I
Изобретение относится кобработке металлов давлением и может быть использовано при изготовлении обжимом деталей с сужающейся горловиной, например, бидонов.
Известны штампы для обжима горловин попът тонкостенных заготовок с использованием внутреннего подпора в виде разъемной металлической или упругой (резиновой) оправки l.
Однако применение внутреннего подпора заготовки вызывает трудности при конструкции и изготовлении штампов,, а при использований одностороннего (наружного) подпора имеет место деформирование (выпучивание, донной части заготовки.
Наиболее близким к изобретению по своей технической сущности является штамп для обжима горловин полых тонкостенных заготовок, содержащий матрицу с расположенной внутри нее эластичножидкостной оправкой, имеющей разъемную металлическую облицовку. Эластичнр-жидг
костная часть оправки известного штампа связана со средствами для ее удаления из готовой детали, включающими напорно-сл вную гидравлическую систему 2.
Известный штамп позволяет предотвращать складкообразование на обжимаемом участке 3aroTOBkH.
Недостатком указанного штампа является сложность выполнения его оправки в ввпе эластично-жидкостной оболочки и разъемной металлической облицовки, а также обусловленных этим выполнением средств для удаления оправки из готовой детали..
Цель изобретения - упрощение конструкции штампа для изготовления обжимом горловины полых тсМкостенных изделий.
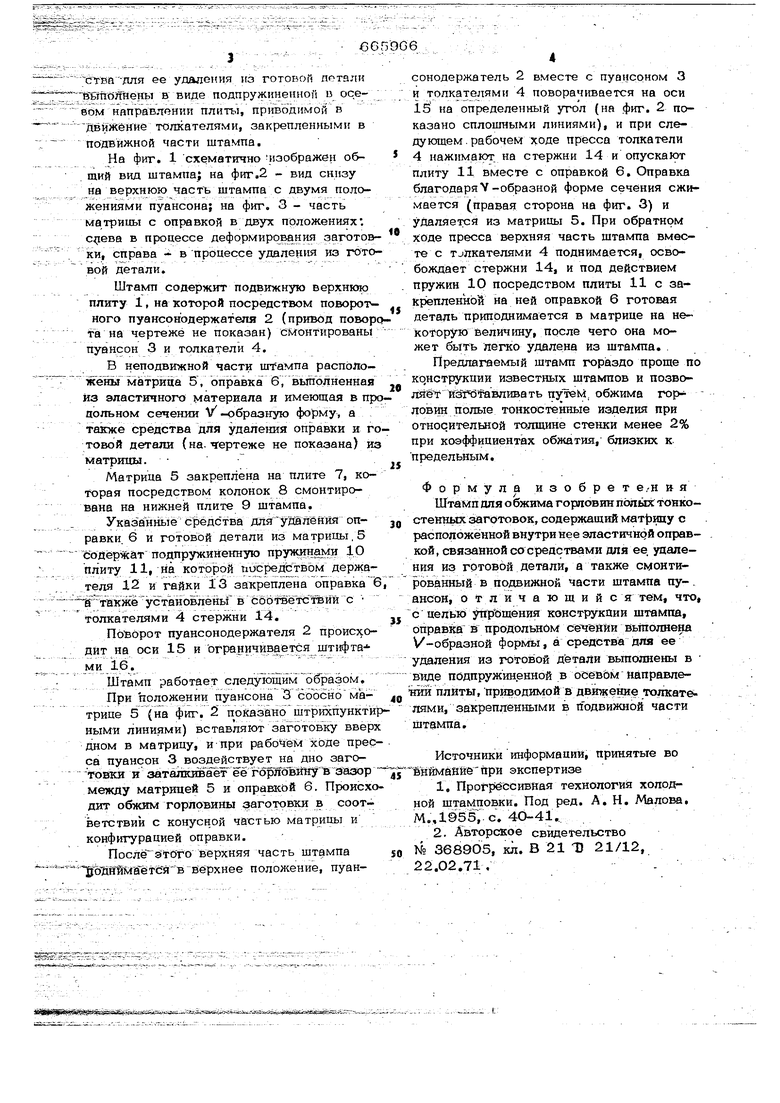
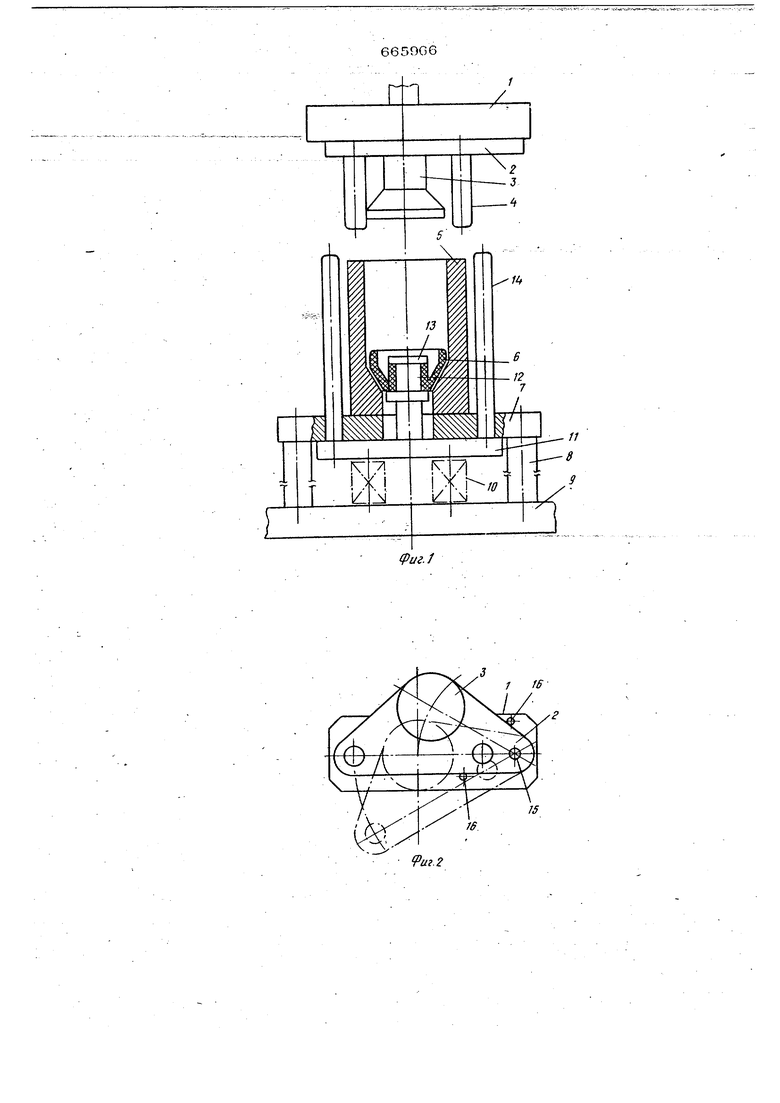
Поставленная цель достигается тем, .что в известном штампе, содержащем матрицу с расположенной внутри нее элао тичной оправкой, связан ной со средствами для ее удаления из готовой детали, и смонтированный в подвижной части штампа пуансон, оправка в продольном сечении выполнена V-образной формы, а сред ства-для ее удаления нз готовоГ потали тЖтпоЯнены в виде подпружиненно к осевом няправлении плиты, приводимой в движение толкателями, закрепленными в подвижной части штампа. На фиг. 1 схематичноизображен общий вид штампа; на фиг.2 - вид снизу на верхнюю часть штампа с двумя положениями пуансона; на ф|Иг. 3 - часть матрицы с оправкой в двух положениях. в процессе деформирования заготов ки. Справа - в процессе удаления из гото вой детали. Штамп содержит подвижную верхнюю плиту 1, на которой посредством поворотного пуансонодержатепя 2 (привод повор та на чертеже не показан) смонтированы пуансон 3 и толкатели 4. В неподвижной части штампа расположены матрида 5, оправка б, 5вьтолненная из эластичного материала и имеющая в пр дольном сечении V-образную форму, а также средства для удаления оправки и г товой детали (на. чертеже не показана) и матрицы. Матрица 5 закреплена на плите 7, которая посредством колонок 8 смонтирована на нижней плите 9 штампа. Указ аннь1ё с:рёдбтва для уНаленйя оправки. 6 и готовой детали из матрицы, 5 содержат подпружиненную пруж гаами 10 плиту 11, на которой посредством держателя 12 и гайки 13 закреплена оправка 6 - также у(:таноблёньГ в сботёётствйй с толкателями 4 стержни 14. ПоЬброт пуансонодержателя 2 происходит на оси 15 и ограничивается штифтами 16. Штамп работает следующим образом. При положении пуансона 3 соосно матрице 5 (на фиг. 2 показано штрихпункти ными линиями) вставляют заготовку вверх дном в матрицу, и при рабочем ходе прес са пуансон 3 воздействует на дно заго-товкй и заталюшае ёё гбрто1йгау-В эазор между матрицей 5 и оправкой 6. Происхо дит обжим горловины заготовки в соответствии с конусной частью матЕэицы и конфигурацией оправки, Послё этого верхняя часть штампа ВЬЙйВмаетс:яв верхнее положение, пуансонодержатель 2 вместе с пуансоном 3 и толкателями 4 поворачивается на оси ISi на определенный угол (на фиг. 2 показано сплошными линиями), и при следующем .рабочей ходе пресса толкатели 4 нажим ают на стержни 14 и опускают плиту 11 вместе с оправкой 6. Оправка благодаря V-образной форме сечения сжимается (правая сторона на фиг. 3) и удаляется из матрицы 5. При обратном ходе пресса верхняя часть штампа вместе с TJЛкaтeлями 4 поднимается, освобождает стержни 14, и под действием пружин 10 посредством плиты 11 с закрепленной на ней оправкой 6 готовая деталь приподнимается в матрице на некоторую величину, после чего она может быть легко удалена из штампа. . Предлагаемый штамп гор/аздо проще по ко,нструкции известных штампов и позволяёт йзгЩ авливать nyreW, обжима rof яовин полые тонкостенные изделия при относительной толщине стенки менее 2% при коэффициентах обжатия, близких к предельным. Формула изобрете/нйя Штамп ал я о бжима горловин полых тонкостенных заготовок, содерзкащий мат{эицу с расположённой внутри нее эластичной оправкой, связанной со средствами для ее. удаления из готовой детали, а также смонтированный в подвижной части штампа пу-. ансон, отличающий с я тем, что, с целью упрощения конструкаии штампа, оправка в продольном селении вьгаолнена V-образной формь, а средства для ее удаления из готовой детали выполнены в виде подпружиненной в осевом Иаправлешй плиты, приводимой в движение толкателями, закрепленными в пЪдвижной части Штампа. Источники информации, принятые во внШйНйе экспертизе 1.Прогрессивная технология холодной штамповки. Под ред. А. Н. Малова. М.,19б5, с, 4О-41... 2.Авторское свидетельство № 368905, KJi. В 21 ТЗ 21/12, 22.02.71 ,
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления U-образных деталей гибкой прямолинейных заготовок проталкиванием | 1980 |
|
SU935173A1 |
| Штамп для обжима трубчатых заготовок | 1986 |
|
SU1388153A1 |
| Штамп для раздачи полых заготовок | 1980 |
|
SU927382A1 |
| Способ изготовления горловин на тонкостенных изделиях и устройство для его осуществления | 1986 |
|
SU1461565A1 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
| Штамп для деформирования кольцевых заготовок | 1985 |
|
SU1310078A1 |
| ПРАВОЧНЫЙ ШТАМП ДЛЯ ПУСТОТЕЛЫХ ИЗДЕЛИЙ | 1994 |
|
RU2090294C1 |
| Штамп для формования заготовок типа стакана | 1975 |
|
SU579864A3 |
| Штамп для вытяжки с утонением | 2019 |
|
RU2705830C1 |
| Штамповый блок | 1990 |
|
SU1792785A1 |
S iifsi f ii
1
13
12 7
. 11 8
9
15
л.
(Риг.г
