Для восстановления опорных и трущихся поверхностей деталей маmmi Б последнее время получает шиpoKoei распространение наращивание металла в пылевидном состоянии (шоопирование). Основное преимущество шоопирования - холодный процесс, благодаря чему устраняются происходящие вследствие концентрации высоких температур при автогенной наплавке крупные недостатки: деформация, закалочные трещины, хрупкая зона влияния и др. Имея в виду значительный контингент наплаг вочных работ в ремонте частей движущего механизма паровозов, вопрос о применении шоопирования в деповском и заводском ремонте приобретает большую актуальность. В ремонте паровозов шоопирование может применяться для восстановления конусов поршневых скалок, поршневых дисков, сальниковых втулок, вкладышей и гнезд подшипников, цилиндров и втулок, дышел, шеею валов и- для увеличения износоустойчивости нанесением твердых сплавов. Однако, существовавшие ранее устройства для шоопирования отличались низкой производительностью отложения металла
(около 0,8 кг/час) вследствие необходимости применять металл в виде проволоки не толще 1-1,8 мм и невозможности использовать металлы, неспособные вытягиваться в проволоку: чугун, твердую бронзу, сталиндт и др.
Для устранения этих недостатков были предложены устройства для металлизации пылевидным металлом, расплавляемым вольтовой дугой и выдуваемым током воздуха, причем в качестве элеТстродов могли служить стержни любого диаметра. Предлагаемое изобретение, направленное в сторону дальнейшего повышения производительности подобного рода устройств Для шоопирования, предусматривает применение, в качестве одного из электродов, металлического прутка или проволоки, тогда как другим служит металлическая форсунка, снабженная воронкой, покрытой тугоплавкой футеровкой.
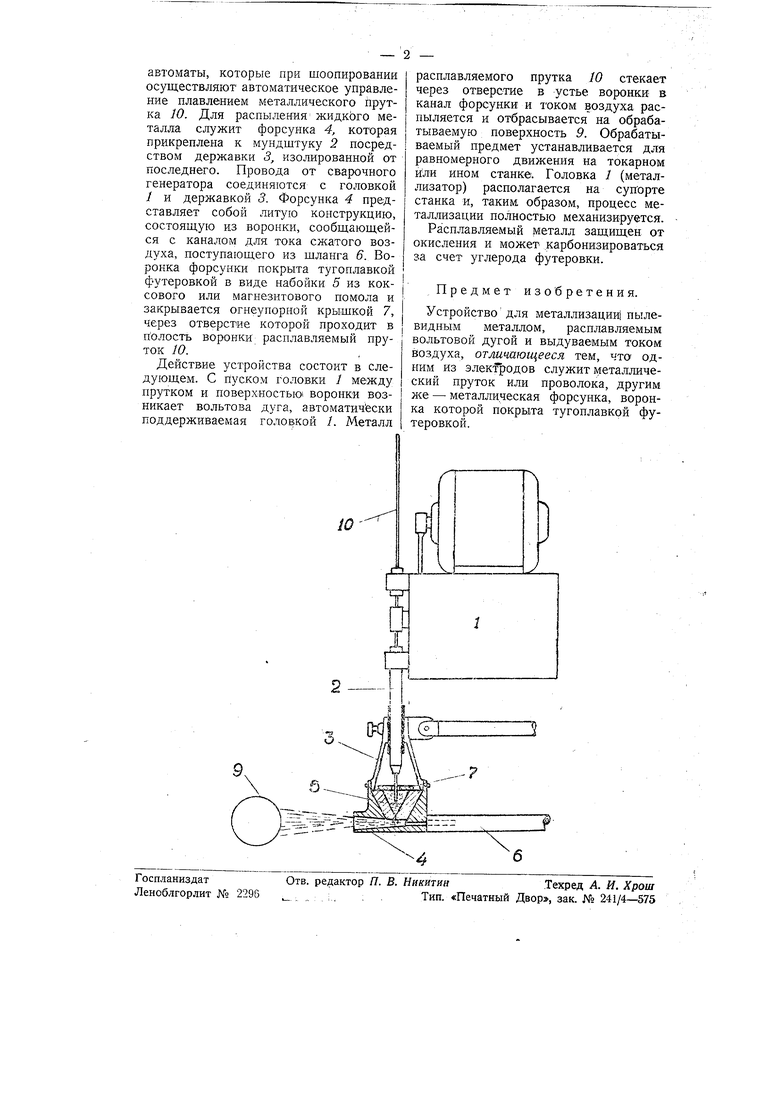
На чертеже изображена общая схема данного устройства.
В качестве основной части устрой-ства могут быть использованы работающие на паровозоремонтных заводах на наплавке колес сварочные
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ восстановления бандажей | 1940 |
|
SU60005A1 |
| Способ сварки лежачим электродом | 1940 |
|
SU66582A1 |
| Аппарат для электрической дуговой сварки | 1925 |
|
SU3476A1 |
| Устройство для наплавки реборд бандажей вагонных колес | 1938 |
|
SU54824A1 |
| Видоизменение устройства для автоматической подачи электрода при дуговой сварке по авторскому свидетельству № 48931 | 1939 |
|
SU60217A2 |
| Устройство для перемещения свариваемого предмета или сварочного стола | 1932 |
|
SU33235A1 |
| Устройство для электродуговой сварки кольцевых швов трубопроводов | 1945 |
|
SU68055A1 |
| Способ металлизации | 1930 |
|
SU26523A1 |
| Механизм для автоматической подачи электродной проволоки при дуговой электрической сварке | 1930 |
|
SU29556A1 |
| Устройство для дуговой электрической сварки | 1928 |
|
SU11533A1 |
