1
Изобретение относится к устройствам для изготовления изделий из стеклопластиков методами намотки.
По основному авт. св. № 596467 известно устройство для формования стеклопластиковых оболочек с коротг коволокнистьом наполнителем, позволяющее совместить процесс радиального армирования коротковолокнистым наполнителем с процессом изготовления изделия.
Это устройство содержит оправку, прижимйой валок, смонтированный на неподвижном сердечнике постоянного магнита, магнитную систему и расположенный, над прижимным валком пер- . пендикулярно его оси дозатор, причем на наружной поверхности прижимного ва.лка выполнена взаимно перпендикулярная накатка сферического профиля Ш.
Использование такого устройства Обусловливает неравномерное распределение коротковолокнистых отрезков арматуры в структуре материала оболочек. Это вызвано тем, что дозатор, расположенный над прижимным валком перпендикулярно оси его, подает коротковолокнистую арматуру непрерывно, независимо от скорости вращения
прижимного всшка. В результате этого плотность ориентированного коротко- . волокнистого наполнителя на поверхности валка в случае быстрого вращения его оказывается недостаточной, что снижает производительность процесса армирования, либо чрезмерной при замедленном вращении валка. В последнем случае отрезки 5соротково10локнистой арматуры сливаются между собой, задерживаются на концах отрезков арматуры, уже находящихся на поверхности валка. В результате значительная часть короткоэолокнистой
5 арматуры укладывается в плоскости стекловолокнистых слоев изделия и, таким образся, не только не обеспечивает требуемого повьвиения .радиешьных и сдвиговых характеристик мате20риала, но и приводит к снижению общей. лрЬчности оболочек.
Целью изобретения является повЫ шение эффективности устройства и качества изготавливаемых иЗйелий.
25
Цель достигается тем, что в устройстве для формования стеклопластиковых оболочек., содержащем оправку, прижимной вгшок, смонтиро.ванный на неподвижном сердечнике постоянного
30 магнита, магнитную систему и распооженный над прижимным валком перендикулярно его оси дозатор, причема наружной поверхности прижимного алка выполнена взаимно перпендикуярная накатка сферического профиля, озатор снабжен переме цающимися в аправляющих стержнями, на концах которых установлены ролики, взаимоействующие с копирами, смонтированн лми на цапфах сердечника постоянного агнита и связанными с прижимным валком.
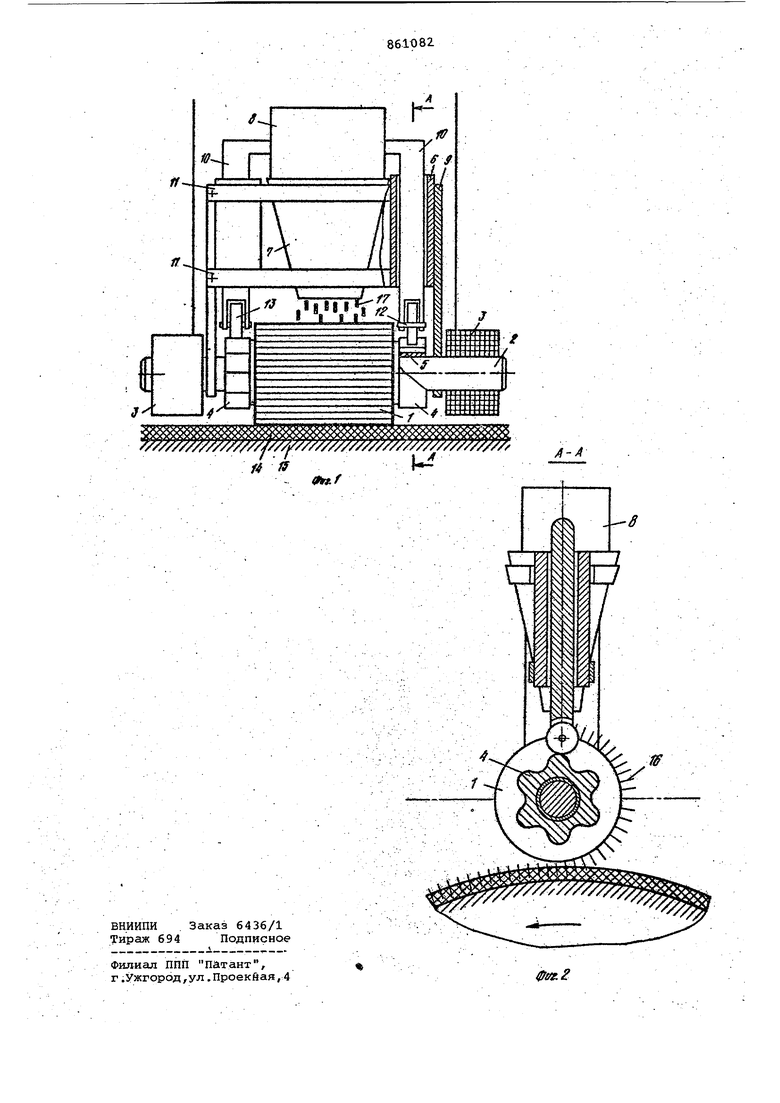
На фиг. 1 изображена схема предлагаемого устройства; на фиг. 2 - то же , вид сбоку.
Устройст1зо содержит прижимной валок 1, смонтированный ;через немагнитные подьиипники на неподвижном сердеч,нике 2 постоянного магнита. На сердечнике 2 расположена магнитная система 3, обеспечивающая создание равномерно распределенного в зоне валка 1 магнитного поля. На цапфах сердечнйка 2 установлены копиры 4, связанные с валком 1. Эти копиры установлены на сердечнике 2 на втулках 5, являющихся по дшипниками скольжения, дозатор с короткотаолокнистым наполнителем, выполненный с возможностью вертикального перемещения, включает направляющие втулки 6, раструб 7 для предотвращения разброса коротковолокнистой арматуры из бункера 8, за пределы зоны валка 1, кронштейны 9 для крепления, втулок б и раструба 7 к сердечнику 2. Дозатор снабжен закрепленными на нем стерлснями 10. Втулки 6 и раструб 7 жестко связаны между собой и кронштейнами 9 хомутами 11. Стержни 10 помещены во втулки 6. В проушинах стержней 10 на осях 12 установлены ролики 13, которые контактируют с копирами 4. Копиры и все детали дозатора выполнены из немагнитного материала, например латуни, бронзы. CтeкJЮплacтикoвaя оболочка 14 изготавливается на оправке 15.
Устройство работает следующим образом.
С отпускного устройства известной конструкции на оправку 15 в процессе .ее вращения поступает: пропита нная .связующим.стеклоарматура, обеспечивающая формование стенки оболочки 14. Валок 1 и жестко связанные с ним копиры 4 вращаются вокруг неподвиж. ного сердечника 2. Копировальный ролик 13 обкатывает поверхность копира. 4, в результате -чего стержни 10 и связанный с ними дозатор с коротковолокнистой арматурой 16 в виде, Hanpitt-iep, отрезков стальной, проволо.ки диаметром 0,25 мм и длиной 5 мм совершают колебательные движения. Втулки 6 фиксируют направление колебательного движения. В процессе колебательного движения дозатора армас тура 16 высыпается из негр и поступает через раструб 7, предотвращающий разброс этой арматуры за пределы зоны валка 1, на наружную поверхность этого валка. Причем частота колебаний .. дозатора, а следовательно, и количества поступающей арматуры 16 зависят от скорости вращения вешка 1 и профиля копира 4.
Таким образом, осуществляется подача оптимального количества арматуры 16 при любых скоростях вращения оправки в процессе формования оболочки. Поступающая на поверхность валка 1 арматура 16 ориентируется
Q радиально к поверхности этого валка под воздействием радиального.магнитного поля, создаваемого магнитной системой 3. В процессе вращения валка 1 в момент встречи с армируемым слоем Оболочки 14 отрезок арматуры 16 внедряется в структуру материала этой оболочки и устанавливается радиально. Процесс изготовления оболочки 14 продолжается до получения стенки заданной толщины. После намотки оболочку 14 .термообрабатывают по известнБМ режимам и снимают с оправки 15.
йспо.льзование предлагаемого устройства позволяет значительно улучшить пространственную структуру
стеклопластикового материала оболочек, что обеспечивает повышение их прочности.
Формула изобретения
Устройство для формования стеклопластиковых оболочек по авт. ев. № 596467, отл ич ающе е с я тем, что с целью повышения эффективности устройства и повышении качества изготавливаемого изделия, дозатор снабжен перемещаощимися в направляющих стержнями, на концах которых и установлены ролики, взаимодействующие с копнралш, смонтированными на цапфах сердечника постоянного магнита и связанными с прижимным валком.
Источники информации, 5 принятые во внимание при экспертизе
1. Авторское свидетельство СССР №596467, кл. В 29 D 23/12, 1976 (прототип)..
n
Y
w7
ч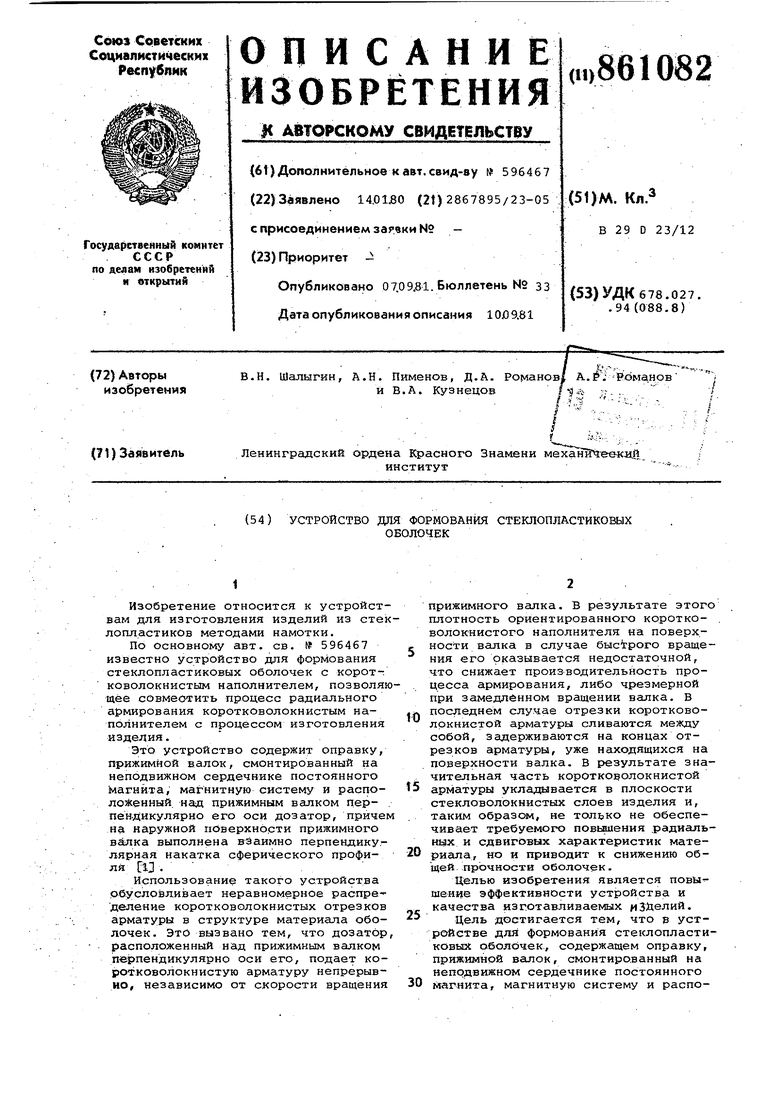
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формования стеклопластиковых оболочек | 1983 |
|
SU1100113A2 |
| Устройство для формования стекло-плАСТиКОВыХ ОбОлОчЕК | 1979 |
|
SU852604A1 |
| Устройство для формования стеклопластиковых оболочек | 1978 |
|
SU703353A1 |
| Устройство для формования оболочек с коротковолокнистым наполнителем | 1981 |
|
SU1031745A1 |
| Устройство для формования стеклопластиковых оболочек с коротковолокнистым наполнителем | 1979 |
|
SU870166A2 |
| Устройство для формования стеклопластиковых оболочек | 1983 |
|
SU1060488A2 |
| Устройство для изготовления армированныхСТЕКлОплАСТиКОВыХ издЕлий | 1979 |
|
SU793790A1 |
| Устройство для формирования стеклопластиковых оболочек | 1976 |
|
SU596467A1 |
| Устройство для формования оболочек изКОМпОзициОННОгО МАТЕРиАлА | 1979 |
|
SU804490A1 |
| Устройство для изготовленияиздЕлий из КОМпОзициОННыХ МАТЕРиАлОВС КОРОТКОВОлОКНиСТыМ НАпОлНиТЕлЕМ | 1979 |
|
SU818890A1 |