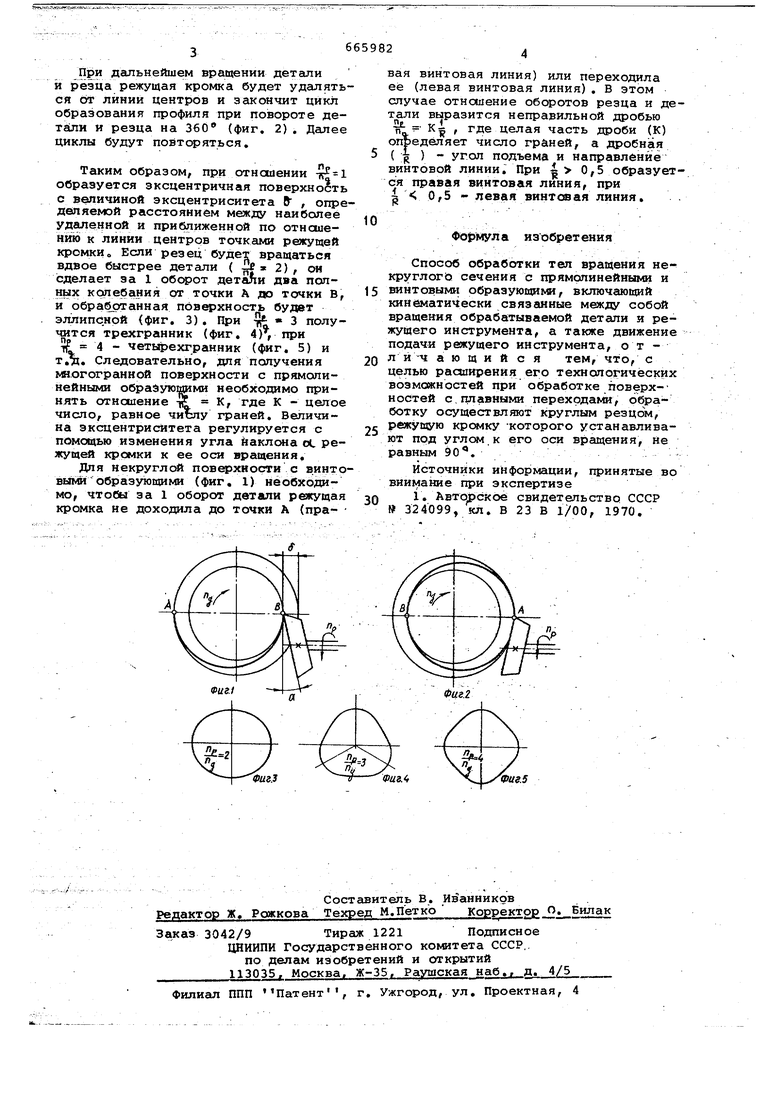
Изобретение относится к металлооб работке и может быть использовансэ при обработке тел вращения некруглого сечения на токарных станках. Известен способ обработки тел вра щения некруглого сечения, включающий кинематически связанные -между собой в1ращения обрабатываемой детали и режущего инструмента, а также движение подачи режущего инструмента вдоль оси обрабатываемой деташи.При этом отноаение угловых скоростей режущего инструмента и обрабатываемой детали выбиршот равным целсилу числу при обработке детали с прямолинейны ми образующи1 м и равным дробному чис лу при обработке деталей с винтоилми образующими 1. Однако указанный способ имеет ограниченные технологические возможности, так как не позволяет щ оизводить обработку эксцй1тричных пов хиостей, деталей с поперечным сечением в виде эллипса и граненных поверх ностей со скругпенны1« вершинами. Цель изобретения - расширение тех нологических возможностей, способа при обработке поверхностей с плавными переходами. Для этого обработку осуществляют круглым резцом, режущую кромку которого устанавливают под углом к его оси вращения, не равным 90 . На фиг. 1 и 2 показано положение инструмента и детали в середине ив конце цикла обработки некруглого профиля; на . - профиля поперечных сечений обрабатываемых деталей при различных соотношениях скоростей вращения детали и инструмента. Сущность способа заключается в сообщении согласованного движения детали и инструменту. Рассмотрим случай, когда скорости детали и инструмента равны (фиг. 2). Цикл обработки некруглого профиля начинается в момент касания нешболее удаленной от линии центров станка точки режущей кромки инструмента с поверхностью обрабатываемой детали (точка А), За половину оборота детали (фиг, 1) резец совершит также половину оборота и, поскольку его рекущая кромка не перпендикулярна его оси вращения, врежется в теэто детали на максимальную величину fr , в этом, случае с деталью будет контактировать наиболее приближенная к линии центров станка точка режущей кромки (точка В). При дальнейшем вращении детали и резца рекущая кромка будет удалять ся от линии центров и закончит цикл образования профиля при повороте детйли и резца на 360 (фиг. 2). Далее циклы будут повтс яться. Таким образом, при отношении -д образуется эксцентричная поверхность с величиной эксцентриситета В , опре деляемой расстоянием между наиболее и приближенной по отнсшению к линии центров точками режущей кромки„ Если резец будет вращаться вдвое быстрее детали ( 2), он сделает за 1 оборот два попHIJX колебания от точки А до точки В, и обработанная поверхность будет эллипсной {фиг. 3). При т « 3 полу тся трехгранник (фиг. 4)V при 4 - четьфехгранник (фиг. 5) и т,71. Следовательно, для получения многогранной поверхности с прямолинейными обраэуюдами необходимо принять отношение тЕ К, где К - целое число, равное чиЪлу граней. Величина эксцентриситета регулируется с помощью изменения угла йаклона сзс режущей кромки к ее оси вращения. Для некруглсй поверхности с винто выкда образующими (фиг, 1) необходимо, чтобы за 1 оборот детали рвкущая кромка не доходила до точки А (праФиг.5 вая винтовая линия) или переходила ее (левая винтовая линия). В этом случае отношение оборотов резца и детали выразится неправильной дробью п„ К , где целая часть дроби (К) опЬедбляет число граней, а дробная ( ) - угол подъема и направление винтовой линии. При 0,5 образуется правая винтовая линия, при g 0,5 - левая винтовая линия. Формула изобретения Способ обработки тел вращения некруглогй сечения с прямолинейными и винтовым1 1 образующими, включающий кинематически связанные между собой вращения обрабатываемой детали и режущего инструмента, а также движение подачи режущего инструмента, от л и -ч а ю щ и и с я тем, , с целью раоаирения его технологических возможностей при обработке поверхностей с,плавными перехрдакм, обработку осуществляют круглым резцом, режуную кромку -которого устанавливают под углом,к его оси вращения. Не равным 90., Источники информации, принятые во внимание при экспертизе 1 Авторское свидетельство СССР 324099, кл. В 23 В 1/00, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ точения некруглых в поперечном сечении тел | 1980 |
|
SU884863A1 |
| СПОСОБ ОБРАБОТКИ ТЕЛ ВРАЩЕНИЯ НЕКРУГЛОГО СЕЧЕНИЯ | 2001 |
|
RU2211118C1 |
| Способ обработки некруглых деталей | 1981 |
|
SU1009612A1 |
| Способ получения заготовок трубчатых радиаторов | 1986 |
|
SU1761428A1 |
| Способ точения некруглых в поперечном сечении тел | 1986 |
|
SU1364396A1 |
| СПОСОБ ВИБРАЦИОННОГО РЕЗАНИЯ И ВИБРАЦИОННЫЙ РЕЗЕЦ | 2007 |
|
RU2356700C1 |
| Способ обработки дугообразных кольцевых и винтовых канавок | 1986 |
|
SU1391810A1 |
| СПОСОБ ОБРАБОТКИ ВИНТОВ ГЕРОТОРНЫХ ВИНТОВЫХ НАСОСОВ | 2001 |
|
RU2209129C1 |
| СПОСОБ ШЛИФОВАНИЯ ТЕЛ ВРАЩЕНИЯ НЕКРУГЛОГО СЕЧЕНИЯ | 1998 |
|
RU2153969C2 |
| Способ механической обработки и устройство для его осуществления | 1989 |
|
SU1838047A3 |
