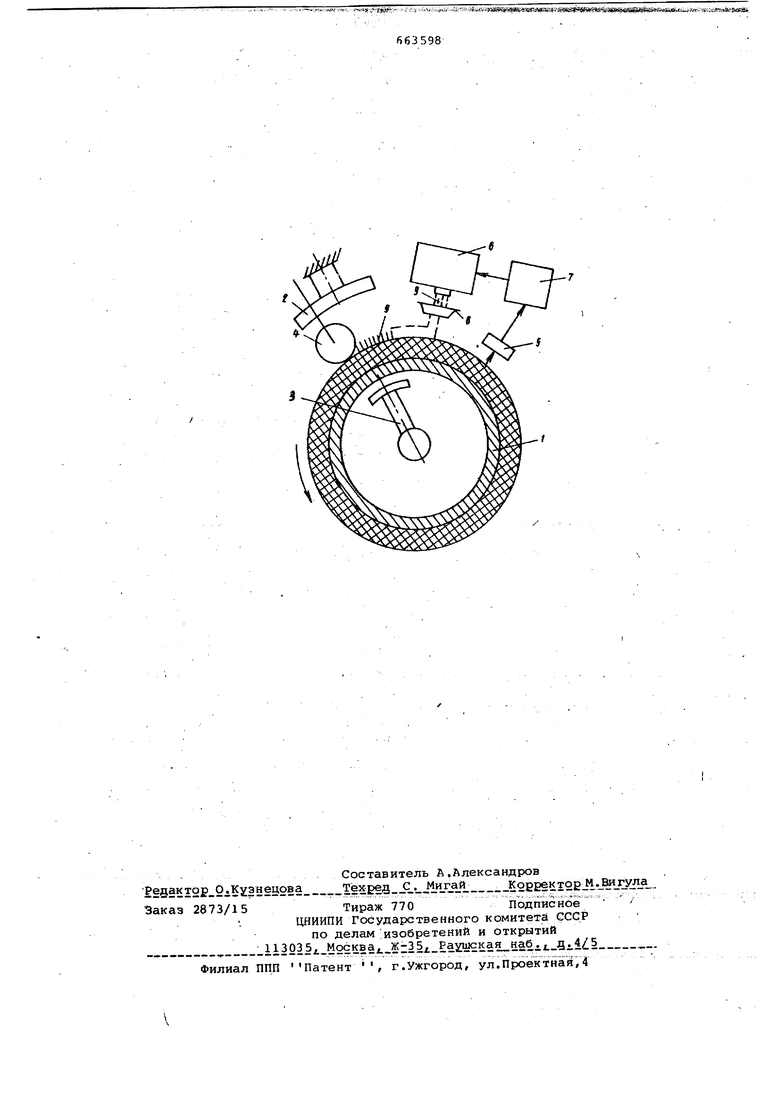
вал 4, изготовленный иэ немагнитного материала.
Перед зоной действия магнитного поля по направлению вращения оправки 1 установлены толщиномер 5, формо.ватель 6 коротковолокнистого наполнителя и программный регулятор 7, например кулачково-контактного типа, соединенный с толщиномером 5 и формователем б коротковолокнистого наполнителя. Фогмователь коротковолок-, нистого наполнителя обеспечивает изготовление коротковолокниСтогсэ наполнителя, например отрезков стальной проволоки длиной, равнойтолщине двух-трех слоев основной стеклоарматуры, путём разрезки вращакмцими-: ся ножами непрерывно подавйембгб в;олокнистого материала. Программный регулятор 7 предназначен для регулирования соотношения скорости вращения ножей и величины подачи волокнистого материала для получения требуейого в единицу времени коротковолокнистого наполнителя.
Под формователем б коротково- локйистогр наполнителя расположен
.дозатор 8, равномерно распределяющий КОротковолокнистый наполнйтетхь 9 по слою оснойной стёклоармату;ры. ;;;
Устройство работает слёдУкйдиМ об-; разом. На оправку 1, вращающуюся в направлении, указанйОм стрелкой, с отпускного устройства поступаетстеклоарматура, напримерпредва15йтельн6 пропйтанная стеклоткань, Толщина:.наматываемой на оправку 1 стеклоарматуры непрерывно фиксируется толщиномером 5, в котором вырабатывается электрический сигнал, пропорциональный ее значению. ;
Указанный сигнал поступаёт на вход программного регулятора 7, на выходе которого, согласно заранее введенной программе, вырабатывается электрический сигнал, соответствующий необходимому для данного значения толщины изготавливаемой оболочг :ки содержанию коротйЬвЬлокМс бгб наполнителя 9. Сигнал с првграммного регулятора 7 поступает .в формователь 6 коротковолокнистого наполнителя и изменяет в нем соотношение скорости режущих ножей, вреШни и величины подачи волокнистого материала, что обеспечивает получение
необхолимого количества готового коротковолокнистого наполнителя 9.
Коре
тковолокнистый наполнитель
9 пбступает в до.затор 8, который равномерно распределяет его по поверхности слоя основной стеклоарматуры на оправке 1,
При дальнейшем вращении оправки 1 слой стеклоарматуры с равномерно распределенным по его поверхности коротковолокнисть наполнителем 9 поступает в зону действия постоянного магнитного поля, создаваемого башмаками 2 и 3 электромагнита. В результате взаимодействия с магнитным полем коротковолокнистый наполнитель у ориентируется вдоль силовых линий перпендикулярно оси оболочки.
Прижимной вал 4 припрессовывает очередной слой стеклоарматуры, поступающе с отпускного устройства, К предыдущему. При этом ориентированный хоротковолокнистый наполнитель 9 :знедряется как в нижней, так и в верхний слой основной стеклоарматурй, механически соединяя их Между сббой. Этот процесс продолжается iio получения оболочки необхо.ДИМОЙ трлщины
ИcпoJ ьзбвaниe предлагаемого устройства
может обеспечить неравномерное расгрёдёление коротковолокнистого, наголнителя по .толщине оболочек, чтс
позволяет получать оптимальные с точки зрения прочности стру ктуры материала.
Неравномёрное, например линейное, расг ределение ко ротков олокнистой арматуры позволит повысить.несущую сп особность об.олочек при действии HapyjfcHdro давления не менее чем в 1,2 раза.
1)Орлула изобретения
Устройство для формования стеклопластикЬ|зьрс оболочек по авт.св. №.460189. о т л и ч а ю щ е е с я тем, что, с целью повышения несущей способности готовой оболочки, оно снабжено толщиномером, соединенным через программный регулятор с формователем (соротковолокнистого наполнителя .
663598
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формования стеклопластиковых оболочек | 1978 |
|
SU703353A1 |
| Устройство для формования стекло-плАСТиКОВыХ ОбОлОчЕК | 1979 |
|
SU852604A1 |
| Устройство для формования стеклопластиковых оболочек | 1983 |
|
SU1100113A2 |
| Устройство для формования оболочек с коротковолокнистым наполнителем | 1981 |
|
SU1031745A1 |
| Устройство для формования стеклопластиковых оболочек | 1975 |
|
SU553122A1 |
| Устройство для формования стеклопластиковых оболочек | 1980 |
|
SU861082A2 |
| Устройство для изготовления армированныхСТЕКлОплАСТиКОВыХ издЕлий | 1979 |
|
SU793790A1 |
| Устройство для формования стеклопластиковых оболочек | 1973 |
|
SU460189A1 |
| Устройство для формования стеклопластиковых оболочек | 1983 |
|
SU1060488A2 |
| Устройство для формования оболочек изКОМпОзициОННОгО МАТЕРиАлА | 1979 |
|
SU804490A1 |