(54) ФУТЕРОВКА ИНДУКЦИОННОЙ ПЕЧИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления огнеупорного тигля индукционной печи | 1975 |
|
SU621952A1 |
| ИНДУКЦИОННАЯ ПЛАВИЛЬНАЯ ТИГЕЛЬНАЯ ПЕЧЬ ДЛЯ ИЗГОТОВЛЕНИЯ СЛИТКОВ И ОТЛИВОК ИЗ МАГНИЕВЫХ СПЛАВОВ | 2002 |
|
RU2222756C1 |
| Тигель индукционной вакуумной печи | 1976 |
|
SU616506A1 |
| ИНДУКЦИОННАЯ ТИГЕЛЬНАЯ ПЕЧЬ-ТЕРМОС | 2001 |
|
RU2213311C2 |
| Способ изготовления футеровки плавильных каналов индукционных печей | 1981 |
|
SU1015226A1 |
| Способ плавки алюминиевого лома в индукционной тигельной печи | 1983 |
|
SU1178787A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ТИГЛЕЙ ДЛЯ АЛЮМОТЕРМИЧЕСКОЙ ВЫПЛАВКИ ЛИГАТУР, СОДЕРЖАЩИХ ВАНАДИЙ И/ИЛИ МОЛИБДЕН | 2013 |
|
RU2525890C1 |
| Способ рафинирования жаропрочного никелевого сплава | 1990 |
|
SU1770379A1 |
| ПЕЧЬ ДЛЯ ПЛАВКИ И ВЫДЕРЖИВАНИЯ СПЛАВА | 2014 |
|
RU2716571C2 |
| ИНДУКЦИОННАЯ ТИГЕЛЬНАЯ ПЕЧЬ | 2017 |
|
RU2661368C1 |
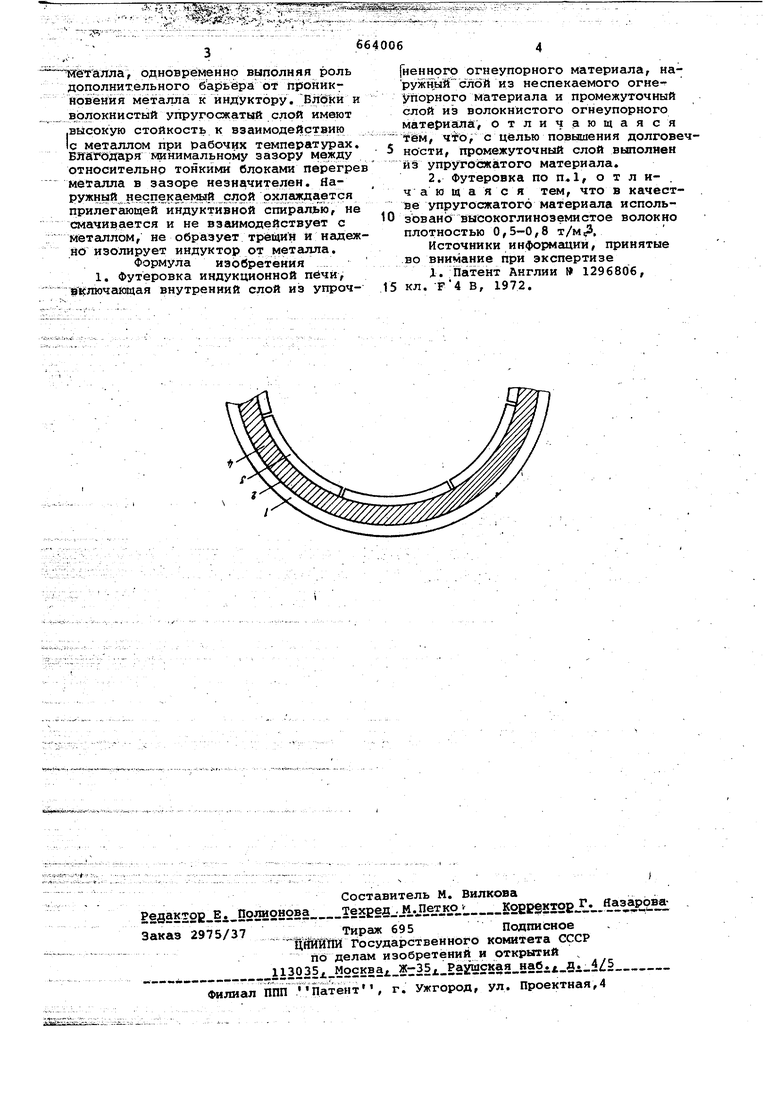
. . 1 - Изобретение относится к области металлургии, в частности .к футеров кам индукционных печей для плавки алюминия, цинка и сплавов на их основе. Известна футеровка индукционной плавильной печи, включающая внутренний слой из блоков плавких йзвестня ков. Между индуктивной спиралью и слоем блоков расположен изолирующий керамический слой, являквдийся.барьером против прорыва металла, а также расположены неспекающаяся зона окислов и перегородка из тканого стекловолокна II. Однако в результате гид ростатического давления в щели между блоками проникает металл, который пе регревается из-за приближения к индуктору и отсутствия конвекции. При нагреве металла усиливается корроз ия промежуточных и изолирующих зон и металл проникает к индуктору. Это снижает долговечность футеровки. Целью изобретения является повышение долговечности футеровки. Это достигается тем, чтр промежу;точный слой выполнен из упругосжатого материала, а качестве упругосжатого материала использовано высокрглиноземистое волокно, сжатоедо .плотности 0,5-0,8 т/м На чертеже изображена стенка тигля индукционной печи, разрез. ; Футеровка состоит из неспекаемого слоя 1, перегород и из тканого стекловолокна 2, упрочненного слоя огне упорных тонких блоков 3, соединенных клийами без кладочного раствора, и lynpyro сжатого слоя 4 ,вьшолнённого из высокоглиноземистого волокна, сжатого:дО плотности О,5-0,8 т/м Неспекаемый слой выполняется из сухих уплотненных окислов алк эдния, магния, кальция или ал1ймосиликг..ных волокон или смеси этих волокон ; известью или алюминатом кальция. Огнеупорные муллитов ые или k6piylHflOBb,v блоки имеют клиновые соединения, уплотняющиеся при сжатии замкнутого кольца плит. Упругосжатый слой выполнен из сжатого высокоглиноземистого волокна и благодаря своим упругим свойствам он постоШно подпирает внутрь огнеупорные блоки, создавая. этим минимальный зазор в клиновых стыках блоков. При заполнении тигля металлом упЬугосжатый волокнистый слой ьч отиводействует гидростатическому давлению
Т5Гёталла, одновременно выполняя роль дополнительного барьера от проникйовенйя металла к индуктору. Блдки и волокнистый упругосжатый слой имеют .высокую стойкость к взаимодействию
1с металлом при рабочих температурах. БЯагайаря минимальному зазору между относительно тонкими блоками перегрев металла в зазоре незначителен. Наружный неспекаемый слой рхлгокдавтся прилегающей индуктивной спиралью, не смачивается и не взаимодействует с
Мётсшлом/ не образует трещин и надежно изолирует индуктор от металла.
Формула изобретения . 1. Футеровка индукционной пёчй,
включаквдая внутренний слой из упроч664006
fHeHHorp огнеупорного материала, наружный слой из неспекаемого огне- Упорного материала и промежуточный слой из волокнистого огнеупорного материала, отличающаяся ём , с целью повышения долгове5 ности, промежуточный слой выполнен из упругосжатого материала.
Источники информации, принятые во внимание при экспертизе
X. Патент Англии 1296806, 15 кл. F4 В, 1972.
