Предметом изобретения является устройство для электродуговой сварки сталей повышенной прочности, обеспечивающее предварительное расплавление флюса, с целью подогрева основного металла перед сваркой и замедления охлаладения метялла после сварки, что исключает возникновение трещин при сварке.
Согласно изобретению, с целью предвар.ительного плавления флюса, применяется погружаемый во флюс и располагаемый перед металлическим электродом плоский графитовый электрод, при помощи которого через флюс пропускают электрический ток.
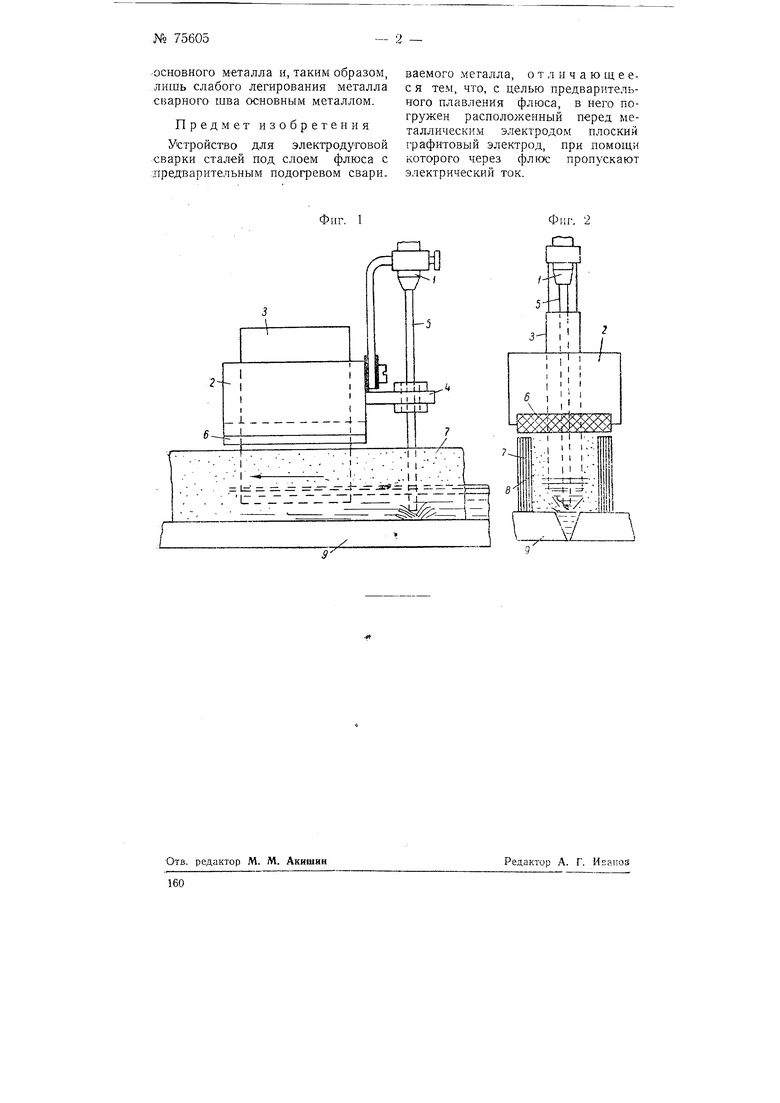
На фиг. 1 и 2 показано в двух проекциях предлагаемое устройство.
К электродному наконечнику / сварочной головки крепится плавильник флюса, состоящий из металлического держателя 2 и графитового электрода 3. К держателю 2 прикреплена направляющая 4 сварочного электрода 5, который нзолируется от держателя. Снизу к держателю прикреплена керамиковая пластина 6. Сварной щов ограждается стенками 7, служащими для удержания флюса 8.I
Вначале электрод 3 приводится в соприкосновение с изделием 9, г
между стенками 7 засыпается гранулированный флюс. Затем включается электрический ток и электрод 3 поднимается. Образуется электрическая дуга, которая расплавит ,флюс И погаснет, так как флюс в жидком состоянии хорошо проводит ток ,и замыкает электрод накорЪтко с изделием.
Слой флюса под электродом 5 нагревается до температуры 1000- 2000° (в зависимости от состава флюса) и нагревает место сварки.
Если сварочной головке сообщить движение, направление которого показано на фиг. 1 стрелкой, то электрод 3 будет непрерывно расплавлять новые порции флюса, оставляя позади себя толстый слой жидкого .флюса, в который погружен конец электрода 5. При включении головки на сварку, между электродом 5 и изделием 9 под слоем флюса возбудится электрическая дуга и начнется процесс наплавки металла. Наплавленяый металл при движении головки будет оставаться закрытым толстым слоем медленно остывающего флюса.
Вследствие нагревания флюсом основного металла и конца сварочного электрода можно достичь незначительной глубины расплавления
1К9
основного металла н, таким образом, лишь слабого легирования металла сварного шва основным металлом.
Предмет изобретения
Устройство для электродуговой сварки сталей под слоем флюса с лредвзрительным подогревом свари.
ваемого металла, о т л и ч а ю ш, е еся тем, что, с целью предварительного плавления флюса, в него погружен расположенный перед металлическим электродом плоский графитовый электрод, при помощи которого через флюс пропускают электрический ток.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ выполнения заклепочных соединений | 1948 |
|
SU80420A1 |
| Способ сварки лежачим электродом | 1940 |
|
SU66582A1 |
| Аппарат для электрической дуговой сварки | 1925 |
|
SU3476A1 |
| Способ восстановления бандажей | 1940 |
|
SU60005A1 |
| Устройство для электродуговой сварки кольцевых швов трубопроводов | 1945 |
|
SU68055A1 |
| СПОСОБ ГРАНУЛИРОВАНИЯ ФЛЮСА | 2017 |
|
RU2680031C1 |
| СПОСОБ ГРАНУЛИРОВАНИЯ ФЛЮСА | 2012 |
|
RU2494847C1 |
| Устройство для наплавки реборд бандажей вагонных колес | 1938 |
|
SU54824A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ СТАЛИ ТИПА АК | 1996 |
|
RU2089363C1 |
| Способ гранулирования сварочного флюса | 2021 |
|
RU2769190C1 |
5
