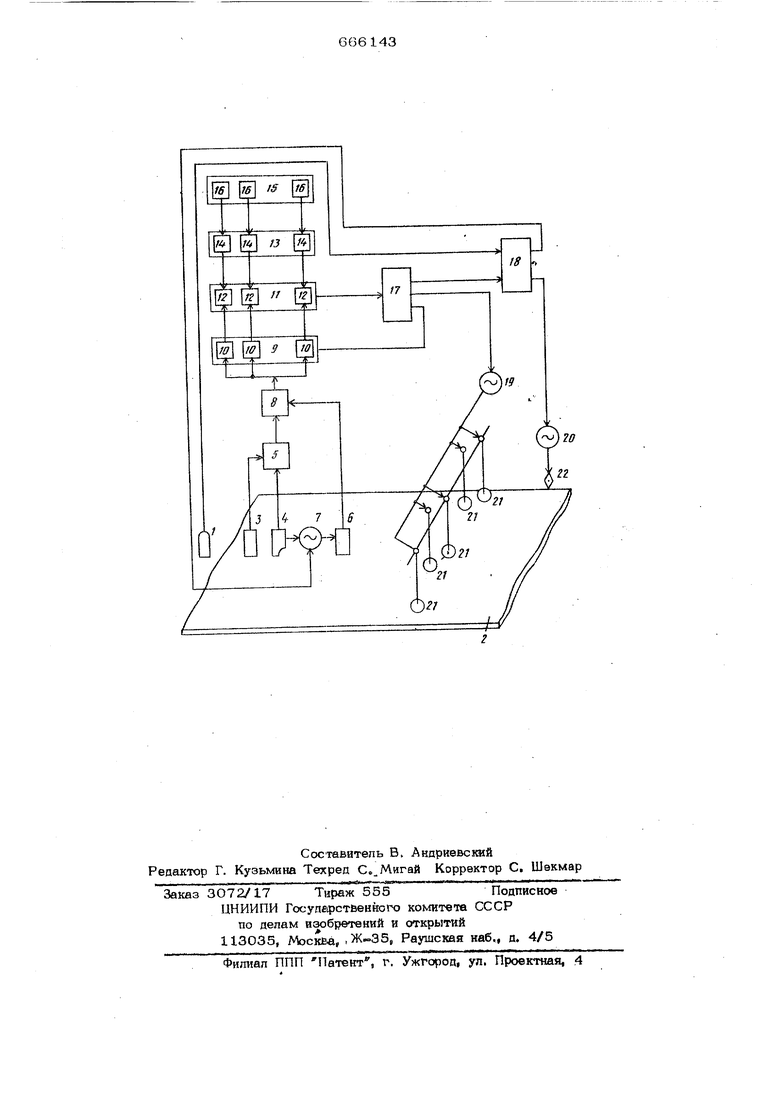
(54) УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ РЕЗКОЙ ЛИСТОВОГО СТЕКЛА гается тем, что в устройство для управления резкой листового стекла, сопержащее командоаппарат, механизм управле- ВИЯ поперечной резкой стекла, блок зада ния размеров заготовок и программный регулятор, один из выходов которого под ключей к одному входу командоаппарата выход которого соединен со входом механизма управления поперечной резкой стекла, введены датчики скорости ленты стекла, временных нормальных напряже™ НИИ и термоупругих напряжений, сумма гор, блок расчета остаточных напряжений блок задания допустимьж напряжений, элемент сравнения и механизм управле ния продольной резкой, причем механизм управления продольной резкой соединен с одним выходом программного регуля тора,-Вход которого подключен к выходу элемента сравнения, входы которого сое динены с выходами блока расчета остаточных напряжений и блока задания пустимых напряжений, входы которого подключены к блоку задания размеров заготовок, датчики времекньпс нормальных: напряжений и термоупругих напря жений соединены с соответствующими входами сумматора, выход которого под ключен ко входам блока расчета остаточных напряжений, а датчик скорости ленты стекла соединен с другим входом командоаппарата. Устройство для управления резкой ленты стекла изображено на чертеже. Устройство содержит датчик 1 скорости ленты стекла 2, датчик термо. упругих напряжений, включающий датчик 3 ширины ленты стекла, пирометр 4 и .функциональный преобразователь 5, ратчик временных нормальных напр5гже™ НИИ, например поляриметр 6, механизм сканирования, сумматор Q блок 9 рас чета остаточных напряжений. Включающи схемы 10 деления, элемент 11 сравне ния, содержащий схемы 12 сравнения, блок 13 задания допустимых остаточны напряжений, имеющий задатчики 14, бло 15 задания размеров заготовок с зада чиком 16, программный регуляргор 17, командоаппарат 18, механизм 19 управ дения продольной резкой, механизм 2О управления поперечной резкой, резаки продольной рейки и резак 22 поперечной ре ки. Количество схем 1О деления, схем 12 сравнения, задатчиков 14 и резаков 21 про дольной резки соответствует количеству за датчиков 16 возможных размеров заготово .ртекла, т.е. портфелю заказов. 434 Описанное устройство работает следующим образом. По сигналу командоаппарата 18 пирометр 4 и поляриметр 6 с попошью механизма 7 сканирования скани- руют ленту стекла 2 по ширине. Цикл сканирования определяется скоростью и продольными размерами отрезаемых заготовок. Сигнал пирометра 4 поступает на один из входов функционального преобразователя 5, на второй вход которого поступает сигнал с датчика 3 ширины ленты стекла 2. .Функциональный преобразователь 5 в зависимости от ширины ленты стекла преобразует информацию о градиенте температур в сигнал, пропорциональный величине термоупругих напряжений. Сигнал с выхода преобразо ателя 5 поступает на один из входов сумматора 8, на второй вход сумматора поЬтупает сигнал поляриметра 6, пропорциональный величине временных нормальных напр5И{ений в стекле, С выхода сумматора 8 сигнал, пропорциональный алгебраической сумме временных нормальных и термоупругих напряжений, поступает в блок 9 расчета остаточных напряжений. Последний с помощью схем 10 рассчитывает нормальные остаточные напряжения для каждого размера заготовок стекла, аадаваемого зaдaтчикa 4и 16 блока 15 задания размеров. Сигналы с выходов схем 10 блока 9 расчета остаточных напряжений и с выходов задатчиков 14, допустимых для каждого заданного размера заготовки напряжений, поступают на схемы 1.2 сравнения элемента 11 сравнения, где сравниваются по величине. Элемент сравнения пропускает на вход программного регул ЕГгора 17 информацию о тех возможных размерах заготовок, для которых остаточные г напряжения, рассчитанные блоком 9,будут меньше допустимой величины, задаваемой за датчиками 14 блока 13. При значительньк нормальных остаточных напряжениях стекло во избежание далвдей- ших потерь от растрескивания на конвейере и в стопках может быть разрезано только на сравнительно мелкие (узкие) заготовки. Причем, чем выше уровень нормальных остаточных напряжений, тем должна быть уже игарина отрезаемой заготовки стекла. При уменьшении остаточ- ных напряжений диапазон возможных по . ширине размеров заготовок расширяется вплоть до полной ширины ленты стекла. 5 Программный регулятор 17 в завис мости от заложенной программы, включающей приоритет тех или иных размеро степень их дефицитности, критерий эффек тивности и тому попобное, осуществляет управление/ механизмом продольной резк 19 и с помощью командоаппарата 18 механизмом 20 поперечной резки. При изменении уровня нормальных остаточных напряжений в стекле и соответствующем изменении выбора габаритных размеров заготовок программный регулятор 17 формирует управляющий сигнал на изменение размеров нарезае- мых заготовок. При этом механизм 19 управления продольной резкой переставляет резаки 21, опуская на стекло один резак и поднимая другие в соответствие с вновь выбранными поперечными раз- мерами заготовок. Одновременно регу лятор 17 выдает сигнал на командоаппа рат18 на. соответствующее изменение (при необходимости) цикла поперечной резки, осуществляемой при помощи меxatffl3Ma 20 управления поперечной резкой и резака 22, и изменение цикла ска нирования. Использование информации о временных нормалшых напряжениях и термоупругих напряжениях позволяет определить величину остаточных нормальных напряжений в нагретом стекле, равную алгебраической сумме временных и терм упругих напряжений. Своевременное ис,пользование полученной информации в системе автокштического раскроя ленты позволяет выдерживать соответствие меж ду уровнем нормальных остаточных напряжений и поперечными размерами отрезаемых заготовок, т.е. своевременно изменять размеры заготовок в соответствии с номенклатурой и планом предприятия. При изменении (уменыпении) поперечных размеров заготовок нормаяттные напряжения в них перераспределяют436ся (уменьшаются ) и становятся меныие допустимых. Формула изобретения Устройство для управления резкой листового стекла, содержащее комакпоаппа- рат, механизм управления поперечной резкой стекла, блок задания размеров заготовок и программный регулятх5р, один из вькодов которого подключен к одному входу командсаппарата, выход которого соединён со входом механизма управления поперечной резкой стекла, отличающееся тем, что, с целью повьпцения качества резки стекла, в него введены датчики скорости ленты стекла, временных нормальных напряжений и термоупругих напряжений, сумматор, блок расчета остаточных напряжений, блок задания допустимых напряжений, элемент сравнения в механизм управления продольной резкой, причем механизм управления продольной резкой соединен с одним выходом программного регулятора, аход которого подключен к выходу элемента сравнения, входы кото|рого соединены с выходами блока расчета остаточных напряжений и блока задания допустимых напряжений, входы которого подключены к блоку задания размеров заготовок, датчики временных нормальных напрзЕгженкй в термоупругих напряжений соединены с соответствукшшми входами сумматора, выход которого подключен ко входам блока расчета остаточных напряжений, а датчик скорости ленты стекла соединев с друтЕМ входом коман- доаппарата. Источники информации, принятые во внимание при 1д Авторское свидетельство № 4O68O8j кл. С ОЗ В 33/О2, 1972. 2.Авторское свидетельство №462807, 1. С 03 В 33/02, 1872. 3.Авторское свидетельство № 424824, л. С ОЗ В 33/О2, 1972.
U.
ПСИМ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления резкой листового стекла | 1977 |
|
SU685638A1 |
| Устройство для поперечной резки листового стекла | 1976 |
|
SU610806A1 |
| Способ управления охлаждением ленты стекла после отжига | 1985 |
|
SU1330088A1 |
| Способ управления охлаждением ленты стекла после отжига | 1985 |
|
SU1428719A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ РЕЗКОЙ ДВИЖУЩЕЙСЯ ЛЕНТЫ СТЕКЛА | 1992 |
|
RU2033980C1 |
| Пресс для гибки заготовок с растяжением | 1982 |
|
SU1107927A1 |
| Устройство для термической резки профильного проката | 1981 |
|
SU1022787A1 |
| Устройство автоматического управления порезом слитка на установке непрерывной разливки металла | 1980 |
|
SU942870A1 |
| Способ регулирования осевой нагрузки на долото в процессе бурения и устройство для его осуществления | 1987 |
|
SU1476115A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПОСЛЕДОВАТЕЛЬНОСТЬЮ НАНЕСЕНИЯ РЕЗОВ НА ДВИЖУЩУЮСЯ ПО КОНВЕЙЕРУ ЛЕНТУ СТЕКЛА | 1972 |
|
SU424824A1 |