(54) СПОСОБ ВОЛОЧЕНИЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРАВКИ ИЗДЕЛИЙ ПРИ ВОЛОЧЕНИИ | 1969 |
|
SU248619A1 |
| Способ волочения металлических изделий и устройство для его осуществления | 1984 |
|
SU1243860A1 |
| СПОСОБ СНИЖЕНИЯ ПРОЧНОСТНЫХ ХАРАКТЕРИСТИК МЕТАЛЛА СТАЛЬНОЙ ДЛИННОМЕРНОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2412773C2 |
| СПОСОБ ПРОИЗВОДСТВА АРМАТУРНОЙ ПРОВОЛОКИ | 2006 |
|
RU2302916C1 |
| Способ подготовки катанки к волочению и устройство для его осуществления | 1990 |
|
SU1779425A1 |
| Способ многократного волочения проволоки | 1988 |
|
SU1659155A1 |
| СПОСОБ ВОЛОЧЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2043799C1 |
| СБОРНЫЙ ВОЛОЧИЛЬНЫЙ ИНСТРУМЕНТ | 2021 |
|
RU2778315C1 |
| Способ гибки труб | 1979 |
|
SU889196A1 |
| Способ производства высокопрочной углеродистой проволоки | 1987 |
|
SU1444018A1 |
Изобретение относится к волочильному производству.
Известен способ волочения металлических изделий, при котором заготовку, опирающуюся на две опорные втулки, подвергают многократному знакопеременному изгибу в очаге деформации (волоке), расположенном между втулками 1.
Однако при волочении по такому способу получаемое изделие имеет волнистость, разностенность и овальность вследствие того, что изгибается оно в очаге Деформации. Наряду с этим повышается износ волоки, так как к ней прикладывается усилие волочения, необходимое для деформации изделия и усилие изгиба.
Наиболее близким техническим решением к изобретению является способ деформации заготовки, включающий волочение заготовки через две волоки 2.
Однако и этот способ не позволяет получать изделия удовлетворительной кривизны.
Цель изобретения - уменьшение кривизны изделий.
Это достигается тем, что заготовку между волоками подвергают многократному знакопеременному изгябу.
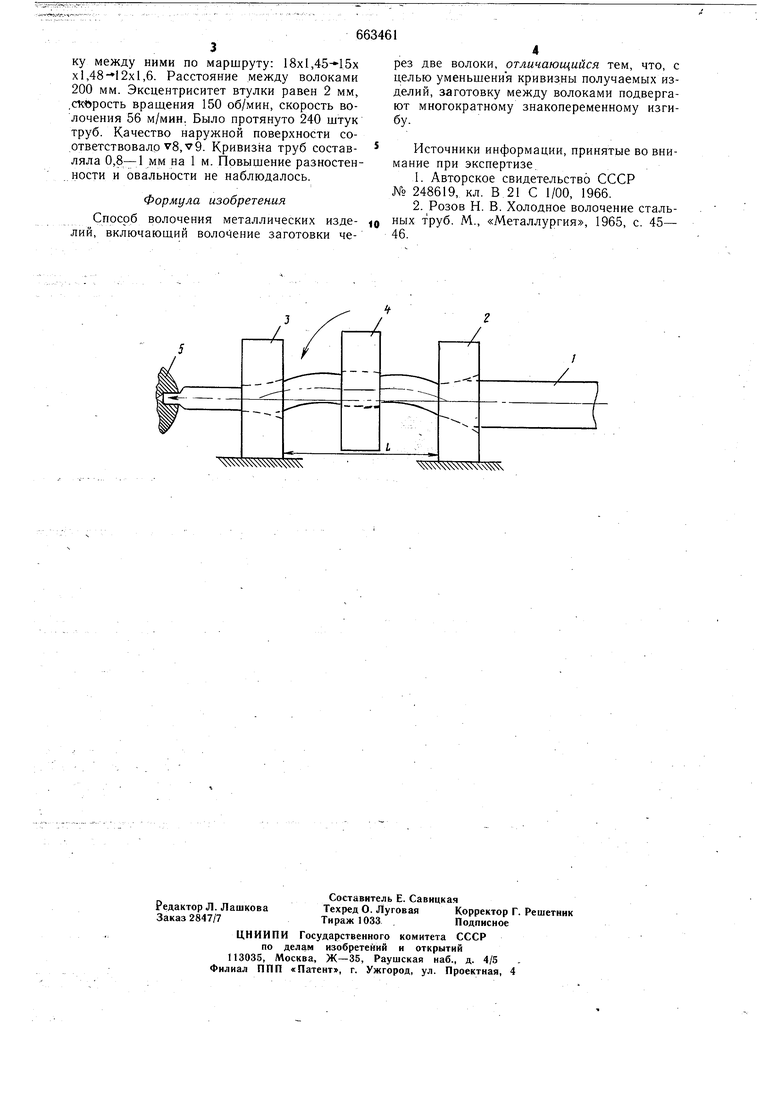
На чертеже схематично изображено устройство для осуществления способа.
Заготовка 1, предварительно обжимается в волоке 2 на длине L необходимой для- заправки заготовки через вторую волоку 3 и приспособление для изгиба заготовки, выпол ненное, например, в виде установленной эксцентрично оси волочения втулки 4. Затем заготовку вместе с волокой 2 передают на волочильный стан с эксцентричной втулкой 4, волокой 3 и упором для волоки 2, задают заготовку с предварительно обжатым концом L во втулку 4 и волоку 3, до упора волоки 2 в упор, захватывают передний конец тянущим механизмом 5 и осуществляют волочение. При этом за счет одновременного волочения заготовки через две волоки 2 и 3 и изгиба между ними получают изделие уменьщенной кривизны. Вследствие наличия растягивающих напряжений снижается усилие изгиба, изгибающий момент, необходимый для получения изделия удовлетворительной кривизны, а также усилие волочения, действующее на волоки.
Пример. Трубы из стали OXI8H10T размером 18x1,45 мм, длиной 4-5 м протягивают через две волоки и эксцентричную втулку между ними по маршруту: 18х1, х1,,6. Расстояние между волоками 200 мм. Эксцентриситет втулки равен 2 мм, .скорость вращения 150 об/мин, скорость волочения 56 м/мин. Было протянуто 240 штук труб. Качество наружной поверхности соответствовало v8,v 9. Кривизна труб составляла 0,8-1 мм на 1 м. Повышение разностенности и овальности не наблюдалось.
Формула изобретения
Способ волочения металлических изделий, включающий волочение заготовки
рез две волоки, отличающийся тем, что, с целью уменьшения кривизны получаемых изделий, заготовку между волоками подвергают многократному знакопеременному изгибу.
Источники информации, принятые во внимание при экспертизе.
/
