(54) СПОСОБ РАЗ/ЧЕРНОЙ ЭЛЕКТРОХИМ ИЧЕСКОЙ
ОБРАБОТКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления электродаинструмента для электрохимического маркирования | 1973 |
|
SU663550A1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО МАРКИРОВАНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2229966C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО МАРКИРОВАНИЯ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ ПОД УПРУГИМ ДИЭЛЕКТРИЧЕСКИМ ПОКРЫТИЕМ И СПОСОБ С ЕГО ПРИМЕНЕНИЕМ | 2012 |
|
RU2542216C2 |
| Способ изготовления электродаинструмента | 1974 |
|
SU529040A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ МАРКИРОВКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ СТВОЛА ОРУЖИЯ | 2012 |
|
RU2514763C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ИНФОРМАЦИОННЫХ ИЗДЕЛИЙ | 2006 |
|
RU2314367C1 |
| Устройство для электрохимического маркирования | 1981 |
|
SU1041255A1 |
| Способ изготовления и шаблон для электрохимического получения углублений в пазах охлаждающего канала детали | 2018 |
|
RU2699471C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛОКАЛЬНЫХ УЧАСТКОВ И УСТРОЙСТВО ДЛЯ ЕГО ИСПОЛЬЗОВАНИЯ | 2011 |
|
RU2470749C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО МАРКИРОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2581537C2 |
Изобретение относится к электрофизическим и электрохимическим методам обработки и может быть использовано для изготовления электрода-инструмента при формообразовании сложных фасонных поверхностей.
Известен способ изготовления электрода-инструмента для электрохимической обработки, при котором производят формообразование профиля электрода-инструмента из легкоплавкого токопроводящего материала 1.
Однако этот способ имеет ограниченные возможности и не обеспечивает точное нанесение сеточного рисунка, так как чрезвычайно трудноточно расположить внутри емкости, имеющей малую горловину, электродинструмент и механизм его перемещения требуемым образом.
Целью изобретения является расщирение номенклатуры обрабатываемых деталей и при этом повышение точности сеточного рисунка, наносимого на внутреннюю поверхность емкостей с замкнутыми объемами и на наружные поверхности с вогнутыми элементами больщой кривизны.
Поставленная цель достигается тем, что согласно способу размерной электрохимической обработки включающем операции смачивания маркируемой поверхности электролитом и воздействии на эту поверхность 5 электродом-инструментом, операцию воздействия осуществляют электродом-инструментом, представляющим собой слой токопроводящей жидкой .массы.
Токопроводящая жидкая масса, напри,Q мер ртуть, обеспечивает надежный контакт через слой электролита со всей поверхностью, подлежащей маркированию, независимо от ее конфигурации и доступности.
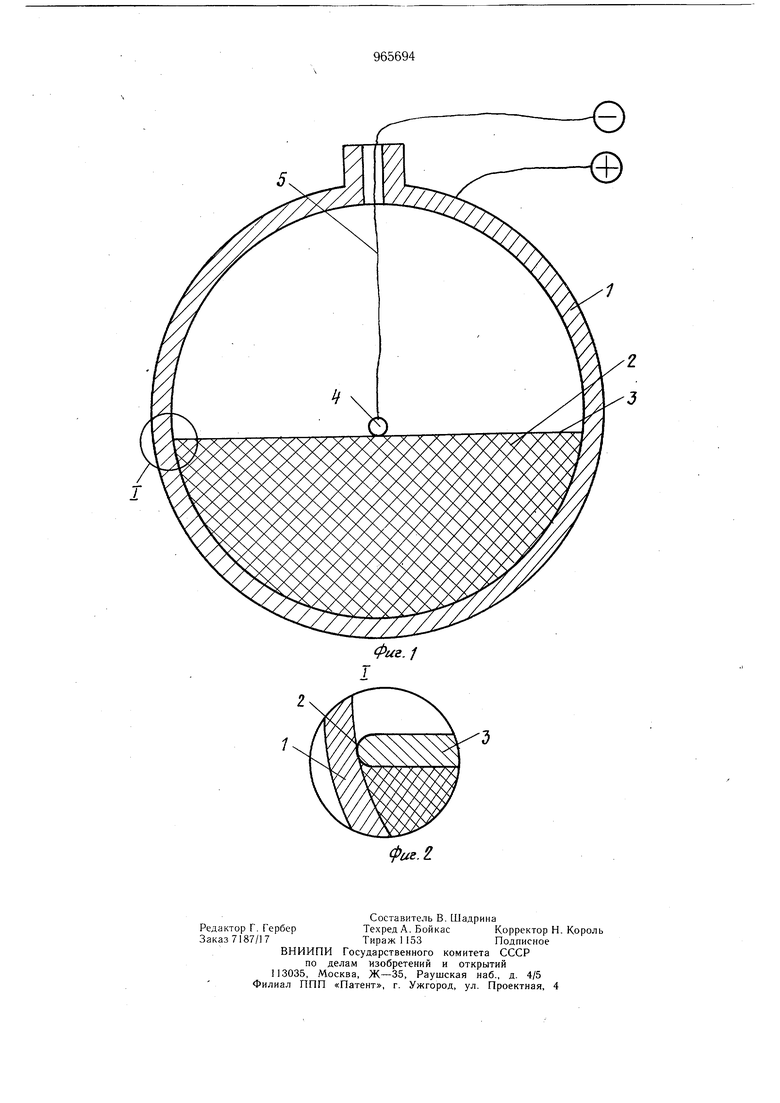
На фиг. 1 изображен пример нанесения сеточного рисунка на внутреннюю поверх15 Hoctb щаровой емкости, имеющей узкую горловину; на фиг. 2 - узел I на фиг. 1.
Пример 1. Проводят электрохимическое маркирование внутренней поверхности емкости объемом 5,0 л из стали Х18НЮТ, ющей горловину диаметром 1/2. Требуется нанести сеточный рисунок со сторонами равными 10 мм.
Для этого заполняют емкость 1 до соответствующего уровня жидкой нетокопроводящей массой 2, в качестве которой используют расплавленный парафин, дают ему затвердеть и смачивают внутренние поверхности стенок емкости электролитом (15%-й раствор азотнокислого натрия), после чего заливают в емкость токопроводящую жидкую массу 3, в качестве которой используют ртуть. Затем подводят напряжение 5-8 В постоянного тока на емкость (анод) и с помощью электрода 4 гибкого проводника 5 на ртуть (катод). Под действием тока, проходящего через слой электролита, происходит травление поверхности и образование контрастной горизонтальной линии, соответствующей уровню ртути в емкости. После этого ртуть сливают, добавляют расчитанное по объему до следующей горизонтали количество парафина, нагревают емкость до температуры плавления парафина ( 54°С), выде{)живают до его затвердевания, заливают в емкость ртуть, и цикл нанесения горизонталей повторяют. По окончании нанесения горизонталей при вертикальном положении оси емкости, емкость поворачивают на 90°, и процесс нанесения горизонталей повторяют, что позволяет получить на внутренней поверхности емкости сеточный рисунок.
Пример 2. Электрохимическое маркирование внутренней поверхности емкости с целью нанесения на нее сеточного рисунка осуществляют по схеме, описанной в примере 1, с той лищь разницей, что в качестве токопроводящей жидкости массы используют слив Вуда, имеющего температуру плавления 68°С, а в качестве нетокопроводящей основы - массу, имеющую более высокую
температуру, в качестве которой используют быстротвердеющую пластмассу АСТ-Т. При этом на внутренней поверхности стенок емкости получают сеточный рисунок аналогичный рисунку, полученному в примере 1. Использование предлагаемого решения позволяет получить при испытаниях более объективную характеристику распределения напряжений при механических испытаниях и за счет этого уменьщить вес емкостей и трудоемкость их изготовления без снижения прочности и надежности.
Формула изобретения
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 751551, кл. В 23 Р 1/04, 1978.
