Ё
| название | год | авторы | номер документа |
|---|---|---|---|
| Волока | 1989 |
|
SU1650306A1 |
| Способ изготовления круглой проволоки из углеродистой стали волочением | 2017 |
|
RU2649610C1 |
| Способ производства профиля из бронзы | 2021 |
|
RU2769966C1 |
| Способ и устройство для волочения квадратной проволоки в роликовой волоке из круглой заготовки | 2021 |
|
RU2761840C1 |
| Волока | 1987 |
|
SU1454533A1 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ПОЛУЧЕНИЯ ПОЛОСОВЫХ ПРОФИЛЕЙ | 2008 |
|
RU2383404C1 |
| СПОСОБ СНИЖЕНИЯ ПРОЧНОСТНЫХ ХАРАКТЕРИСТИК МЕТАЛЛА СТАЛЬНОЙ ДЛИННОМЕРНОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2412773C2 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ ПОЛОСОВЫХ ПРОФИЛЕЙ ИЗ НИХРОМА | 2008 |
|
RU2371267C1 |
| СПОСОБ ПРОИЗВОДСТВА АРМАТУРНОЙ ПРОВОЛОКИ | 2006 |
|
RU2302916C1 |
| СПОСОБ ВОЛОЧЕНИЯ ПРОФИЛЯ ЛИФТОВОЙ НАПРАВЛЯЮЩЕЙ | 2007 |
|
RU2342206C2 |
Изобретение относится к волочильному производству и может быть использовано для получения проволоки из различных металлов и сплавов. Цель изобретения - повышение точности геометрических размеров проволоки и повышение производительности за счет увеличения степени деформации. Способ многократного волочения включает последовательное протягивание заготовки через волоки и изгиб заготовки между волоками и тянущими устройствами. Изгиб осуществляют с радиусом кривизны в пределах 4-8,5 диаметра калибрующего канала волоки. 1 ил.
Изобретение относится к волочильному производству и может быть использовано для получения проволоки из различных металлов и сполавов.
Цель изобретения - повышения точности геометрических размеров проволоки и повышение производительности за счет увеличения степени деформации.
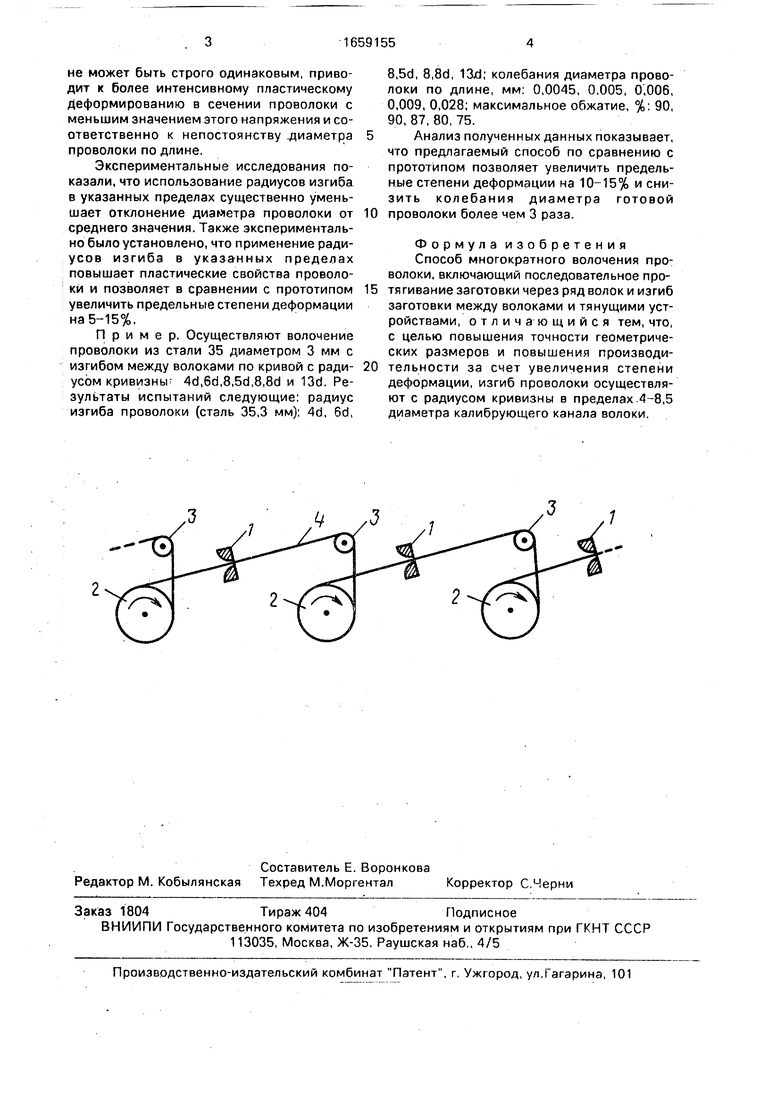
На чертеже представлена схема устройства для осуществления способа.
Устройство включает ряд волок 1, расположенных между тянущими барабанами 2. После каждой волоки размещен изгибающий ролик 3, обеспечивающий изгиб проволоки по радиусу 4-8,5d, где d - диаметр калибрующего канала волоки.
Способ осуществляют следующим образом.
Проволоку после обжатия в волоке 1 подвергают изгибу по кривой с радиусом кривизны в пределах 4-8,5d, где d -диаметр
калибрующего канала волоки данного перехода. Благодаря изгибу по такому радиусу кривизны проволока получает дополнительную вытяжку в местах изменения радиуса кривизны от PJU до (dp+ d )/2 и от (dp+d)2 до ртк , где /о™ - радиус, при котором начинается пластическая деформация при заходе на изгибающий ролик, а /Отк -радиус, при котором заканчивается пластическая деформация на выходе проволоки с ролика, dp - диаметр ролика, d - диаметр калибрующего участка волоки данного перехода Значения/9тм и/Откзависчт от растягивающего проволоку усилия соответственно на входе и выходе с ролика.
При использовании радиусов изгиба в указанных пределах пластическая деформация происходит на меньшей базе и при меньших растягивающих усилиях Тот факт, что напряжение начала пластической деформации для обрабатываемого материала
О
ел ю
ел ел
не может быть строго одинаковым, приводит к более интенсивному пластическому деформированию в сечении проволоки с меньшим значением этого напряжения и со- ответственно к непостоянству диаметра проволоки по длине.
Экспериментальные исследования показали, что использование радиусов изгиба в указанных пределах существенно уменьшает отклонение диаметра проволоки от среднего значения. Также экспериментально было установлено, что применение ради- усов изгиба в указанных пределах повышает пластические свойства проволоки и позволяет в сравнении с прототипом увеличить предельные степени деформации на 5-15%.
Пример. Осуществляют волочение проволоки из стали 35 диаметром 3 мм с изгибом между волоками по кривой с ради усом кривизны 4d,6d,8,5d,8,8d и 13d, Результаты испытаний следующие: радиус изгиба проволоки (сталь 35,3 мм): 4d, 6d,
-
-Т/
8,5d, 8,8d, 13d; колебания диаметра проволоки по длине, мм: 0,0045, 0.005, 0,006, 0,009, 0,028; максимальное обжатие, %: 90, 90, 87, 80, 75.
5Анализ полученных данных показывает,
что предлагаемый способ по сравнению с прототипом позволяет увеличить предельные степени деформации на 10-15% и снизить колебания диаметра готовой
10 проволоки более чем 3 раза.
Формула изобретения Способ многократного волочения проволоки, включающий последовательное про- 15 тягивание заготовки через ряд волок и изгиб заготовки между волоками и тянущими устройствами, отличающийся тем, что, с целью повышения точности геометрических размеров и повышения производи- 20 тельности за счет увеличения степени деформации, изгиб проволоки осуществляют с радиусом кривизны в пределах 4-8,5 диаметра калибрующего канала волоки.
| Юхвец И.А | |||
| Волочильное прозиводство | |||
| М.: Металлургиздат, 1954, с | |||
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Способ производства высокопрочной углеродистой проволоки | 1987 |
|
SU1444018A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
