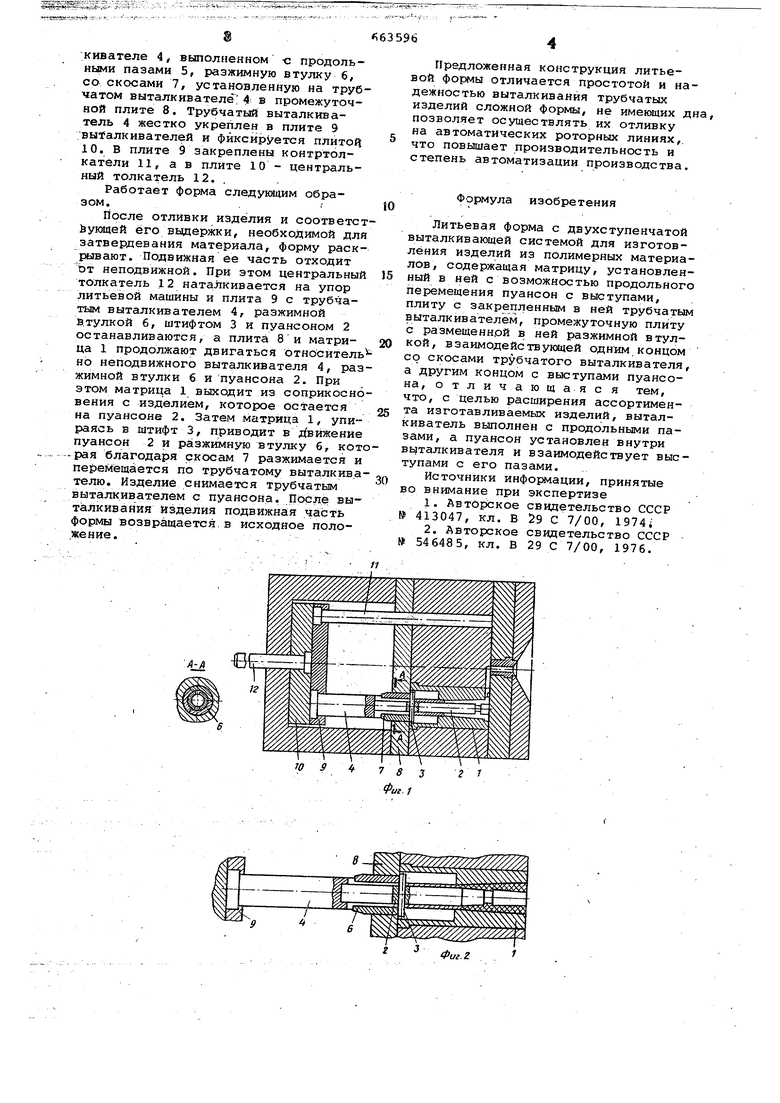
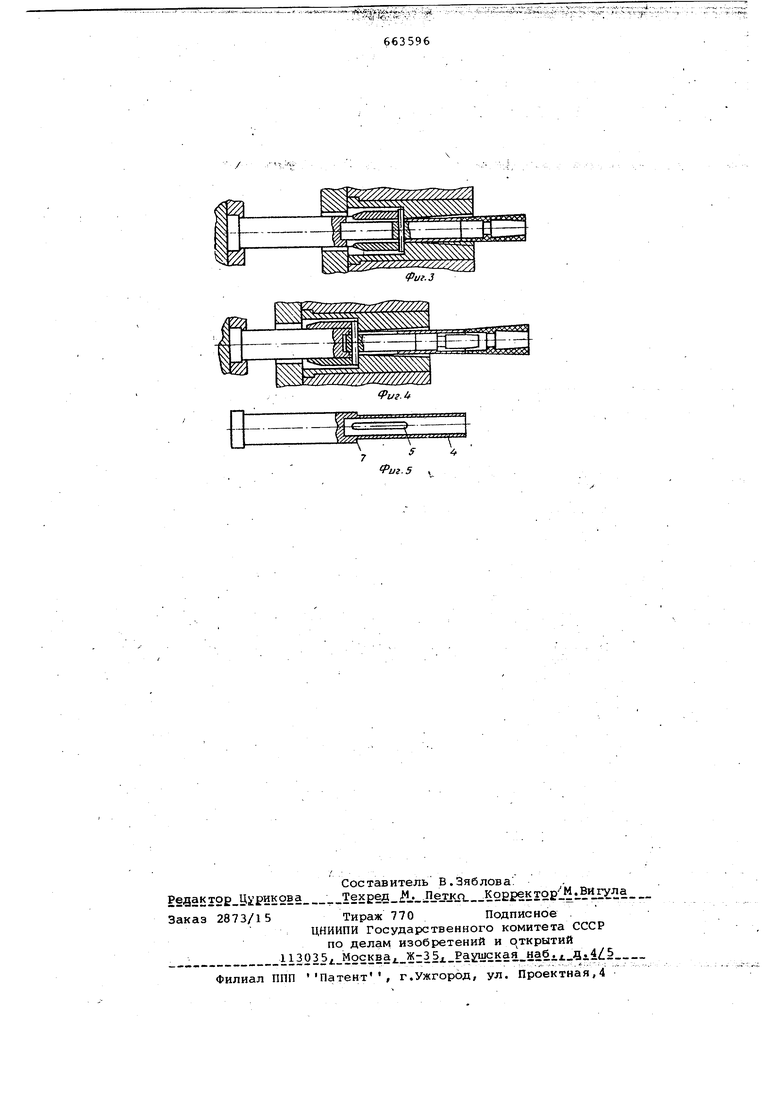
кивателе 4, выполненном -с продольными пазами 5, разжимную втулку 6, со скосами 7, установленную на трубчатом выталкивателе; 4 в промежуточной плите 8. Трубчатый выталкиватель 4 жестко укреплен в плите 9 выталкивателей и фиксируется плитоЯ 10. В плите 9 закреплены контртолкатели 11, а в плите 10 - центральный толкатель 12. . Работает форма следукацим образом. После отливки изделия и соответст йуюией его вьздержки, необходимой для затвердевания материала, форму раскрывают. Подвижная ее часть отходит Ът неподвижной. При этом центральный толкатель 12 наталкивается на упор литьевой машины и плита 9 с трубчатым выталкивателем 4, разжимной в.тулкой 6, штифтом 3 и пуансоном 2 останавливаются, а плита 8 и матрица 1 продолжают двигаться относител но неподвижного выталкивателя 4, ра жимной втулки 6 и пуансона 2. При этом матрица 1 выходит из соприкосн вения с изделием, которое остается на пуансоне 2. Затем матрица 1, упи раясь в штифт 3, приводит в л вижени пуансон 2 и разжимную втулку б, ко - рая благодаря скосам 7 разжимается перемешается по трубчатому выталкив телю. Изделие снимается трубчатьвд выталкивателем с пуансона. После вы та.лкивания изделия подвижная часть формы возвращается, в исходное положение. Предложенная конструкция литьевой формы отличается простотой и надежностью выталкивания трубчатых изделий сложной формы, не имеющих дна, позволяет осуществлять их отливку на автоматических роторных линиях,, что повышает производительность и степень автоматизации производства. Формула изобретения Литьевая форма с двухступенчатой выталкивающей системой для изготовления изделий из полимерных материалов, содержащая матрицу, установленный в ней с возможностью продольного перемещения пуансон с выступами, плиту с закрепленным в ней трубчатым выталкивателем, промежуточную плиту с размещенной в ней разжимной втулкой, взаимодействующей одним концом со скосами трубчатого выталкивателя, а другим концом с выступами пуансона, о тличающаяс я тем, что, с целью расширения ассортимента изготавливаемых изделий, выталкиватель выполнен с продольными пазами, а пуансон установлен внутри выталкивателя и взаимодействует выступами с его пазами. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР №413047, кл. В 29 С 7/00, 1974i 2.Авторское свидетельство СССР № 546485, кл. В 29 С 7/00, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма с двухступенчатой выталкивающей системой | 1975 |
|
SU546485A1 |
| Литьевая форма | 1977 |
|
SU657995A1 |
| Пресс-форма для изготовления из полимеров изделий с арматурой | 1978 |
|
SU704805A2 |
| Литьевая форма с двухступенчатым выталкиванием изделия | 1980 |
|
SU929437A1 |
| Форма для изготовления изделий из термопластов | 1981 |
|
SU958113A1 |
| Литьевая форма с двухступенчатой системой выталкивания | 1980 |
|
SU897542A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С КОЛЬЦЕВЫМИ ПОДНУТРЕНИЯМИ | 1991 |
|
RU2017620C1 |
| Литьевая форма с двухступенчатой системой выталкивания для полимерных изделий | 1980 |
|
SU876463A1 |
| Литьевая форма для изготовления полимерных изделий | 1983 |
|
SU1140992A1 |
| Литьевая форма для изготовления полимерных изделий | 1990 |
|
SU1763223A1 |
.
Фиг.г
663596
Фиг.З
