(54) ПАКЕТИРУЮЩИЙ РОЛЬГАНГ ПРОКАТНОГО СТАНА
Пакетирующий рольганг pa60Taet Следующим образом.
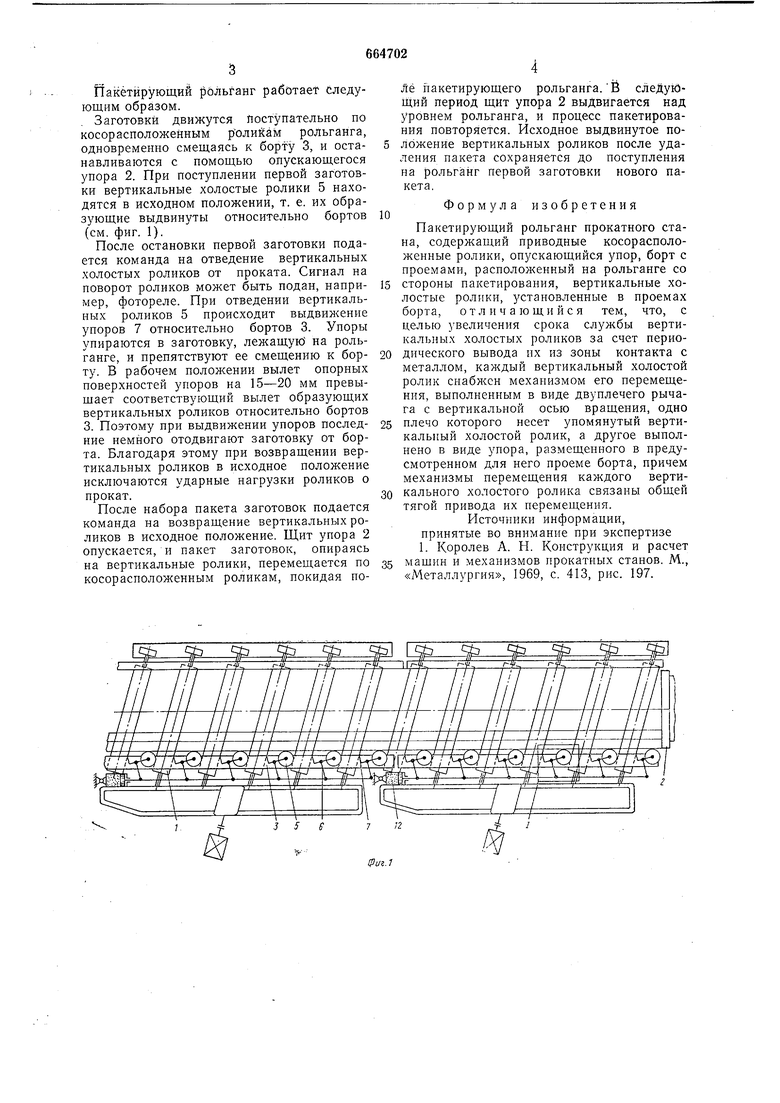
Заготовки движутся поступательно по косорасположенным ролийам рольганга, одновременно смещаясь к борту 3, и останавливаются с помощью опускающегося упора 2. При поступлении первой заготовки вертикальные холостые ролики 5 находятся в исходном положении, т. е. их образующие выдвинуты относительно бортов (см. фиг. 1).
После остановки первой заготовки подается команда на отведение вертикальных холостых роликов от проката. Сигнал на поворот роликов может быть подан, например, фотореле. При отведении вертикальных роликов 5 происходит выдвижение упоров 7 относительно бортов 3. Упоры упираются в заготовку, лежащую на рольганге, и препятствуют ее смещению к борту. В рабочем положении вылет опорных поверхностей упоров на 15-20 мм нревышает соответствующий вылет образующих вертикальных роликов относительно бортов 3. Поэтому при выдвижении уноров последние немного отодвигают заготовку от борта. Благодаря этому при возвращении вертикальных роликов в исходное положение исключаются ударные нагрузки роликов о прокат.
После набора пакета заготовок подается команда на возвращение вертикальных роликов в исходное положение. Щит упора 2 опускается, и пакет заготовок, опираясь на вертикальные ролики, перемещается по косорасположенным роликам, покидая поле пакетирующего рольганга.В слеДуЮщий период щит упора 2 выдвигается над уровнем рольганга, и процесс пакетирования повторяется. Исходное выдвинутое положение вертикальных роликов после удаления пакета сохраняется до поступления на рольганг первой заготовки нового пакета.
Формула изобретений
Пакетирующий рольганг прокатного стана, содержащий приводные косорасположенные ролики, опускающийся упор, борт с проемами, расположенный на рольганге со
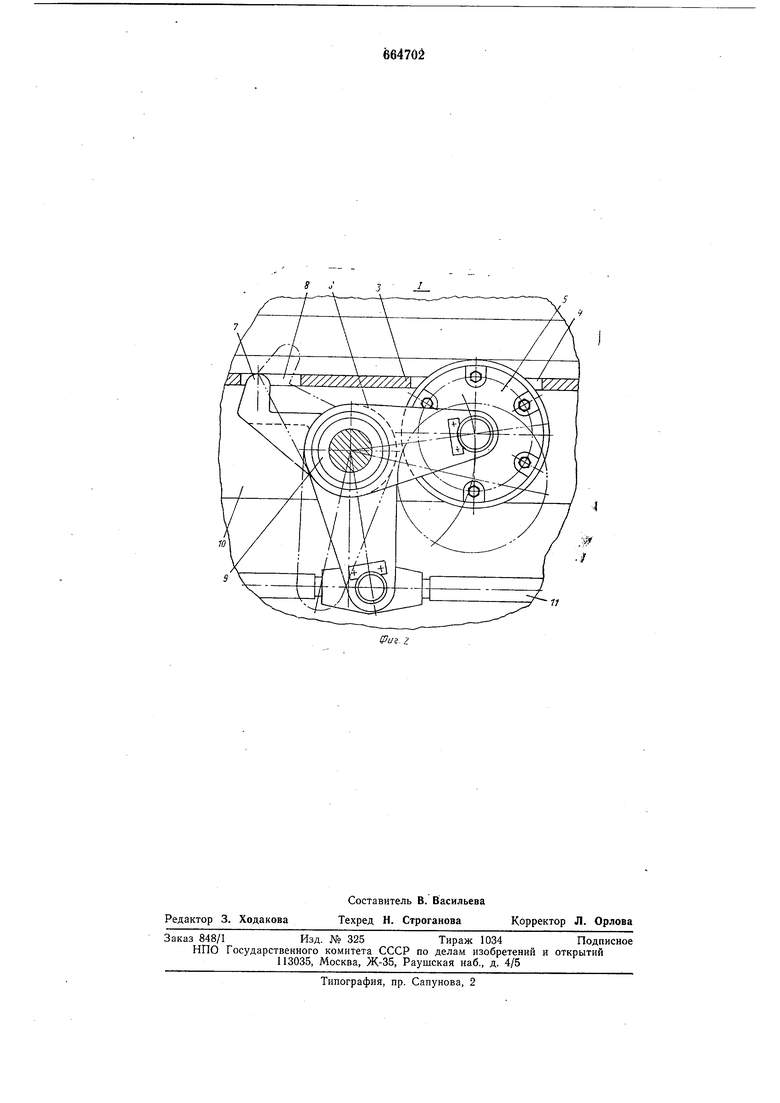
стороны пакетирования, вертикальные холостые ролики, установленные в проемах борта, отличающийся тем, что, с целью увеличения срока службы вертикальных холостых роликов за счет иериодического вывода их из зоны контакта с металлом, каждый вертикальный холостой ролик снабжен механизмом его перемещения, выполненным в виде двуплечего рычага с вертикальной осью вращения, одно
плечо которого несет упомянутый вертикальный холостой ролик, а другое выполнено в виде упора, размещенного в предусмотренном для него проеме борта, причем механизмы перемещения каждого вертикального холостого ролика связаны общей тягой привода их перемещения.
Источники информации, принятые во внимание при экспертизе 1. Королев А. П. Конструкция и расчет
машин и механизмов прокатных станов. М., «Металлургия, 1969, с. 413, рис. 197.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пакетирующий рольганг | 1979 |
|
SU869893A1 |
| Упор для остановки проката | 1985 |
|
SU1284635A1 |
| Пакетирующее устройство преимущественно для сортового проката | 1983 |
|
SU1163930A1 |
| Пакетирующий рольганг прокатного стана | 1991 |
|
SU1799300A3 |
| УПОР ДЛЯ ОСТАНОВКИ ПРОКАТА НА РОЛЬГАНГЕ | 1970 |
|
SU275036A1 |
| ЛИНИЯ СОРТИРОВКИ И ПАКЕТИРОВАНИЯ ТРУБ | 2002 |
|
RU2225764C2 |
| ГРУЗОПОДЪЕМНОЕ УСТРОЙСТВО ДЛЯ ПЕРЕДАЧИ ЗАГОТОВОК | 2006 |
|
RU2308336C1 |
| Пакетирующее устройство | 1985 |
|
SU1279696A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ НА СТАЛЕЛИТЕЙНОМ ЗАВОДЕ ПРУТКОВ ЗАДАННОЙ ДЛИНЫ | 2012 |
|
RU2508171C2 |
| Непрерывный заготовочный стан | 1975 |
|
SU566638A1 |
дз дэ
1г- -It
I г-Ч гЦ1 г-У i Jf r-Jf r l/J 1Гг- Ц-.
Чр Р I It I 11
Г-У-.
4i..
7/
