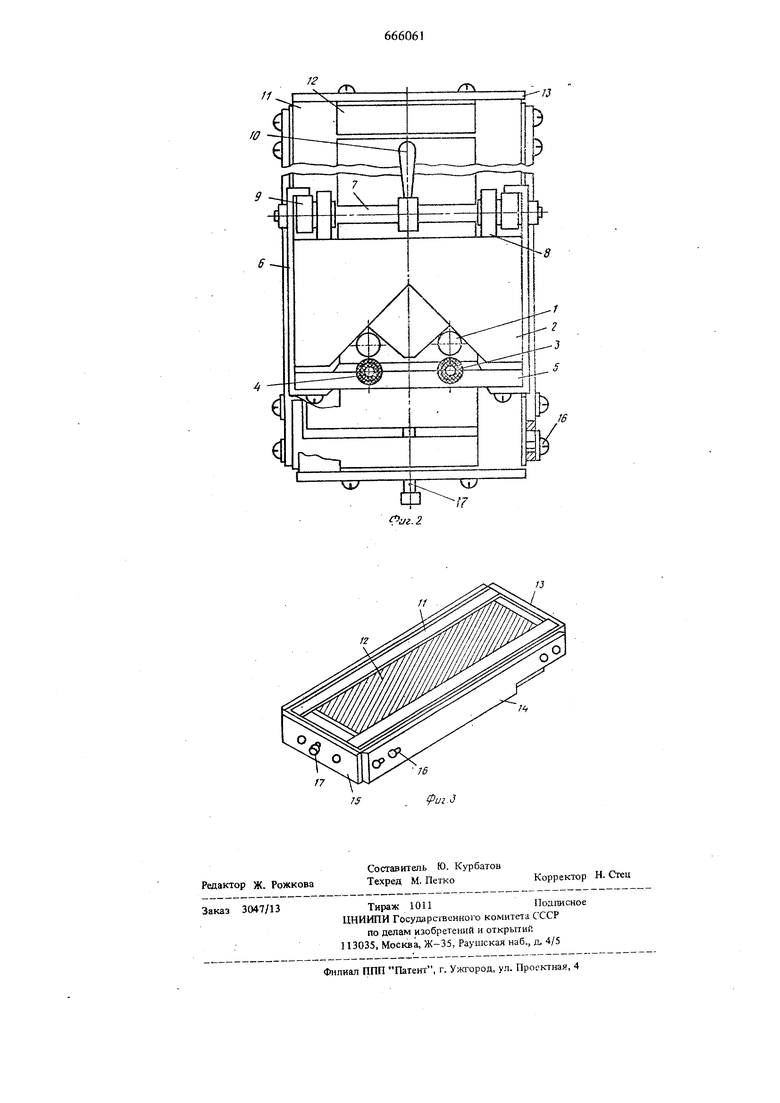
Призма 2 с укреплеюшми в ней деталями имеет возможность скольжения по направляющим 11, натянутым на Металлическую рамку, надетую на притирочный брусок 12. Направляющие выполнены из износостойкой металлической ленты и закреплены на поперечной планке 1 рдмки. Поперечная планка 13 неподвижно связана с двумя продольными планками 14. Другие концы направляющмх укреплены на второй поперечной планке 15, имеющей возможность перемещения при ослабленных крепежных винтах 16, установлеш1ых в удлиненных отверстиях продольных пЛанок. В
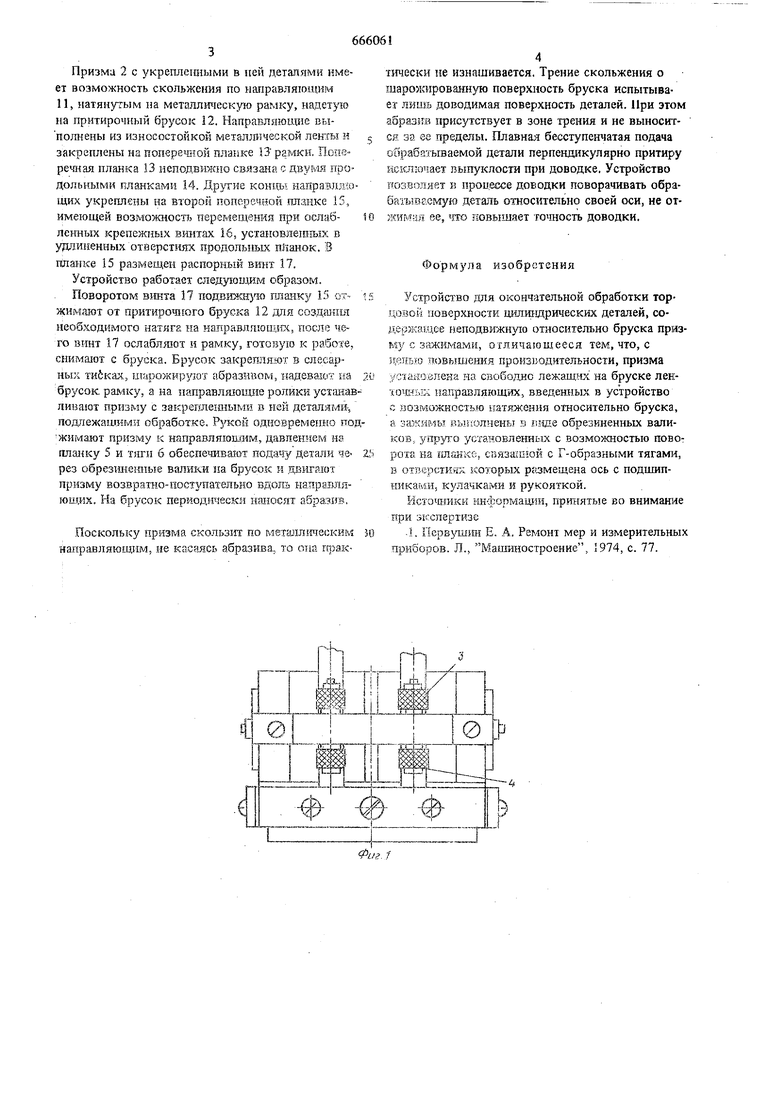
планке 15 размещен распорный винт 17, Устройство работает следующим образом. Поворотом винта 17 подвижк)то планку 15 отжимают от притирочного бруска 12 для создания необходимого натяга на направляющих, после чего винт 17 ослабляют и рамку, готовую к работе, снимают с бруска. Брусок закрепляют в слесарных тибках, шарожируют абразивом, надевают на брусок, рамку, а на направляющие ролики устанавливают призму с закрепленными в ней деталями-, подлежащими обработке. Рукой одновремешю пожимают призму к направляющим, давлением на laiiKy 5 и тяги 6 обеспечивают подачу детали через обрезиненные валики на брусок и двигают призму возвратно-поступательно вдоль направляющих. На брусок периодически наносят абразив.
Поскольку призма скользит по металлическим нанравляющим, ие касаясь абразива, то она практически не изнашивается. Трение скольжения о щарожированную поверхность бруска испытыва ет лишь доводимая поверхность деталей. При этом абразив присутствует в зоне трения и не выносится за ее пределы. Плавная бесступенчатая подача обрабатываемой детали перпендикулярно притиру ис1слючает выпуклости при доводке. Устройство позволяет в доводки поворачивать обрабатываемую деталь относительно своей оси, не отжимая ее, что повыщает точность доводки.
Формула изобретения
Устройство для окончательной обработки торцовой поверхности щшиндрических деталей, со: держащее неподвижную относительно бруска призму с зажимами, отличающееся тем, что, с целью повыщения производительности, призма установлена на свободно лежащта на бруске ленточных направляющих, введенных в устройство с возможностью натяжения относительно бруска, а зажимы выполнены в виде обрезиненных валиков, упруго установленных с возможностью повот рота на планке, связшиюй с Г-образными тягами, в отверстиях которых размещена ось с подщипниками, кулачками и рукояткой.
Источники информации, принятые во внимание при экспертизе
Л. Первущин Е. А. Ремонт мер и измерительных .приборов. Л., Мащиностроение, 1974, с. 77.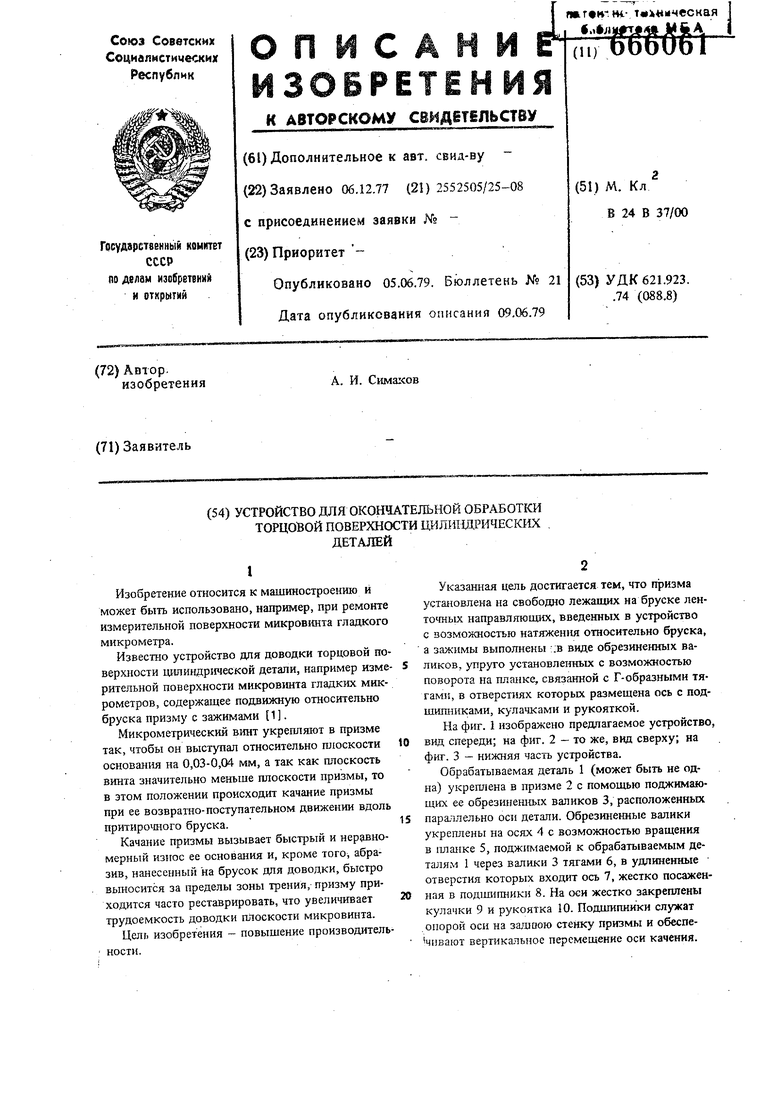
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для доводки плоскостей | 1982 |
|
SU1105296A1 |
| УСТРОЙСТВО для доводки ОТВЕРСТИЙ | 1966 |
|
SU184164A1 |
| Способ изготовления фольг и микрошлифов и устройство для изготовления фольг и микрошлифов | 1980 |
|
SU928188A1 |
| СПОСОБ ЛЕЗВИЙНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2001 |
|
RU2199417C2 |
| УСТРОЙСТВО ДЛЯ ЛЕЗВИЙНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2001 |
|
RU2199419C2 |
| Способ заточки и устройство для закрепления ножа при заточке | 2021 |
|
RU2769588C1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ | 1998 |
|
RU2177868C2 |
| УСТРОЙСТВО ДЛЯ РУЧНОЙ ЗАТОЧКИ НОЖЕЙ | 2021 |
|
RU2761845C1 |
| ДОВОДОЧНО-ПРИТИРОЧНЫЙ КОНЦЕНТРАТ С МОДИФИЦИРУЮЩИМИ МИНЕРАЛЬНЫМИ НАПОЛНИТЕЛЯМИ | 2006 |
|
RU2309968C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 1995 |
|
RU2094213C1 |