Изобретение относится к деревообрабатывающей промышленности и может быть применено в непрерывных прессовых установках при производстве древесноволокнистых и древесностружечных плит.
Целью изобретения является улучшение качества лицевого слоя плиты и повышение производительности устройства для непрерывного прессования.
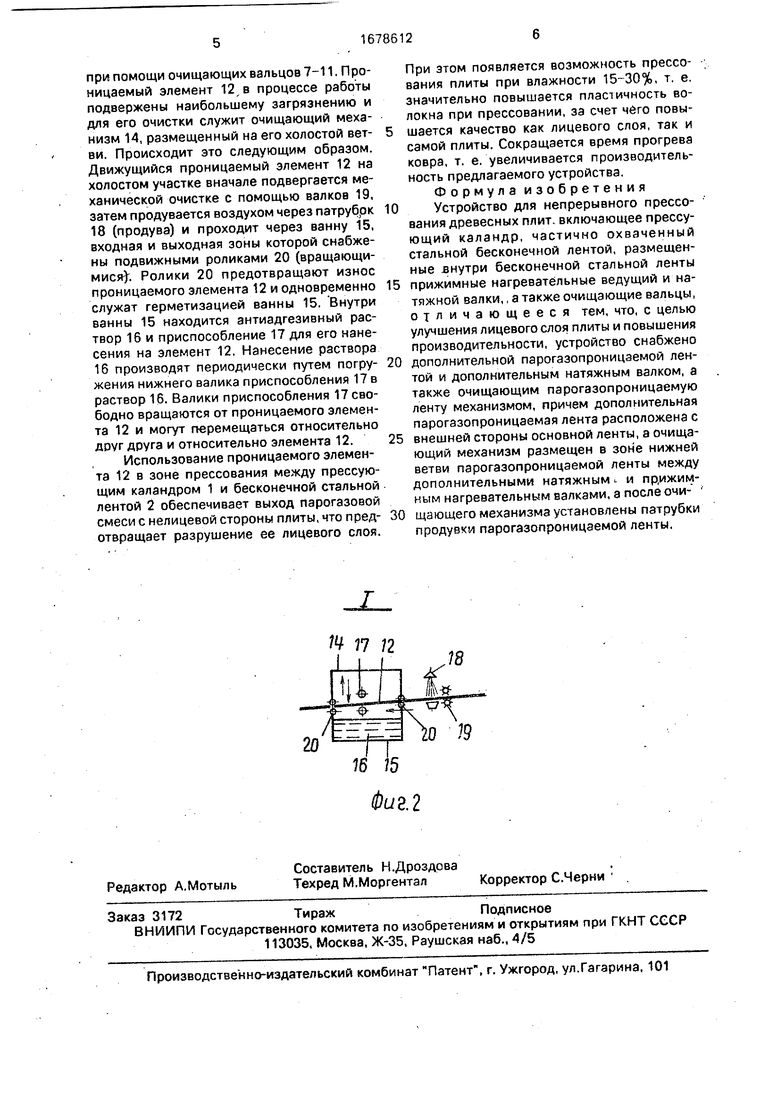
На фиг. 1 представлена схема устройства для непрерывного прессования плит; на фиг. 2 - узел i на фиг. 1,
Устройство содержит прессующий каландр 1, частично охваченный стальной бесконечной лентой 2, образуя при этом зону прессования. Внутри бесконечной ленты 2 размещены прижимные нагревательные валки 3 и 4, ведущий 5 и натяжной 6 валки. Валки 3, 4, б, стальная лента 2, каландр 1 снабжены очищающими вальцами 7-11. Стальная лента 2 охвачена проницаемым элементом 12 с натяжным барабаном 13 и очищающим механизмом 14. В зоне прессования проницаемый элемент 12 расположен между прессующим каландром 1 и бесконечной стальной лентой 2. Очищающий механизм 14 расположен в зоне нижней ветви проницаемого элемента 12, между натяжным 6 и левым нагревательным валиком 3 содержит ванну 15, в которой находятся раствор 16 антиадгезива и приспособление 17 для периодического нанесения раствора 16 на элемент 12. Кроме того, очищающий механизм 14 содержит размещенные перед ванной 15 со стороны натяжного барабана 13 последовательно установленные патрубок 18 для продувки элемента 12 и пару очищающих валков 19. Нижняя ветвь элемента 12 размещена в ванне 15 между подвижными роликами 20, которые установлены на входе и выходе из ванны 15.
Приспособление 17для нанесения раствора 16 на проницаемый элемент 12 выполнено в виде пары валиков, подвижных в вертикальном направлении относительно друг
друга и относительно элемента 12. Древесноволокнистый ковер 21 огибает каландр 1, получают плиту 22.
Устройство для непрерывного прессования древесных плит работает следующим
образом.
Древесноволокнистый ковер 21 подают в зазор между вращающимся обогреваемым прессующим каландром 1 и движущейся бесконечной стальной лентой 2 с
размещенным на ней бесконечным проницаемым элементом 12. На выходе ковер 21 превращается, в плиту 22. Давление прессования обеспечивают прижатием стальной ленты 2 к каландру 1, которое выполняют с
помощью валков 3-6, причем длина зоны прессования обусловлена расположением валков 4 и 5 по отношению к каландру 1. По мере продвижения ковра 21 он кроме восприятия давления прессования подвергается
прогреву через поверхность каландра с одной стороны и через стальную ленту с проницаемым элементом 12 от нагревательных валков 3 и 4 с другой стороны, причем со стороны каландра получается плотная, гладкая лицевая поверхность, а со стороны проницаемого элемента 12 происходит выход парогазовой смеси, образующейся при прессовании, эта поверхность плиты имеет сетчатую структуру. Для равномерного распределенйя проницаемого элемента 12 на ленте 2 служит натяжной барабан 13, разме-. щенный на холостом участке этого элемента.
Прессующая поверхность каландра 1,
валки 3, 4 и б, а также стальная лента 2 в процессе работы механически очищаются
при помощи очищающих вальцов 7-11. Проницаемый элемент 12,в процессе работы подвержены наибольшему загрязнению и для его очистки служит очищающий механизм 14, размещенный на его холостой ветви. Происходит это следующим образом. Движущийся проницаемый элемент 12 на холостом участке вначале подвергается механической очистке с помощью валков 19, затем продувается воздухом через патрубок 18 (продува) и проходит через ванну 15, входная и выходная зоны которой снабжены подвижными роликами 20 (вращающимися); Ролики 20 предотвращают износ проницаемого элемента 12 и одновременно служат герметизацией ванны 15. Внутри ванны 15 находится антиадгезивный раствор 16 и приспособление 17 для его нанесения на элемент 12. Нанесение раствора 16 производят периодически путем погружения нижнего валика приспособления 17 в раствор 16. Валики приспособления свободно вращаются от проницаемого элемента 12 и могут перемещаться относительно друг друга и относительно элемента 12.
Использование проницаемого элемента 12 в зоне прессования между прессующим каландром 1 и бесконечной стальной лентой 2 обеспечивает выход парогазовой смеси с нелицевой стороны плиты, что предотвращает разрушение ее лицевого слоя.
При этом появляется возможность прессования плиты при влажности 15-30%, т. е. значительно повышается пластичность волокна при прессовании, за счет чего повышается качество как лицевого слоя, так и самой плиты. Сокращается время прогрева ковра, т. е. увеличивается производительность предлагаемого устройства. Формула изобретения
Устройство для непрерывного прессования древесных плит, включающее прессующий каландр, частично охваченный стальной бесконечной лентой, размещенные внутри бесконечной стальной ленты
прижимные нагревательные ведущий и натяжной валки,, а также очищающие вальцы, отличающееся тем, что, с целью улучшения лицевого слоя плиты и повышения производительности, устройство снабжено
дополнительной парогазопроницземой лентой и дополнительным натяжным валком, а также очищающим парогазопроницаемую ленту механизмом, причем дополнительная парогазопроницаемая лента расположена с
внешней стороны основной ленты, а очищающий механизм размещен в зоне нижней ветви парогазопроницаемой ленты между дополнительными натяжным и прижимным нагревательным валками, а после очи-
щающего механизма установлены патрубки продувки парогазопроницаемой ленты.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС И СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТ | 2003 |
|
RU2310558C2 |
| Установка для непрерывного изготовления стружечных плит | 1975 |
|
SU537848A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПАРОВОЙ ОБРАБОТКИ | 2004 |
|
RU2327560C2 |
| Способ непрерывного изготовления древесноволокнистых плит | 1989 |
|
SU1691104A1 |
| УСТРОЙСТВО И СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ | 1990 |
|
RU2068339C1 |
| Устройство для непрерывного изготовления бесконечного полотна древесно-стружечной плиты | 1986 |
|
SU1505434A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОСТРУЖЕЧНЫХ, ДРЕВЕСНОВОЛОКНИСТЫХ И ТОМУ ПОДОБНЫХ ПЛИТ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU2044635C1 |
| Прессовая установка для производства древесно-волокнистых плит | 1982 |
|
SU1105535A1 |
| Пресс непрерывного действия для изготовления древесных плит | 1977 |
|
SU666101A1 |
| Пресс непрерывного действия | 1974 |
|
SU518374A1 |
Изобретение относится к деревообрабатывающей промышленности. Цель изобретения - улучшение качества лицевого слоя плиты и повышение производительности устройства для непрерывного прессовJ- ния плит. Оно содержит прессующий каландр 1, охваченный стальной лентой 2. Валки 3, 5, 6, стальная лента 2, каландр 1 снабжены очищающими валиками 7-11. Стальная лента 2 охвачена проницаемым элементом 12 с натяжным барабаном 13 и очищающим механизмом 14, Последний содержит ванну, в которой находится раствор антиадгезива и приспособление для периодического нанесения раствора на элемент 12, а также патрубок для продувки элемента 12 и пару очищающих валиков. Древесноволокнистый ковер 21 подают в зазор между вращающимся обогреваемым прессующим каландром движущейся бесконечной стальной лентой 2 с размещенным бесконечным проницаемым элементом 12, На вы
14 17 П
20
| Шварцман Г | |||
| М | |||
| Производство древес- но-стружечных плит | |||
| - М.: Лесная промышленность | |||
| Кузнечная нефтяная печь с форсункой | 1917 |
|
SU1987A1 |
| с | |||
| ПАРОПЕРЕГРЕВАТЕЛЬ ДЛЯ ЛОКОМОБИЛЬНЫХ КОТЛОВ | 1912 |
|
SU277A1 |
| Экспресс-информация, 1986 | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
