Известны автоматы для отрезки и гибки проволочных деталей с использованием держателя для катушки с проволокой, приспособления для сматывания и передвижения проволоки, поворотных оправок, пуансона и кулачкового приводного механизма. Недостатком таких автоматов является их сложность в конструктивном исполнении. В описываемом автомате упрощена конструкция тем, что оправки расположены по оси разматываемой проволоки на подвижных вертикально установленных шпильках, на конце каждой из них закреплен подпружиненный рычаг, взаимодействуюший с кулачковым приводным механизмом. Для поворота оправок применен реечный механизм, взаимодействующий при помощи системы рычагов с кулачковым приводным механизмом.
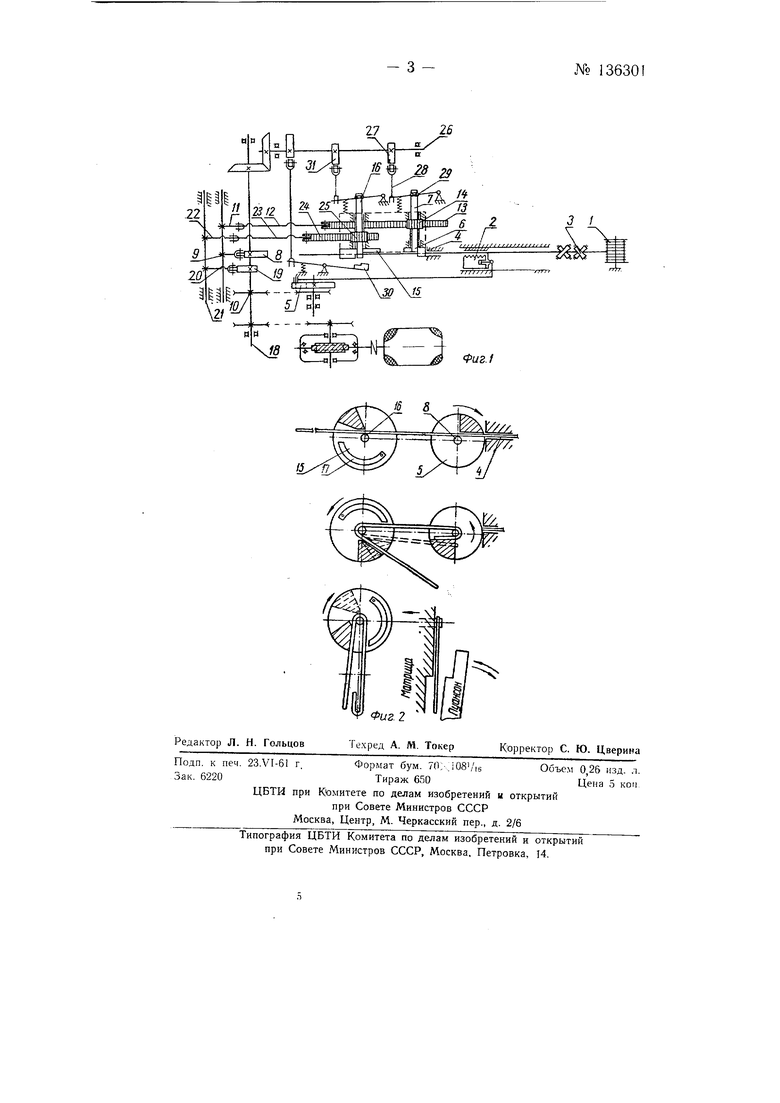
На фиг. I изображена кинематическая схема автомата; на фиг. 2- схематически показан процесс производства детали, условно разделенный на три операции.
Проволока с катушки / клещевым захватом 2 протягивается через рихтовочный узел 3 и подается в рабочую зону автомата через отрезную втулку 4.
Регулировка длины подаваемой проволоки производится перестановкой пальца кривошипа 5. На этом заканчивается первая операция изготовления детали.
Оправка 6, вращаюсь по часовой стрелке, отрезает материал, нажимая острым углом выступа на кромку отрезной втулки; дальнейшим движением оправки по часовой стрелке короткий конец петли сгибается вокруг выдвинутой шпильки 7. Оправка получает движение от кулачка 8 через рычаг 9, вал 10, рычаг //, тягу 12, рейку 13 и жестко связанную с оправкой реечную шестерню 14.
Другая оправка 15 получает вращение с некоторым запозданием вслед за оправкой 6, вращаясь против часовой стрелки, загибает длинный конец проволоки, вращается вокруг выдвинутой шпильки 16, гол
№ 136301- 2 -
этом лепесток пружинного упора 17 (фиг. 2) утопает в тело оправки. Движение оправки 15 осуществляется через второй вал 18, кулачок /Я рычаг 20, вал 21, рычаг 22, тягу 23, рейку 24 и реечную шестерню 25. С середины пути, при вращении оправки 15, оправка 6 возвращается в исходное положение. На этом заканчивается вторая операция изготовления детали.
Далее шпилька 7 оправки 6 утопает в оправку. Движение передается через вал 26, кулачок 27, рычаги 28 и 29. Деталь, потеряв опору, падает и ускоряется пружинным упором /7 оправки 15, получивщей вращение по часовой стрелке. Гибочный выступ оправки в это время служит упором для детали с другой стрроны. Деталь, повисщая на щпильке 16, подается ударом пуансона 30 к матрице, расположенной ниже оправки 15. Пуансон 30 укреплен па конце рычага, получает движение от вала 26 и кулачка 31. После гибки детали и отхода пуансона щпилька 16 утопает в тело оправки 15, и оправка возвращается в исходное положение. Па этом заканчивается третья и последняя операция изготовления детали.
Готовая деталь попадает на приемный нож и мерную проволоку, на мерной проволоке детали укладываются в гнезда специальной тары и поступают на рабочие места сборщиков.
Производительность автомата приближается к числу оборотов распределительного вала и может достигать до 25 тыс. щт. в смену.
Предмет изобретения
1.Автомат для отрезки и гибки проволочных деталей, например для электрических счетчиков, содержащий держатель для катушки с проволокой, приспособление для сматывания и передвижения проволоки, две поворотные оправки, ножевое приспособление для отрезки проволоки, пуансон для гибки детали, и кулачковый приводной механизм, отличающийся тем, что, с целью упрощения конструкции, оправки расположены по оси разматываемой проволоки на подвижных вертикально установленных щпильках, на одном конце каждый из них закреплен подпружиненный рычаг, взаимодействующий с кулачковым приводным механизмом.
2.Автомат по п. 1, отличающийся тем, что, для поворота оправок в нем применен реечный механизм, взаимодействующий при помощи системы рычагов с кулачковым приводным механизмом.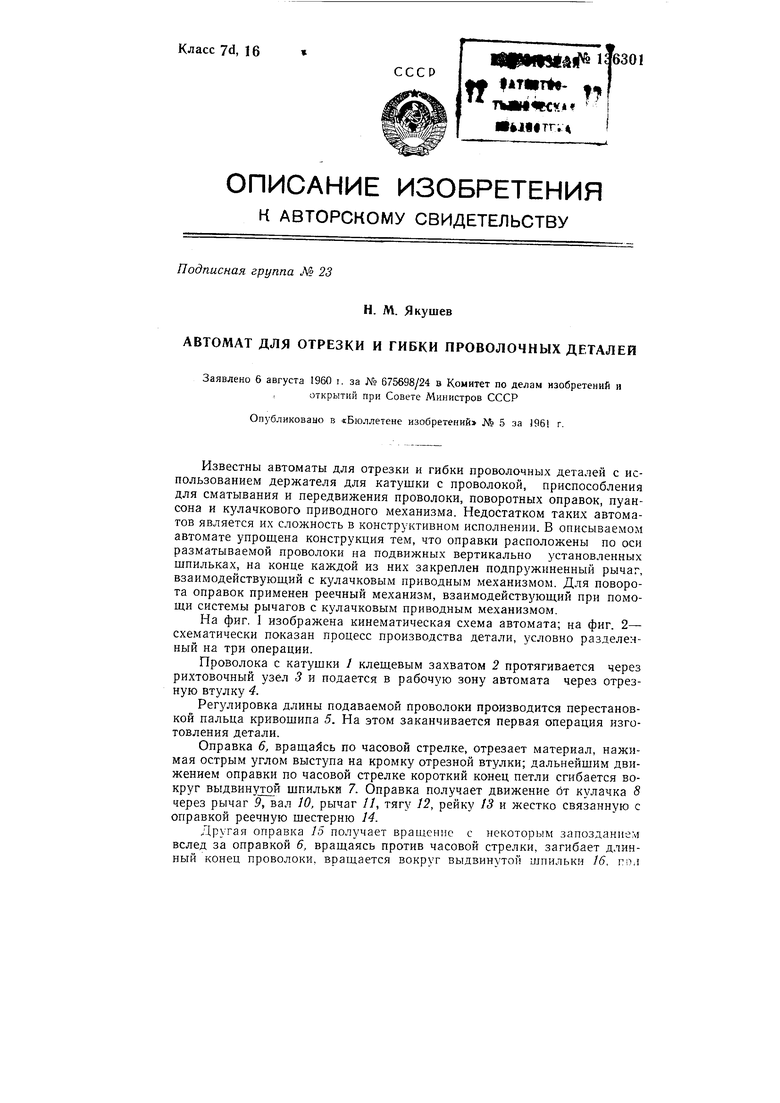
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ОТРЕЗКИ И ГИБКИ ПРОВОЛОЧНЫХДЕТАЛЕЙ | 1972 |
|
SU433944A1 |
| Автомат для отрезки и гибки проволочных деталей | 1979 |
|
SU874246A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ ЛЕНТЫ ПЛОСКИХ СПИРАЛЕЙ | 1971 |
|
SU295595A1 |
| Гибочно-штамповочный автомат | 1983 |
|
SU1139551A1 |
| Автомат для изготовления деталей из проволоки | 1991 |
|
SU1787630A1 |
| Автомат для изготовления демпферных и шультерных пружин | 1961 |
|
SU147569A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ГВОЗДЕЙ | 1992 |
|
RU2019351C1 |
| Автомат для гибки изделий из проволоки | 1989 |
|
SU1641490A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ СПАРЕННЫХ СЕРИЕСНЫХ | 1973 |
|
SU388307A1 |
| Автомат для изготовления изделий из проволоки | 1981 |
|
SU1042858A1 |