I
Изобретение относится к производству виброгидропрессованных железобетонных труб.
Известна форма для изготовления виброгидропрессованных ,)йёлезобетонных труб, содержащая наружную опалубку и сердечник с установленным на нем калибрующим втулочным кольцом l3 . При распалубке указанное калибрующее кольцо снимается с сердечника, для чег предварительно освобождаются крепежные болты.
Однако съем кольца с сердечника я отрыв его от трубы производятся вручную с помощью различных рычажных приспособлений, в результате чего имею место перекосы кольца, которые ведут к образованию сколов на втулочной части трубы, т.е. к браку. Эти явления наблюдаются и в случае использования мостового крана для отрыва кольца от трубы.
Цель изобретения - улучшение усло ВИЙ .труда и повьииение качества изготавливаемых изделий.
Это достигается тем, что форма снабжена механизмом отрыва калибровочного кольца, выполненного в виде пневмокамеры, кольцевого поршня с подпружиненными штоками и упоров, закрепленных на наружной опалубке, причем
пневмокамера оперта на поршень, концы штоков которого контактируют с упорами.
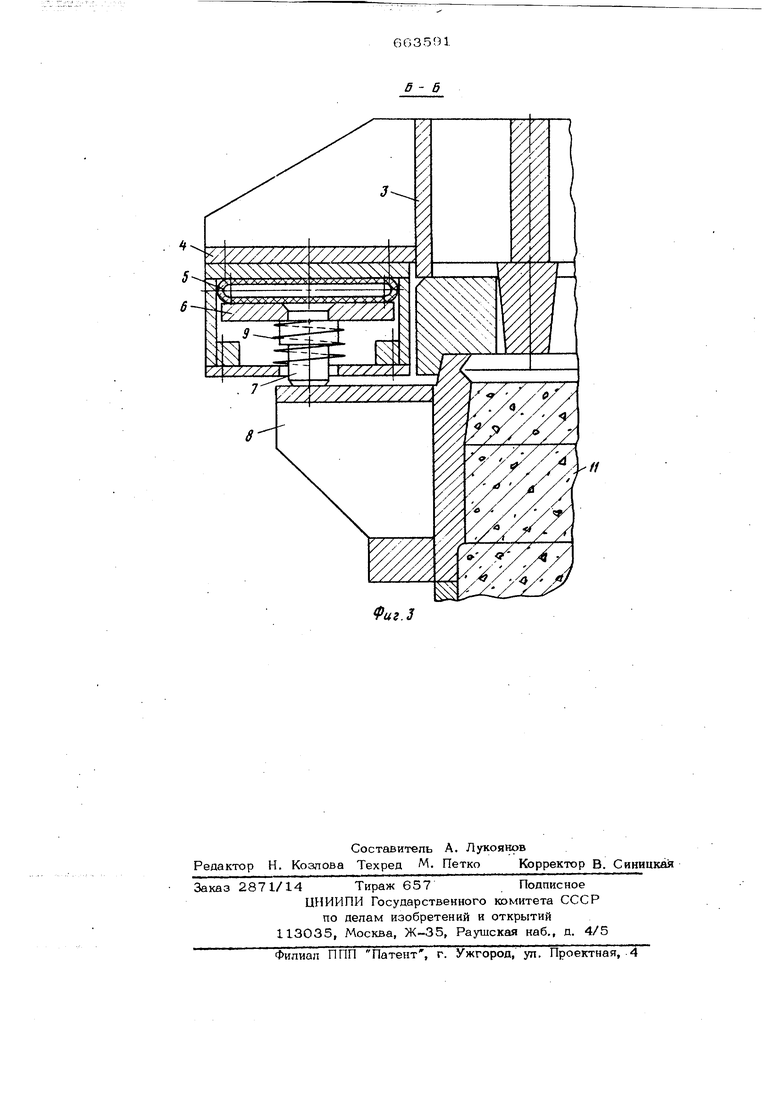
На фиг. 1 показана предлагаемая форма, о&ций вид; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - разрез
Б на фиг. 2.
Форма состоит из наружной опалубки 1, сердечника 2, на котором установлено калибрующее втулочное кольцо 3, На кольце 3 смонтирован механизм отрыва
его от формы, состоящий из кольца 4
коробчатого сечения, внутри которого находится пневмокамера 5, С пневмокамерой 5 контактирует кольцевой поршень 6, на котором закреплены расположенные по окружности штоки -7, коитактирутошие с упорами 8 наружной опалубки 1. Для возврата поршня 6 со штоками 7 в исходное положение штоки 7 снабжены пру жинами 9. Кольцо крепится к сердечнику болтами 10, Съем кольца 3 с формы после тепловой обработки трубы производится после того, как гайки болтов 10 освобождены. После этого в пневмокамеру 5 подается воздух. В результате рабочего хода коль цевого поршня 6 штоки 7 упираются в упоры 8 и происходит равномерный без перекосов отрыв кольца 3 от трубы 11 и съем его от сердечника 2, после чего производится распалубка готовой трубы. Благодаря рав{юмерности хода кольцевого поршня и одновремеиному воздействию Всех штоков 7, кольцо 3 отрывается от трубы плавно и равномерно. Формула изобретения Форма для изготовления виброгидро- прессованных железобетонных труб, содержащая наружную опалубку и сердечник с установленным на нем калибрующим втулочным кольцом, о т л и ч а юш а я с я тем, что, с целью улучшения условий труда и повышения качеству изготавливаемых изделий, она снабжена механизмом отрыва калибровочного кольца. Выполненного в виде пневмокамеры, кольцевого поршня с подпружиненными штоками и упоров, закрепленных на наружной опалубке, причем пневмокамера оперта на поршень, концы штоков которого контактируют с упорами. Исто«)ники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 465339, кл. В 28 В 21/54, 1973.

| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления виброгидропрессованных трубчатых изделий | 1981 |
|
SU1014723A1 |
| Форма для изготовления виброгидропрессованных труб | 1990 |
|
SU1770126A1 |
| Способ распалубки виброгидропрессованных труб из бетонных смесей | 1989 |
|
SU1673465A1 |
| Форма для изготовления виброгидропрессованных трубчатых изделий из бетонных смесей | 1990 |
|
SU1747281A1 |
| Способ распалубки армированных виброгидропрессованных раструбных труб из бетонных смесей | 1987 |
|
SU1577976A1 |
| Форма для изготовления напорных виброгидропрессованных раструбных железобетонных труб | 1976 |
|
SU559602A1 |
| Форма для изготовления из бетонных смесей напорных виброгидропрессованных трубчатых изделий | 1980 |
|
SU963866A1 |
| Форма для изготовления гидропрессованных труб из бетонных смесей | 1984 |
|
SU1294628A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ БЕЗРАСТРУБНЫХ ТРУБ | 1992 |
|
RU2068778C1 |
| Приспособление для установки каркаса трубчатого изделия в проектное положение относительно сердечника формы | 1990 |
|
SU1775295A1 |

663591
п
