(54) УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ОБОЛОЧЕК ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА
туры и ленточного материала, оправку, расположенный над ней прижимной валок с ориентирующими арматуру углублениями на рабочей поверхности и установленные на цапфах прижимного валка два встречно включенные электромагнита 2.
Однако использование коротких прямолинейных отрезков арматуры исключают возможность радиального армирования зоны соединения шпангоутов с поверхностью оболочки при раздельном способе формования шпангоутов и намотки оболочки из-за невозможности внедрения коротковолокнистой арматуры в отвержденную структуру материала шпангоутов. Устройство также неприменимо при последовательном изготовлении толстостенных оболочек, когда отвержденный после формования слой является оправкой для формования последуюпдего слоя.
Цель изобретения - обеспечение армирования арматурой П-образной формы.
Указанная цель достигается тем, что в устройстве, включающем механизмы подачи арматуры и ленточного материала, оправку, расположенный над ней прижимной валок с ориентирующими арматуру углублениями на рабочей поверхности и установленные на цапфах прижимного валка два встречно включенные электромагнита, механизм подачи арматуры выполнен в виде накопителя с подпружиненной стенкой и подпружиненного выталкивателя, снабженного захватывающим элемент арматуры упором и роликом, взаимодействующим с профильным кулачком, смонтированным на цапфе прижимного валка.
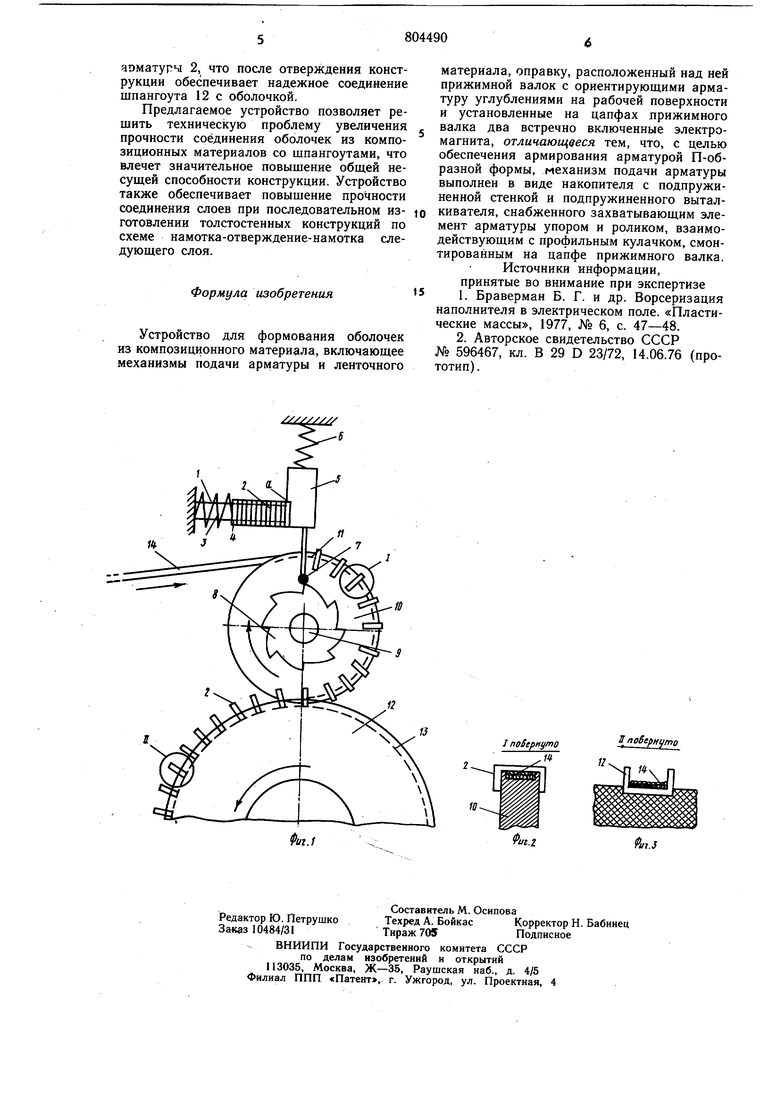
На фиг. 1 изображена схема устройства план; на фиг. 2 - узел I на фиг. 1, взаимное положение отрезка П-образной арматуры и прижимного ролика; на фиг. 3 - узел II на фиг. 1; положение отрезка П-образной арматуры на поверхности формуемого изделия.
Устройство для формования оболочек из композициднного материала состоит из накопителя 1 с комплектом П-образной коротковолокнистой магнитной, например из стальной проволоки, арматуры 2 (фиг. 2), в который упирается подпружиненная пружиной 3 стенка 4 выталкивателя 5 (фиг. 1), подпружиненного пружиной б, который имеет выступ и ролик 7, взаимодействующий с кулачком 8, установленным на цапфе 9 прижимного валка 10 на внешней цилиндрической поверхности которого выполнена канавка 11 глубиной 0,05-0,5 мм. Арматуру 2 укладывают на формуемое изделие, например шпангоут 12 с проточенной канавкой 13 и волокнистой арматурой (стеклолентой) 14 (фиг. 1 и 2).
Радиальная намагниченность валка 10 обеспечена установкой на его цапфах двух встречно включенных постоянных электромагнитов (не показаны).
Устройство работает следующим образом.
При вращении формуемого изделия, например отвёржденного шпангоута 12 с проточенной кольцевой канавкой 13 глубиной 0,05-0,5 мм в механизме подачи ленточного материала любой известной конструкции на поверхность канавки 13 наматывается, например стеклолента 14 (или жгут), которая предварительно пропускается через кольцевую канавку 11 радиально валка 10.
В связи с натяжением волокнистой арматуры 14 и возникшей при этом силе трения между нею и валком 10 последний вращается в направлении, встречном вращению шпангоута 12. Соединенный с валком 10, например болтами, кулачок 8 при этом также вращается. При взаимодействии выталкивателя 5 с кулачком 8 ролик 7 попадает на его выступ (фиг. 2) и поднимает выталкиватель 5 вверх. При поднятии выталкивателя 5 накопитель 1 пружиной 3 со стенкой 4 подает один элемент П-образной арматуры 2, свободные концы которого направлены вниз в захватывающую выемку с упором а. При дальнейшем вращении кулачка 8 ролик 7, благодаря действию пружины 6 попадает в его впадину. При этом выталкиватель, опираясь упором а переносит П-образный элемент на валок 10, который радиально располагается на нем благодаря магнитному полю, создаваемому магнитами на цапфах валка 10, т. е. свободными концами к его оси. Вращаясь совместно с валком 10, П-образный элемент арматуры 2 достигает точки контакта с поверхностью канавки 13 щпангоута 12 и с этого момента в связи с натяжением стеклоарматуры 14 надежно радиально фиксируется. При этом свободные концы П-образного элемента арматуры 2 направлены вдоль радиуса щпангоута 12 от его центра. Аналогично П-образные элементы арматуры 2 располагаются по всему периметру шпангоута 12. Расстояние (шаг) между радиально установленными свободными концами П-образной арматуры 2 регулируют количеством впадин и выступов кулачка 8 и диаметром прикатывающего валка 10. Длина свободных концов П-образной арматуры 2 варьируется в пределах 2-10 мм, диаметр проволоки - 0,15- 1,0 мм. Расстояние между свободными концами арматуры 2 выбирают, исходя из ее объемного содержания в структуре материала формуемой на шпангоуте 12 оболочки, равного 0,3-4%. После установки радиальной арматуры 2 шпангоут 12 термообрабатывают с целью отверждения намотанного на его поверхность фиксирующего волокнистого композита 14. Затем шпангоут поступает на участок намотки оболочки.
При формовании на шпангоуте 12 оболочки, например пропитанной связующим стеклотканью, последняя прокалывается радиально расположенными свободными концами
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формования стеклопластиковых оболочек | 1978 |
|
SU703353A1 |
| Устройство для формования стеклопластиковых оболочек | 1980 |
|
SU861082A2 |
| Устройство для формования оболочек с коротковолокнистым наполнителем | 1981 |
|
SU1031745A1 |
| Устройство для формования стекло-плАСТиКОВыХ ОбОлОчЕК | 1979 |
|
SU852604A1 |
| Устройство для формования стеклопластиковых оболочек | 1983 |
|
SU1100113A2 |
| Устройство для формования стеклопластиковых оболочек | 1985 |
|
SU1339034A2 |
| Устройство для изготовления армированныхСТЕКлОплАСТиКОВыХ издЕлий | 1979 |
|
SU793790A1 |
| Устройство для формирования стеклопластиковых оболочек | 1976 |
|
SU596467A1 |
| Устройство для изготовления армированных стеклопластиковых изделий | 1983 |
|
SU1113263A1 |
| Устройство для формования стеклопластиковых оболочек с коротковолокнистым наполнителем | 1979 |
|
SU870166A2 |
