Од
о
(ik
s|
- - Изобретение относится к области йатЙйостроения, преимущественно : облас ти автоматизации сварочньйс про цессов. Известен способ 1 автоматическог пе р 1ё1Сеййя сварочной гожзвки по ст ку, при котором головке задают rtone речные колебания относительно собственной оси, а ориентацию отйосительно оси стыка осуществляют с помощью датчика слежения за стыком. Для реализации способа исполь зуют: - , -а)системы (1), состоящие из механизмов поперечных перемещений 5 лёктрода, содержащим зксцентрйковы привод, выходной вал которого связа через систему механизмов с роликовы копиром; б)систеьо (2), содержащиеконеч ные выключатели, двигатель и управ ляющее работой дви| атейей реле реверса, а также реле в ременй. Недостаток известного сносоёа заключается в том, чтЬ содержит сис тему слежения и специальные механиз мы и уьтройства поперечных коле бательйых Движений электрода. Цель изобретения зaкJвoчaeтcя в упрощении крнструкцш автоматов. Поставленная цель достигаемся тем, 4Trt колебания сварочной головк осуществляют с Помощью механизма коррекции положения головки относительно с-шка по сигналу датчик а , JcoTopbtf вводят в колебательный рёжи относительно оси сварочной головки с чйстбтой, равной требуемой частот колебаний головки и амплот е, аТвноЙ требуемой амплитуде колебаний головки плюс величине з&Ш fefe yibTвитёльности датчика. Йа чертеже пояснйется принцип бсзгщес вления автоматического перем сварочной головки по стыку. Амплитудные значения выходного сигнала датчика 1 (в случае применения электромагнитного датчШсас ле жения) при его смещениях отйбситейь но оси 2 стыка кромок 3 изображены линиями А. Ось 5 времени совпадает С осью 2 стыкам , , Колебательные движения во времен представлены Л1шия|ми: б - датчика 1 относительно оси электрода 7 при совладении последней с осью 2 стыка 6 - электрода 7 относительно оси 2
,i..- -if;- 77 ---.. стыка; 9 - датчика 1 относительно оси 2 стйка. Величина И рр включения дополнительного механизма привода поперечных перемещений электрода определена линией 10 относительно оси Х-Х. Принцип работы, ввиду удобства изложения, рассматривается лишь для случая равенства скорости V эл.электрода . 7 и скорости V д.датчика 1., Датчик 1 вводится в колебательный режим Ьтносьтельно электрода 7 согласно линий 6. При перемещении датчика 1 относительно оси 2 стыка на в41х6де датчика I появляется сигнал, амплитудные значения которого предстАвлены линиями 4. В момент достижения амплитудных значений сигнала датчика величины Мер. (линия 10) Произойдет срабатывание исполнитель-, ного механизма привода поперечных перемещений электрода в направлении ликвидации в озйикюего возмущения, и электрод 7 с закрепленным датчиком 1 начнет перемещаться со скоростью Vg в сторону, противоположную направление движения датчика 1 относительно электрода 7. В результате сзгммарного движения датчик 1 будет продолжать перемещение относительно электрода 7 с скорЪстью V д| до достижения амплитудных значении (линии 6) и совместно с электродом 7 будет перемещаться в противоположную сторону со скоростью V,ft. относительно оси 2 стыка. t.e. всилу принятых допущений эя. Аат датчик 1 остается на неизменном расстояний X относительна оси 2 стыка. В момент реверса движения датчика 1 о №Ьсительно электрЬда 7,-а, следовательно и оси 2 стыка 3, амплитудные значения 4 сигнала дйтчика стаау меньше величины И„,и следовательно, Привод поперечных nepei eений электрода остановится на время, авное врёйени перемещения датчика 1 относительно оси 2 стыка (и электрода 7) на величину 2Х. , Далее процесс повторяемся. Движения электрода 7 и суммарное движен е датчика 1 относительно оси 2 стыйа представлены собственно линиями 8 и 9. Изменением величин . изменяют время вьщержки электрода в э;кстремальных точках. 3 Создание систем регулирования, реализующих предлагаемый способ, позволит повысить точностьналожения сварных швов методом колеба У SX.,. X , 664777 4 . . тельных движений электрода без услояйения конструкций сварочных автоматов специальными механизмами колебаний электрода.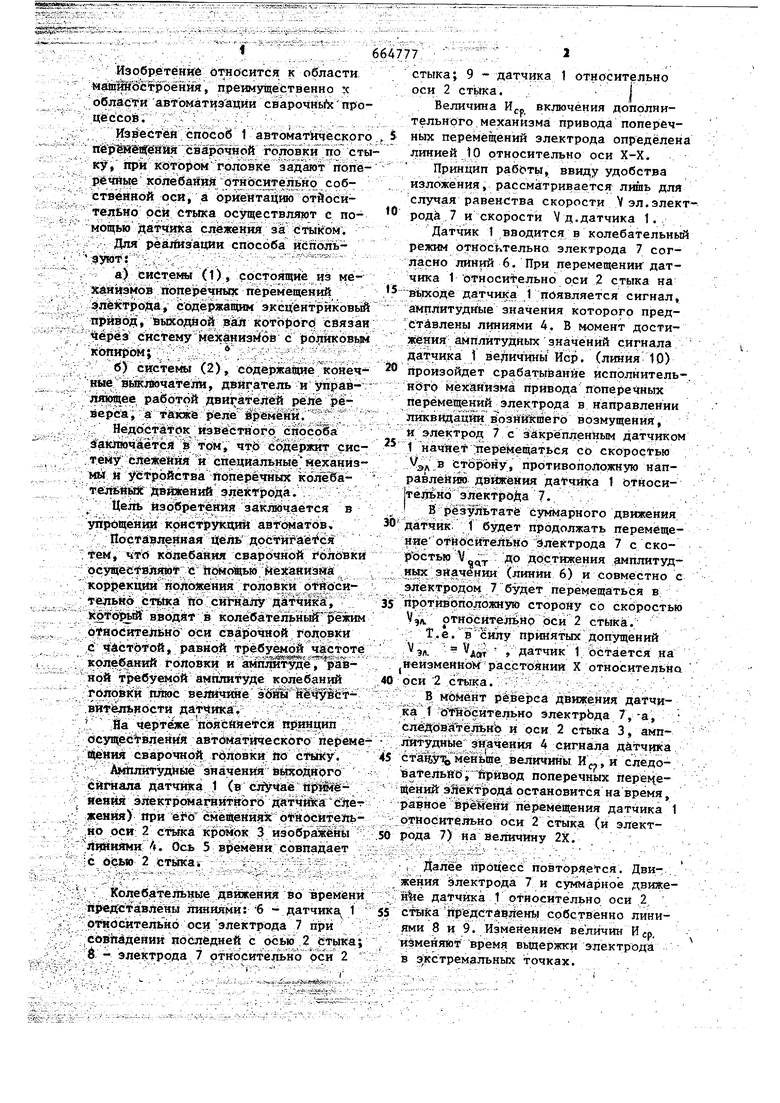
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ слежения за стыком с использованием электромагнитного датчика | 1976 |
|
SU733902A1 |
| Способ слежения за стыком | 1978 |
|
SU925572A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТОЛСТОЛИСТОВОГО МЕТАЛЛА МЕТОДОМ "ПОПЕРЕЧНАЯ ГОРКА", СВАРОЧНЫЙ АВТОМАТ И ВИДЕОСЕНСОРНЫЙ БЛОК ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2006 |
|
RU2372176C2 |
| Способ слежения по стыку | 1977 |
|
SU797564A3 |
| СПОСОБ МНОГОПРОХОДНОЙ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2548541C2 |
| Устройство для адаптивного управления движением сварочной головки по стыку | 1985 |
|
SU1348108A1 |
| Способ управления перемещением сварочной горелки относительно стыка | 1980 |
|
SU975276A1 |
| Устройство для автоматической двухдуговой сварки неплавящимися электродами | 1976 |
|
SU859077A1 |
| Устройство для слежения за стыком | 1979 |
|
SU919820A1 |
| СПОСОБ УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ ЭЛЕКТРОСВАРОЧНОЙ ГОРЕЛКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2448819C2 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ВОЗВРАТНО- ПОСТУПАТЕЛЬНЫМ ДВИЖЕНИЕМ | 1970 |
|
SU429912A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Соломотряс для молотилок | 1926 |
|
SU8350A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
