Изобретение относится к обработке материалов резанием и может быть использовано при обработке прецизионных нежестких изделий типа диск из листового материала.
Целью изобретения является упрощение конструкции и расширение ее технологических возможностей путем стабилизации режимов резания.
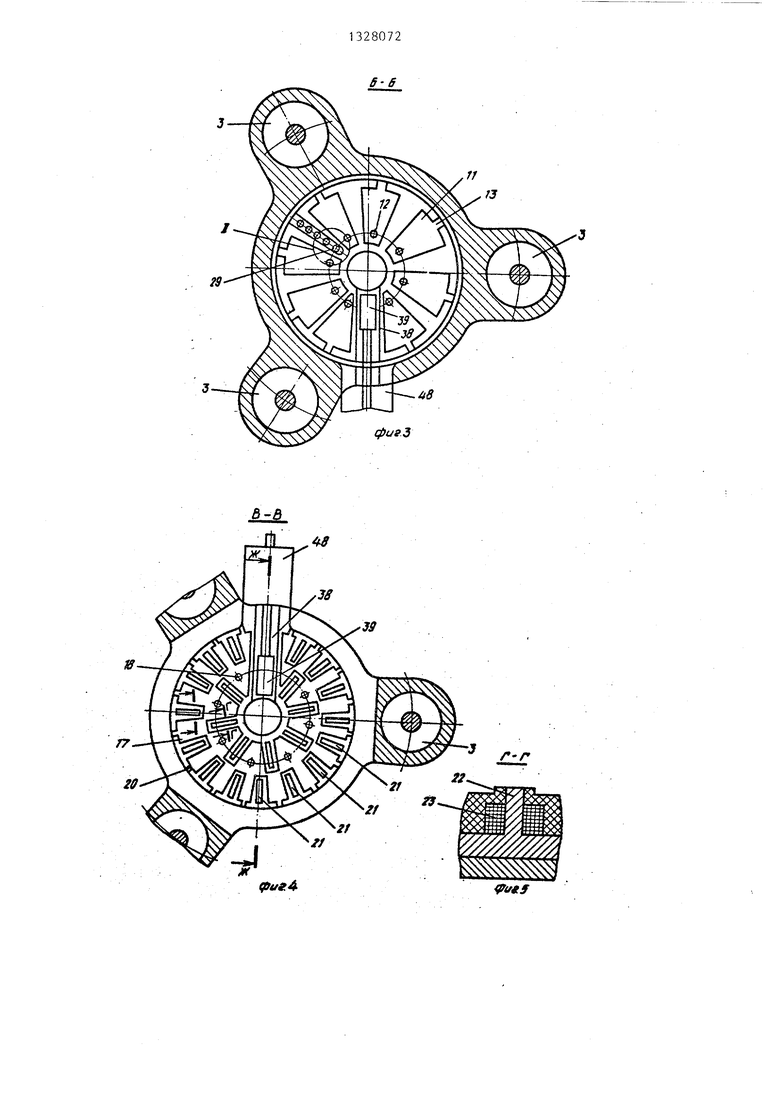
На фиг, 1 изображен предлагаемый станок, вертикальный разрез; на фиг. 2 - вид А на фиг, 1; на фиг, 3 - разрез Б-Б на фиг, 1; на фиг, 4 - разрез В-Б на фиг, 1; на фиг, 5 - разрез Г-Г на фиг, 4; на фиг, 6 - узел I на фиг,- 1; на фиг, 7 - разрез Д-Д на фиг, 6; на фиг, 8 - узел II на фиг, 3; на фиг, 9 - разрез Е-Е на фиг, 8; на фиг, 10 - разрез Ж-Ж на фиг, 4,
Станок состоит из нижней 1 и верхней 2 плит, соединенных пневмоцилинд- рами 3 так, .что верхняя плита 2 жестко соединена со штоком пневмо- цилиндра 3, В верхней плите 2 выполнена сферическая расточка 4, в которой размещена планшайба 5 do сфе- рическ1им выступом 6, на котором выполнены карманы 7, соединенные отверстиями 8 с внутренней полостью 9, Таким образом, сферическая расточка 4 и выступ 6 образуют пневмоподвес планшайбы. На нижнем плоском торце 10 планшайбы 5 выполнены карманы 11, соединенные отверстиями 12с внутренней полостью 9 планшайбы 5 и дросО
селем 13 с внешней средой. Планшайба 5 заплечиком 14 взаимодействует с верхней плитой 2 через пневмоподвес 15, На плоском торце 16 нижней плиты 1 выполнены карманы 17, соединенные отверстиями 18 с внутренней полостью 19 нижней плиты и дросселями 20 с атмосферой,
В нижней плите 1 вмонтирован статор плоского электродвигателя 21, образованный магнитопроводом с полюсами 22 и обмотками 23,
На торце 24 плиты 2 выведены измерительные сопла. 25 датчиков положения планшайбы 5, расположенные по окружности рядом с пневмоцилиндром, ТррЦы.датчиков взаимодействуют с за- igg плечиком 14 планшайбы, Подвод питания к датчикам осуществляется по каналу 26 через дроссели 27, Выходной сигнал с датчиков снимается по каналу 28
45
50
0
5
0
5
g
На торец 10 планшайбы 5 выведены сопла 29 датчиков контроля плоскоснос- ти дисков. Питание датчиков производится через каналы 30 и дроссели 31, а сигнал снимается по каналам 32, Вокруг сопла 29 выполнены канавки 33, .соединенные с внешней средой. Питание полостей 9 и 19 подается по каналам 34 от системы подготовки рабочего газа (не показано), Заготовка 35 помещается между торцом 10 планшайбы и торцом 16 нижней плиты 1 на пневмоподвесе.
Рабочий газ для работы пневмо- цилиндров подается в их верхние и нижние полости по каналам Зб и 37 соответственно,
Б радиальных пазах 38 на опорных поверхностях торцов 10 и 16 размещены плавающие резцедержатели 39, подвешенные на плоских пружинах 40 и несущие алмазные резцы 41 и 42, Карманы 43 и 44, выполненные на резцедержателях, образуют аэростатические опоры. При этом карманы 43 взаимодействуют с поверхностью пазов 38, а карманы 44 - с обрабатываемой поверхностью 35 заготовки. Рабочий газ к карманам подается через отверстия 45 и 46 соответственно. Со стороны, обращенной к обрабатываемой поверхности заготовки, на резцедержателе вокруг гнезда под .резец выполнена канавка, соединенная с источником вакуума через полости 47, Подача резцедержателей осуществляется приводом 48 любого известного типа,
На плоском торце 16 нижней плиты 1 выполнен центрирующий поясок 49,
Станок работает следующим образом,
В исходном положении давление в нижних полостях пневмоцилиндров 3 пре- вьш1ает давление в их верхних полостях, 5 При этом поршни цилиндров перемещаются в верхнее положение, поднимая плиту 2 с планшайбой 5, Заготовка 35 укладывается на центрирующий пояСок 49 нижней плиты 1 (фиг, 1), После этого подается сигнал на установку верхней плиты 2 в рабочее положение, Подается также газ по каналам 34 в полости 9 и 19 и к датчикам по каналам 26 и 30,
Под действием силы тяжести планшайба 5 находится в нижнем положении, соприкасаясь своими заплечиками 14 с торцом 24, закрывая.сопло 25, При этом на выходах канала 28 появляется сигнал высокого уровня. При подаче
0
5
0
0
Команды на установку верхней плиты 2 в рабочее положение давление с выходов канала 28 после усиления по давлению и мощности подается в верхние полости пневмоцилиндров 3 по кана- jiaM 36. При этом верхняя плита 2 начинает опускаться. В момент соприкосновения нижнего торца 10 планшай- бы 5 с. заготовкой 35 через пневмоподвес она останавливается. Между запле- чиком 14 и торцом 24 появляется зазор Давление на выходах канала 28 падает. В момент уравновешивания давления в верхних плоскостях пневмоцилиндров 3
Станок для двухсторонней обработ гибких дисков, содержащий привод их вращения, соединенные пневмо-(гидро цилиндрами верхнюю и нижнюю плиты с датчиками положения; планшайбу со
с давлением в нижних плоскостях движение плиты 2 прекращается.
Так как из полостей 9 и 19 рабочий газ по отверстиям 12 и 18 попадает в карманы 11 и 17, то образуются воз-2о сферическим пневмоподвесом и резце- душные подушки между нижним торцом 10 держатели, оппозитно установленные планшайбы 5, поверхностью заготовки 35, плоскостью торца 16 нижней плиты 1 и другой поверхностью заготовки.
о
на пневмоподвесах в пазах плит, ли чающийся тем, что, с целью упрощения конструкции и расшиПри уравновешивании сил, действующих на поверхности заготовки, она всплывает. Положение сохраняется на весь период обработки и контролируется соплами 25.
Вращение -заготовки осуществляется с помощью плоского электродвигателя, статор которого образован магнитопро- водом 22 с обмотками 23, а ротором является обрабатываемая заготовка 35.
. После приведения во вращение заго- . товки может быть начат процесс ее обработки, который осуществляется одновременно с двух сторон оппозитно расположенными алмазными резцами. После
окончания обработки в нижние полости пневмоцилиндров 3 по каналам 37 подается высокое давление и плита 2 поднимается, освобождая заготовку.
Применение-предложенного устройства обеспечивает упрощение конструкции станка и расширение его технологических возможностей за счет повьш1ения качества обработки путем стабилизации режимов процесса.
Формула изобретения
Станок для двухсторонней обработки гибких дисков, содержащий привод их вращения, соединенные пневмо-(гидро) цилиндрами верхнюю и нижнюю плиты с датчиками положения; планшайбу со
сферическим пневмоподвесом и резце- держатели, оппозитно установленные
2о сферическим пневмоподвесом и резце- держатели, оппозитно установленные
о т на пневмоподвесах в пазах плит, ли чающийся тем, что, с целью упрощения конструкции и расши25 рения технологических возможностей, привод выполнен в виде электрических обмоток, охватывающих выполненные в нижней плите радиально ориентированные полюса, образующие магнитную
30 систему, расположенные по концентрическим окружностям со смещением на шаг в сопрягаемЬгх рядах, при этом обращенные друг к другу стороны плит снабжены диэлектрическими прокладками, в которых выполнены карманы пнев моподвода, размещенные в межполюсном пространстве нижней плиты и оппозитно -в верхней и соединенные через введенные в станок дроссели с внешней средой.
35

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для двусторонней обработки гибких дисков | 1984 |
|
SU1217583A1 |
| Способ терморихтовки прецизионных гибких дисков и устройство для осуществления | 1985 |
|
SU1355636A1 |
| Станок для двусторонней обработки гибких дисков | 1985 |
|
SU1337201A2 |
| Станок для заточки резцов | 1980 |
|
SU1085769A1 |
| Способ рихтовки прецизионных дисков и установка для его осуществления | 1987 |
|
SU1445836A1 |
| КОМПЛЕКС ДЛЯ ОБРАБОТКИ РАДИУСНЫХ ПОВЕРХНОСТЕЙ КРУПНОГАБАРИТНЫХ ЛИСТОВЫХ ЗАГОТОВОК | 2007 |
|
RU2360770C2 |
| РАСТОЧНЫЙ СТАНОК | 1968 |
|
SU231299A1 |
| Станок для обрезки труб | 1985 |
|
SU1287988A1 |
| Протяжной станок для обработки кольцевого паза в деталях типа дисков | 1983 |
|
SU1138266A1 |
| ОСНАСТКА ТОКАРНОГО СТАНКА ДЛЯ ОБРАБОТКИ ЗАГОТОВОК ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2000 |
|
RU2179091C1 |


Изобретение относится к области обработки материалов резанием и может быть использовано при обработке прецизионных нежестких изделий типа диск из листового материала. Целью изобретения является упрощение конструкции и расширение технологических возможностей путем стабилизации резания. Станок содержит нижнюю 1 и верхнюю 2 плиты, планшайбу 5 со сферическим пневмоподвесом, оппозитно установленным на пневмоподвесах резцедержателей, и привод заготовки, i выполненный в виде электрических об - моток, охватывающих радиально ориентированные полюса, образующие магнитную систему, которые расположены по концентрическим окружностям со смещением на шаг в сопрягаемых рядах. При этом внутренние стороны плит 1 и 2 снабжены диэлектрическими прокладками, в которых выполнены карманы пневмоподвеса, размещенные в межполюсном пространстве нижней плиты и оппозитно в верхйей и соединенные через дроссели с внешней средой. 10 ил. С S (О (Ца.1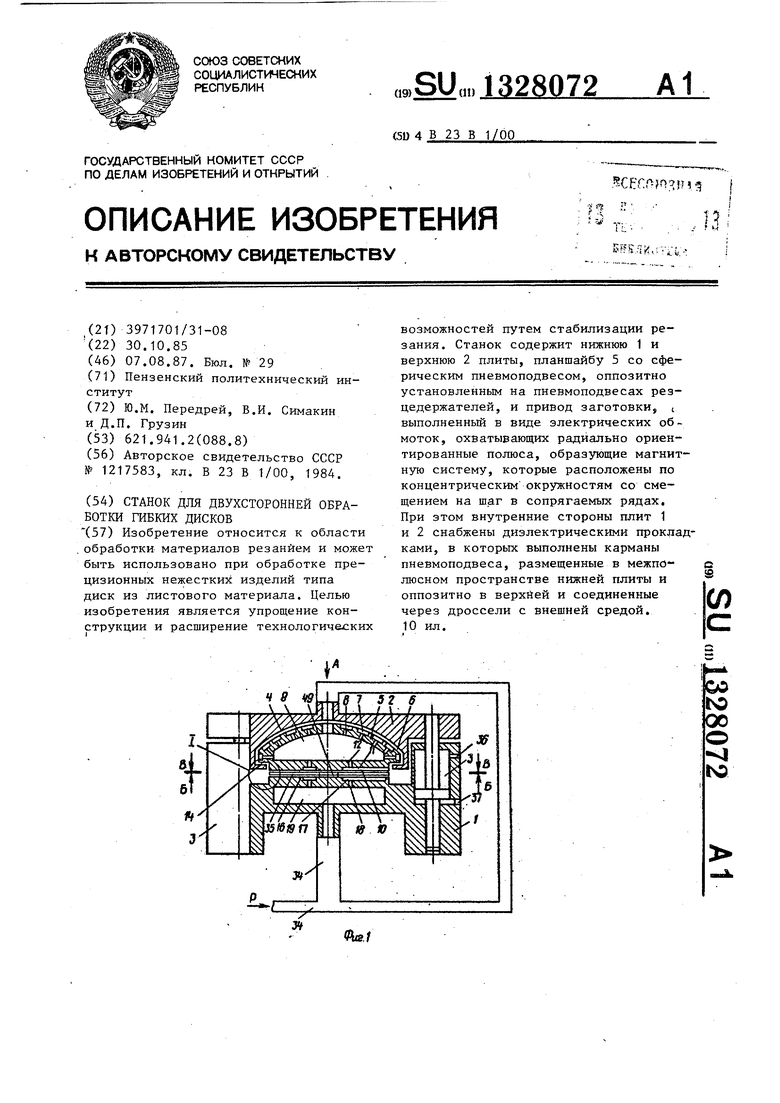
s-s
ив
фигЗ
flj:
ftl -«
ug4
(ffS
7
77
Сриг.6
Л А
-Е
31
фиг. в
фиг. 9
(риг. 7
4/ 7
5
3 42 7
J 59
Редактор Гербер Г.
Составитель В.В.Золотов
Техред В.КадарКорректор.И.Эрдейи
Подписное
Заказ 3431/14 Тираж 974
ВНИВДИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
/2.7(7
Подписное
| Способ реконструкции крыши вертлужной впадины | 1984 |
|
SU1217383A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
