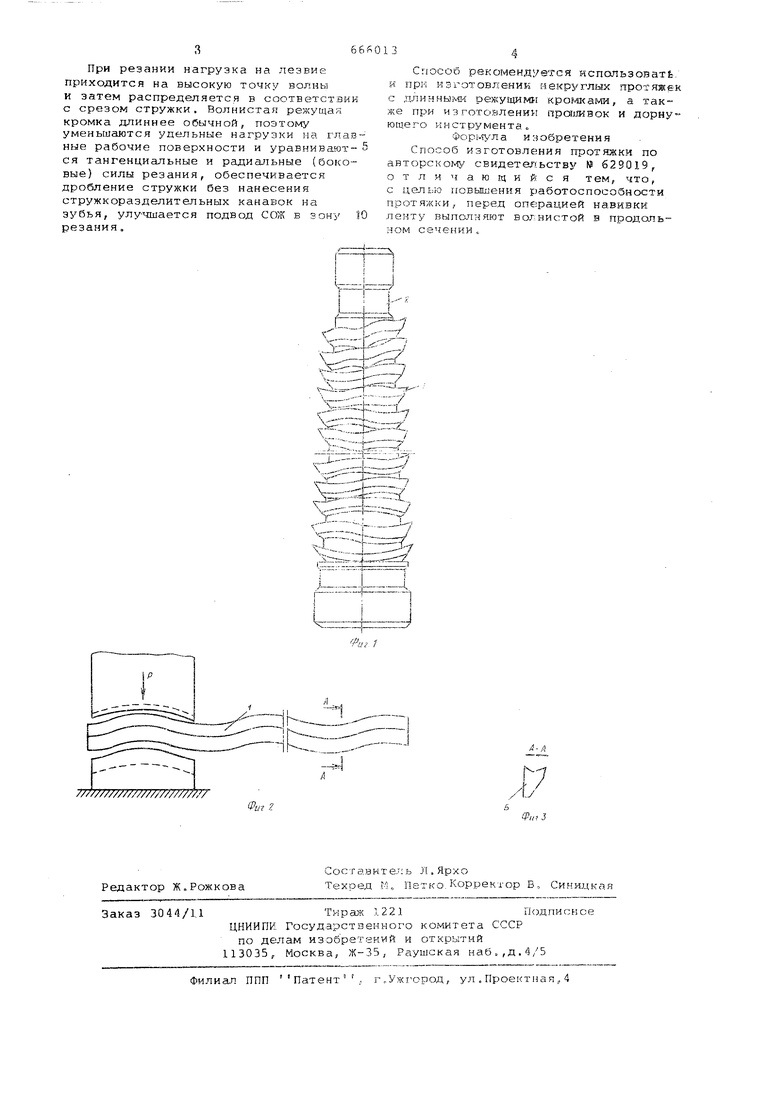
(54) СПОСОБ ИЗГОТОВЛЕНИЯ ПРОТЯЖКИ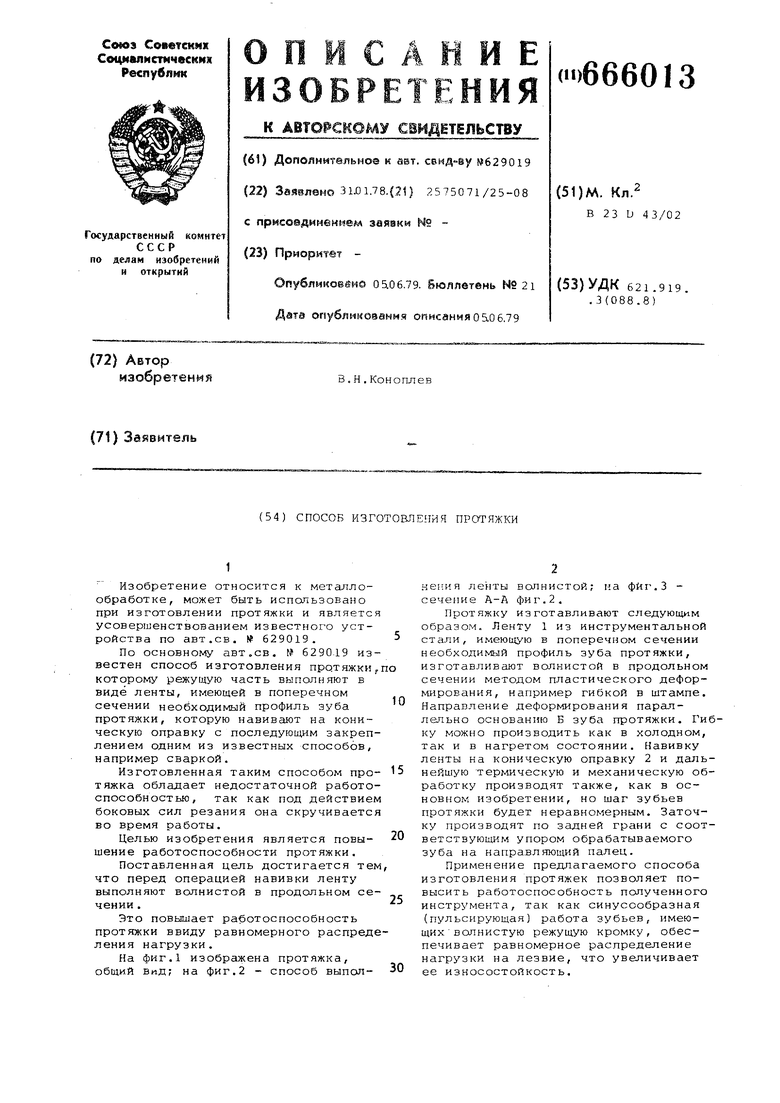
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 1992 |
|
RU2008142C1 |
| Способ изготовления протяжки | 1979 |
|
SU806298A2 |
| Способ изготовления сборной протяжки | 1979 |
|
SU865562A2 |
| Способ изготовления протяжки | 1990 |
|
SU1745443A1 |
| Способ изготовления протяжки | 1978 |
|
SU749581A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКИХ МЕТАЛЛИЧЕСКИХ ТРУБОПРОВОДОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2072267C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ПРУЖИН | 1992 |
|
RU2008121C1 |
| Способ изготовления оболочек с гофрами | 1990 |
|
SU1726084A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОГО МЕТАЛЛИЧЕСКОГО РУКАВА | 2001 |
|
RU2207926C1 |
| РУКАВ, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2007654C1 |
Изобретение относится к метал.пообработке, может быть испсшьзовано при изготовлении протяжки и являетс усовершенствованием известного устройства по авт.св. № 629019. По основному авт.св. № 629019 из вестен способ изготовления протяжки котсэрому режущую часть выполняют в виде ленты, имеющей в поперечном сечении необходимый профиль зуба протяжки, которую навивают на коническую оправку с последуюц им закреп лением одним из известных способов, например сваркой. Изготовленная таким способом про тяжка обладает недостаточной работо способностью, так как под действием боковых сил резания она скручиваетс во время работы. Целью изобретения является повышение работоспособности протяжки. Поставленная цель достигается тем что перед операцией навивки ленту выполняют волнистой в продольном се чении . Это повьошает работоспособность протяжки ввиду равномерного распред ления нагрузки. На фиг.1 изображена протяжка, общий Вид; на фиг.2 - способ выполнения ленты волнистой; на фйг.З сечение А-А фиг.2. Протяжку изготавливают следующим образом. Ленту 1 из инструментальной стали, имеющую в поперечном сечении необходим1 1й профиль зуба протяжки, изготавливают волнистой в продольном сечении методом пластического деформирования, например гибкой в штампе. Направление деформирования параллельно основанию Б зуба протяжки. Гибку можно производить как в холодном, так и в нагретом состоянии. Навивку ленты на коническую оправку 2 и дальнейшую термическую и механическую обработку производят также, как в основном изобретении, но шаг зубьев протяжки будет неравномерным. Заточку производят по задней грани с соответствующим упором обрабатываемого зуба на направляющий палец. Применение пре.цлагаемого способа изготовления протяжек позволяет повысить работоспособность полученного инструмента, так как синусообразная (пульсирующая) работа зубьев, имеющих волнистую режущую кромку, обеспечивает равномерное распределение нагрузки на лезвие, что увеличивает ее износостойкость.
