1
Изобретение относится к области черной металлургии, в частности к рафинированию стали газокислородными смесями в металлургических агрегатах.
Известны устройства для продувки жидкого металла через пористые огнеупорные вставки 1. Эффективность продувки через такие вставки низкая в связи с большим сопротивлением пористых вставок прохождению газов, вызванным малой пористостью материалов вставки. Увеличение пористости приводит к резкому снижению их стойкости.
Указанные недостатки частично устраняются выполнением каналов вставки на 0,4-0,75 ее высоты.
Наиболее близкое к предлагаемому устройство для продувки жидкого металла газами, включающее огнеупорный узел с каналами, установленный в днище сталеразливочного ковша 2.
Недостатком известного устройства является низкая стойкость, особенно при использовании газовых смесей, содержащих кислород. Это обусловлено тем, что при продувке жидкого металла газокислородной смесью в результате окислительных реакций возникает местный перегрев на границе устройство-жидкий металл. Удалить
зону реакции от границы взаимодействия жидкого металла с устройством не представляется возможным в связи с низкой скоростью истечения газовой смеси. Создаиие высокой скорости продувки жидкого металла приведет к выбросу его, а также к аварийному состоянию устройства.
Кроме того, известное устройство сложно в изготовлении.
Цель изобретения - обеспечение продувки металла любой газокислородной смесью (с содержанием кислорода до 70-757о), снижение потерь газа при вводе его в жидкий металл, а также повышение стойкости и упругости конструкции.
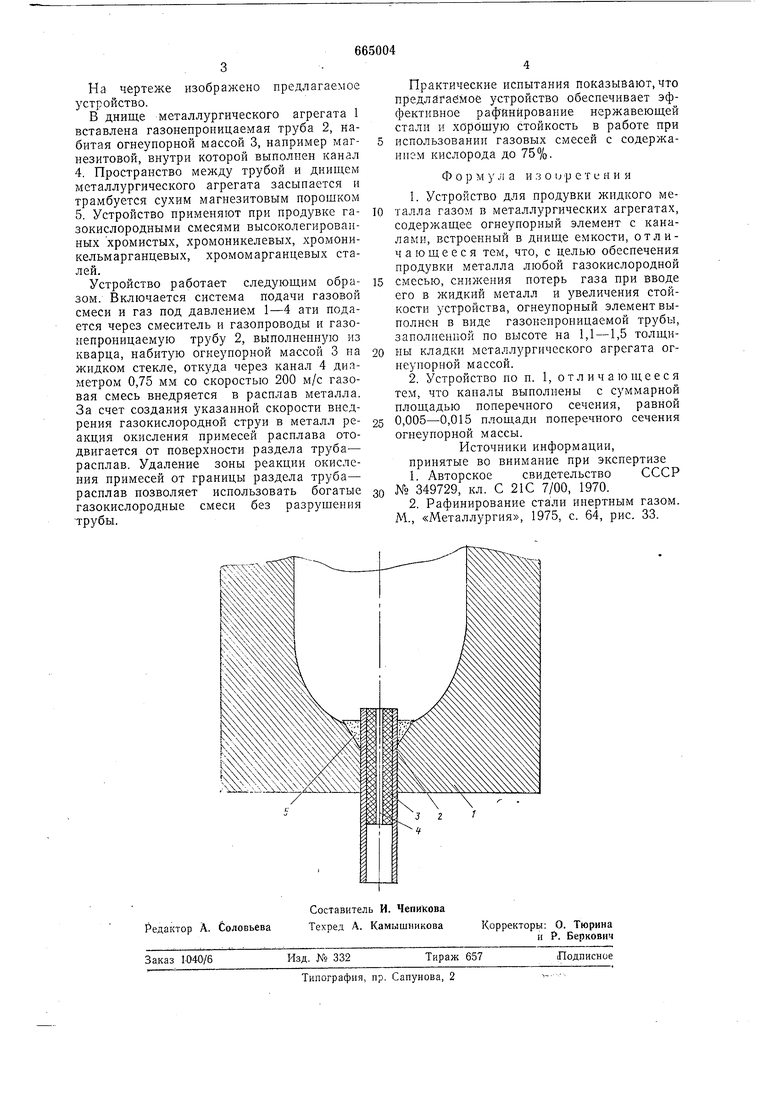
Поставленная цель достигается тем, что газовая смесь для продувки жидкого металла подается через огнеупорный элемент, выполненный в виде газонепроницаемой
трубы, заполненной по высоте на 1,1-1,5 толщины кладки металлургического агрегата огнеупорной массой, например магнезитовой или хромомагнезитовой, с каналами. Для обеспечения достаточной механической прочности устройства отношение суммарной площади поперечного сечения каналов к площади поперечного сечения огнеупорной массы должно быть равно 0,005- 0,015.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАЗЛИВКИ МЕТАЛЛА ИЗ СТАЛЕРАЗЛИВОЧНОГО КОВША В ЛИТЕЙНЫЕ ФОРМЫ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ ДАННОГО СПОСОБА | 2011 |
|
RU2468888C2 |
| МАРТЕНОВСКАЯ ПЕЧЬ | 2000 |
|
RU2167945C1 |
| СПОСОБ ОБРАБОТКИ СТАЛИ В КОВШЕ | 1998 |
|
RU2121513C1 |
| ФУРМА ДЛЯ ПРОДУВКИ РАСПЛАВА МЕТАЛЛА ГАЗОМ | 1996 |
|
RU2113502C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОГНЕУПОРНОГО ПОРИСТОГО БЛОКА ДЛЯ ПРОДУВКИ ЖИДКОГО МЕТАЛЛА ИНЕРТНЫМ ГАЗОМ | 2008 |
|
RU2370337C1 |
| НАКОНЕЧНИК ГАЗОКИСЛОРОДНОЙ ФУРМЫ ДЛЯ ПРОДУВКИ РАСПЛАВА ОКИСЛИТЕЛЬНЫМ ГАЗОМ В КИСЛОРОДНОМ КОНВЕРТЕРЕ | 2016 |
|
RU2630730C9 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В МАРТЕНОВСКОЙ ПЕЧИ И МАРТЕНОВСКАЯ ПЕЧЬ | 2005 |
|
RU2299246C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В МАРТЕНОВСКОЙ ПЕЧИ | 2000 |
|
RU2167946C1 |
| Фурма для глубинной продувки металла | 1976 |
|
SU632730A1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ЭЛЕКТРОСТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2008 |
|
RU2374329C1 |
