На фиг. 1 и 2 чертежа изображены виды спереди и сбоку предлагаемого прибора, со следующими обозначениями: 1 - валик, передающий вращение боковым шпинделям; 3, 4, 8 и 9 - тарелки для шариков; 5 - шпиндели с надетыми на них фрезами; 7 - опорный кронштейн, передающий давление на фрезы; 10 - гайки для шпинделей; 11 и 12 - цилиндрическая передача; 13 - направляющие для шпинделей; 14 - направляющая муфта валика; 15 - основная рама прибора для укрепления в ней направляющих; 16 - болты; 17 - опорная стойка (при установке прибора к коллектору или вкладышу); 18 - направляющий хвостовик; 19 - установочные гайки.
Для производства фрезерования рама 15 устанавливается помощью направляющего хвостовика 18 на коллекторе пароперегревателя так, чтобы фрезы, закрепленные на шпинделях 5, приходились против гнезд. Шпиндели 5 с надетыми на них фрезами, приводятся во вращательное движение от промежуточного валика 1 через посредство цилиндрической передачи 11-12. Для установки фрез на требуемой высоте над обрабатываемым изделием, шпиндели 5 снабжены установочными гайками 19.
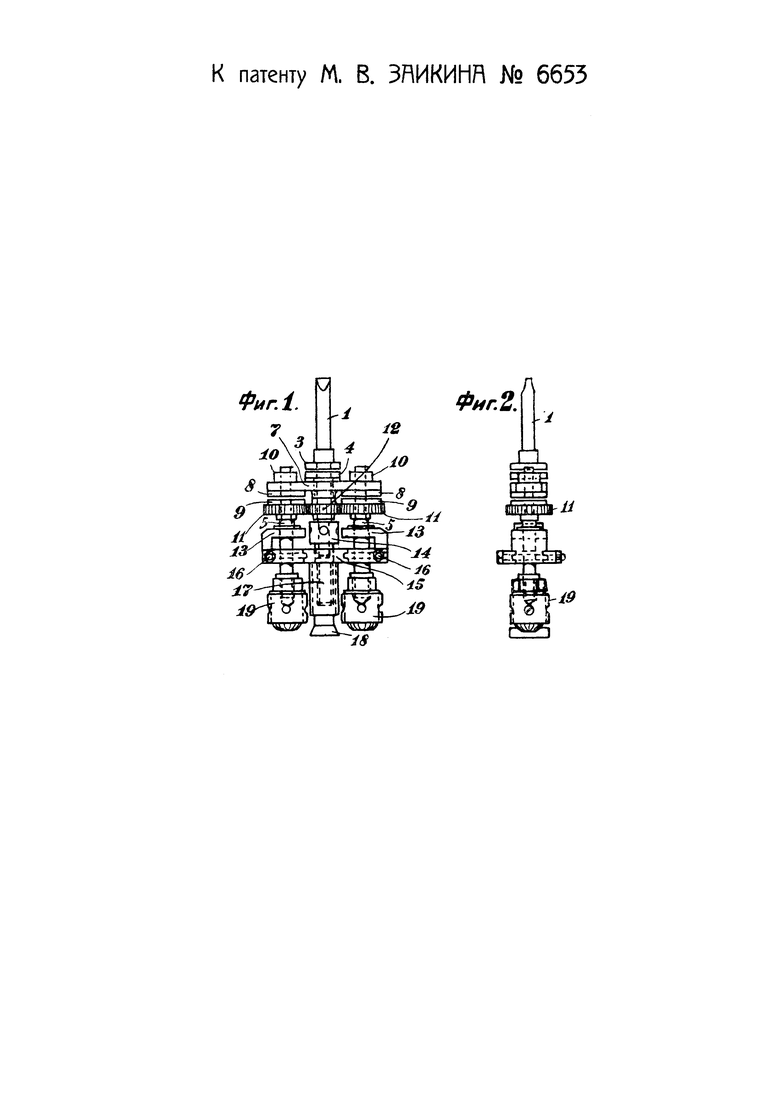
Прибор для одновременного фрезерования парных гнезд в коллекторах пароперегревателей паровых котлов, характеризующийся применением устанавливаемой направляющим хвостовиком 18 на коллекторе - рамы 15, несущей шпиндели 5 с надетыми на них фрезами, вращательное движение которым сообщается от промежуточного валика 1 через посредство цилиндрической передачи 11-12, при чем для установки фрез на требуемой высоте над обрабатываемым изделием, шпиндели 5 снабжены установочными гайками 19.
