поворотный стол с газостатической опорой | 2022 |
|
RU2788876C1 |
| Станок для суперфинишной обработки желоба кольца шарикового подшипника | 1980 |
|
SU918058A1 |
| Прецизионный газостатический шпиндельный узел | 2021 |
|
RU2771708C1 |
| Устройство для статической балансировки тел вращения | 1982 |
|
SU1021961A1 |
| Полуавтомат для заточки резцов | 1990 |
|
SU1779547A1 |
| Рабочий стол карусельного станка | 1982 |
|
SU1087295A1 |
Изобретение относится к области станкостроения, а именно к-станкам для двусторонней обработки гибких дисков. Цель изобретения - повьшение точности обработки путем предотвращения контакта планшайб с резцедержателем. Для этого расточки 5 и 6 в плитах 1 и 2 и-торцы планшайб 3 и 4 выполнены в виде поверхностей двоякой кривизны. При обработке заготовки 14 планшайбы 3 и 4 взаимодействуют с заготовкой через образующуюся между ними воздушную подушку. Обработку осушествляют резцами, закрепленными в резцедержателях. Стружка удаляется вакуумным отсосом. 7 кп. (Л 2 со со vj o гч
1В
6-6
15
фие.З
(ffus4
4/
39 37 5
.S
ff-ffJ9 J5 84
/
4ff
фиг-S
гб
фае. 6
срие.
| Станок для двусторонней обработки гибких дисков | 1984 |
|
SU1217583A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
